ファームウェアのダウングレード (MK4/S, MK3.9/S, MK3.5/S, XL)
時には、ファームウェアの古いバージョンを再インストールする必要があることがあります。ファームウェア更新方法 (CORE One, MK4/S, MK3.9/S, MK3.5/S, XL)">ファームウェアをアップデートする方法では、新しいファームウェアバージョンのみをフラッシュすることができます。同じファームウェア、または古いバージョンをフラッシュするには、以下の手順に従ってください。
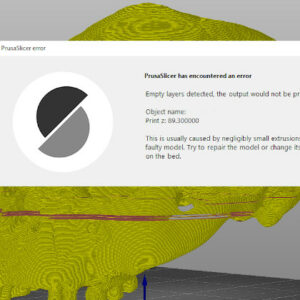
繰り返しプリンタが起動してホーム画面が表示されるだけの場合は、SDカード・USBメモリ">USBフラッシュドライブをフォーマットするか、別のものを試してみてください。G-コードやプリントには問題なく動作するフラッシュドライブでも、ファームウェアのフラッシュには適していない場合があります。
ダウンロードページにアクセスし、お使いのプリンターを選択して古いバージョンをクリックして、古いバージョンを見つけます。
.bbfファイルをUSBドライブのルートフォルダに直接コピーします。
ドライブをプリンターに挿入します。
リセットボタンを押し、プリンターのロゴが画面に表示されたら、ノブを押し続けます。
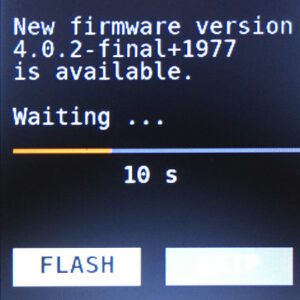
新しい画面で、「FLASH」ボタンを選択してノブを押し、アップデートを確認します。
工場出荷時設定へのリセット
工場出荷時の状態へのリセット…