FFF 3Dプリントで使用される材料の多くは吸湿性があります。これは、周囲の環境から水分子を容易に引き寄せることを意味します。プリントに使用する際、湿気を吸収した材料は期待通りに動作しない場合があります。
予防策
フィラメントによって吸湿性の高いものとそうでないものがあります。新しい材料を使用する際は、その特性と最適な保管方法について調査してください。可能であれば、フィラメントを乾燥させる必要がないようにするのが最善です。
フィラメントは密閉されたスペースや箱に乾燥剤と一緒に保管するのが最適です。こうした保管スペースが限られている場合は、より吸湿性の高いフィラメントを優先して保管しましょう。例えばPLAは湿気を吸っても特性の変化は大きくありませんが、ポリアミドはかなり影響を受けます。
フィラメントを乾燥状態に保つための専用ボックスを購入することもできますし、自作することも可能です。
フィラメントを乾燥状態に保つもう一つの一般的な方法は、保管用の真空バッグを使用することです。フィラメント専用のバッグもありますが、フィラメントが入るサイズならどんなものでも利用できます。保管時はバッグ内に乾燥剤を入れてください。
マルチツールプリント
Original Prusa XLのようなプリンターでは、フィラメントが直接ツールヘッドに装填されるため、フィラメント内の湿気が非常に重要になります。複数のツールヘッドでプリントする場合、未使用のツールも加熱されたまま(アイドル時はデフォルトで70°C)です。フィラメントが湿っていると、ツール内で水分が放出され、ツールヘッド内で糸引きが発生します。このような場合、PLAでさえ十分な湿気を吸収してプリントに問題を起こすことがあります。そのため、XLはシングルツールプリンターよりもフィラメントの湿気の影響を受けやすく、Original Prusa XLでプリントする際はフィラメントを乾燥させることを推奨します。
フィラメントが湿気を吸ったかどうかの見分け方
材料が湿気の影響を受けている場合、最初の一般的なサインはモデル表面の品質低下です。
場合によっては、フィラメント内の水分が多いと層間接着が弱くなったり、プリントにブロブ(塊)ができたり、押し出し時に泡や煙が発生することがあります。
ポリアミド、PVA、TPU(フレックス)は、PLAのような一般的なフィラメントよりも乾燥が必要になることが多いです。
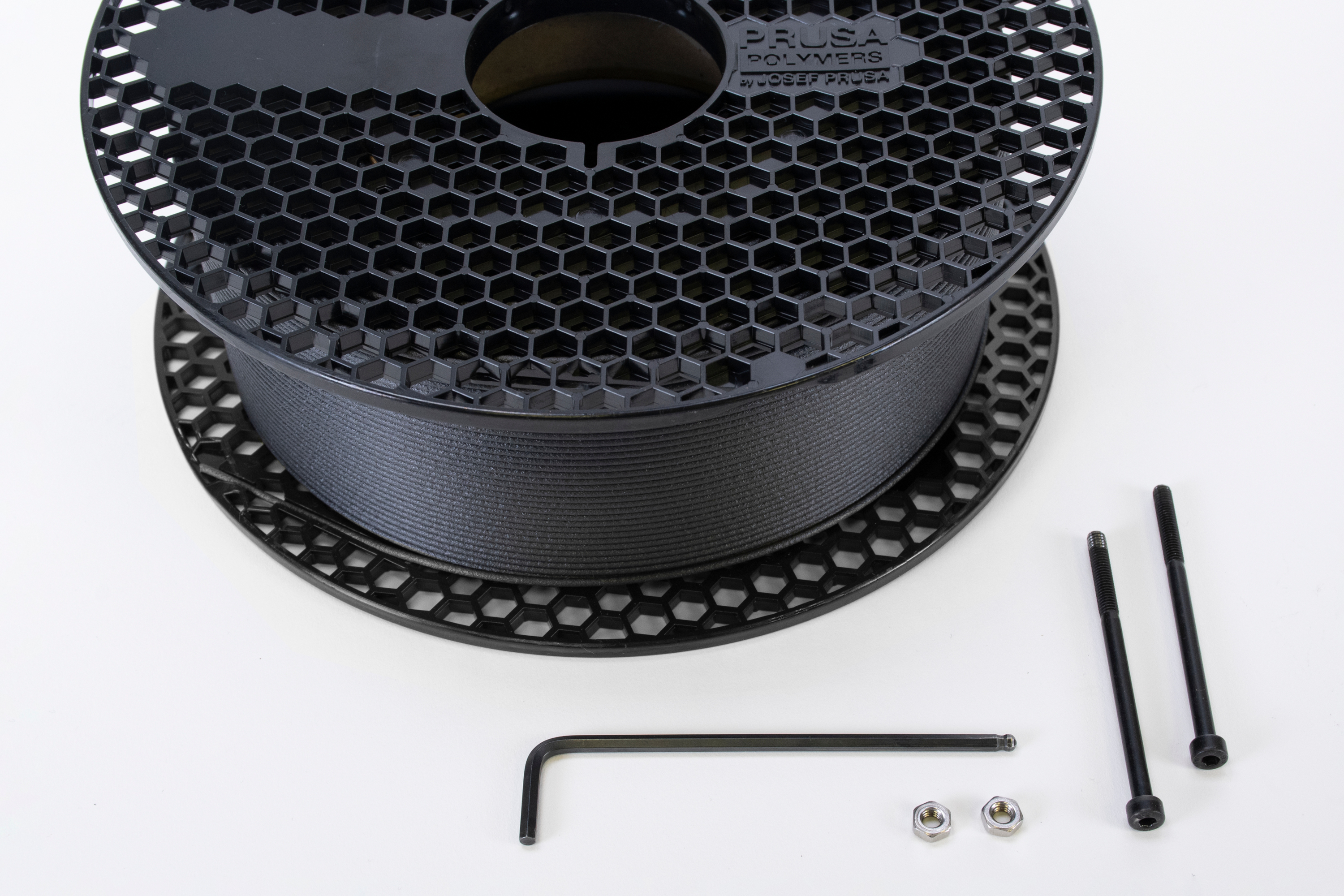
Prusament黒スプール
Prusamentスプールの黒いプラスチック側面は、段ボールシリンダーにしっかりと押し込まれています。プラスチック側面は温度が上がると膨張し、段ボールの中心部も膨張します。温度が下がるとプラスチックは元の形に戻りますが、段ボールは膨張したままなのでスプールが緩くなります。この現象を防ぐには、スプールは45°Cまでの加熱であれば安全です。
また、プラスチックの両側を固定するネジを追加する方法もあります。ネジは少なくとも65mmのねじ山が必要です。写真ではM4x65のネジを3.5mmの六角レンチで締めています。
スプールを45°C以上に加熱した場合、使用が終わるまでネジを付けたままにしてください。外すとスプールが分解してしまいます。
 |  |
 |  |
Prusamentグレースプール
Prusamentスプールのグレーのプラスチック側面も段ボールの中心に押し込まれていますが、接着剤でも固定されています。この接着剤は90°Cまで耐えられます。したがって、この温度を超えない限り、乾燥のためにネジを追加する必要はありません。
PA11CFフィラメントはグレーのPrusamentスプールを使用しています。このフィラメントは、使用の合間も乾燥ボックスで保管することを推奨します。すぐに使用する場合でも、可能であれば乾燥ボックスに入れてください。難しい場合は、毎回使用前にフィラメントを乾燥させてください。
乾燥方法
温度
スプールが分解しないことを確認したら、Prusament材料の推奨温度と時間は以下の通りです。乾燥中はこれらの温度を超えないようにしてください。超えるとフィラメントが柔らかくなり、くっついてしまいます。
| 材料 | 温度 | 時間 |
|---|---|---|
| PLA | 45°C | 6時間 |
| PVB | 45°C | 8時間 |
| PETG | 55°C | 6時間 |
| ASA | 80°C | 4時間 |
| PC | 85°C | 5時間 |
| PCCF | 95°C | 4時間 |
| PA11CF | 90°C | 6時間 |
| TPU | 60°C | 4時間 |
フィラメント乾燥機
フィラメントを乾燥させるだけでなく、湿気を積極的に除去する専用ボックスもあります。通常、プリント中もフィラメントをボックス内に入れたままにできます。
使用予定のボックスがフィラメントの乾燥温度に合っているか、仕様を必ず確認してください。
オーブン
多くの家庭にはオーブンがあるため、フィラメントの乾燥には最も手軽な方法に思えますが、いくつか注意点があります。
家庭用オーブンは温度管理が正確ではありません。食品には影響しない温度変動でも、特にPLAのような低温材料にはダメージを与える場合があります。オーブンを使う場合は、外部温度計で温度を補正してください。
また、多くの家庭用オーブンはフィラメントを傷めずに乾燥できるほど低い温度に設定できません。推奨時間より短くしても、高温ではフィラメントが傷みます。
食品乾燥機
別の方法として、食品乾燥機を改造してフィラメントスプールを入れる方法があります。トレイを外してフィラメントを中に入れるのが一般的です。これらの乾燥機は低温しか出せないことが多いので、購入前にフィラメントの乾燥温度を確認してください。