基本情報
推奨ノズル温度:230°C-245°C(材料の硬度とブランドによって異なります)。
推奨ベッド温度:60°C-75°C(オブジェクトのサイズによっては、オブジェクトが大きいほどベッド温度を高くする必要がある傾向があります)。
説明
フレキシブルフィラメント は、化学的および機械的に耐性のある材料です。各々の層間は強力に結合し、優れたプリント面の密着性があります(TPUおよびTPEEにのみ適用されます)。これらの品質のため、パウダーコートされたシートにプリントするか、プリント面に特殊なセパレーター(スティックのりまたはカプトンテープ)を使用する必要があります。フレキシブルフィラメントはTPE(熱可塑性エラストマー)材料ですが、TPU、TPEEなどのさまざまな名前で配布されています。たとえば、TPUは基本的にTPE材料のサブタイプであり、TPUとTPEの主な違いはそのショア硬度です。TPUは通常、ショア硬度60A~90A程度です。一般的に言えば、フィラメントが柔らかいほど、プリントが難しくなります。
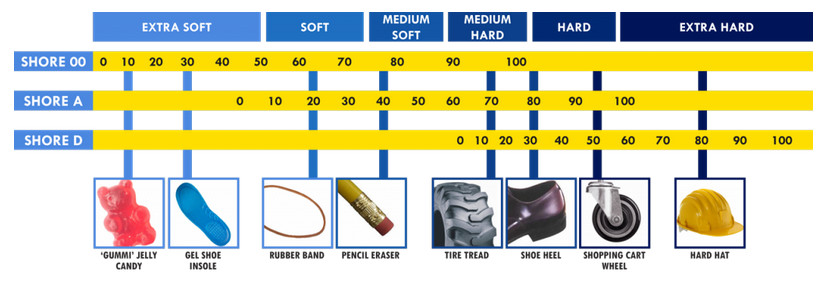 |
| Shore hardness scale, 出典: smooth-on.com |
柔軟なフィラメントは通常、摩耗(引っかき傷)に対して非常に耐性があり、寒い環境でも柔軟性を維持し、さまざまな溶剤に対して優れた耐性を示します。寸法は安定しており、縮みや反りはほとんどありません。それらの粘り強さと引張強度は優れています。3Dプリントされた部品は、破損する前に大きな応力に耐えることができます。これらの特性により、スペーシングワッシャーやその他の高応力部品のプリントに適しています。適切なプリント設定を使用すると、スタンプ、RCタイヤ、靴底、ベルトなどをプリントできます。
一部の非常に柔らかいフレックス材料は、ベッドに過度に接着する可能性があり、PEIの損傷を防ぐために、セパレータとしてベッドにスティックのりを使用する必要があります。良い代替案は、テクスチャーシートを使用することです。
柔軟なフィラメントを使用したプリントは、プリント中のさまざまな課題を考慮して、経験豊富なメーカーの材料を選ぶことをお勧めします。頻繁なノズルの詰まり、不十分なブリッジングとオーバーハングの特性、エクストルーダーのギアへのフィラメントの絡まり、糸引き、およびにじみについて話します。
サポートされている材料特性を比較するには、 材料表.を確認してください。
|
長所 |
短所 |
|---|---|
|
✔ 柔軟性 & 粘り強さ |
✖ 非常にプリントしにくい |
|
✔ 寸法安定性(低収縮) |
✖ 低プリント速度 |
|
✔ 良好な層間密着 |
✖ 非常に悪いブリッジとオーバーハング |
|
✔ 高い機械的および化学的耐性 |
✖ サポートの取り外しが難しい |
|
✖ 糸引き | |
|
✖ 吸湿性素材(吸湿性) |
最適な使用法
フレキシブルフィラメントの最適な使用法は、スペーシングワッシャーやその他の高応力部品のプリントです。 適切なプリント設定を使用すると、スタンプ、RCタイヤ、靴底、ベルトなどをプリントできます。
柔軟フィラメントでプリントを成功させるための重要なルール
- ノズルが遮られていないことを確認してください。 よくわからない場合は、コールドプルを実行して完全にクリーニングしてください。
- アイドラーを緩め、ギアがフィラメントを非常に穏やかに押し込むようにします。 強く押しすぎると、フィラメントがギアに絡まる可能性があります
- スムーズシートまたはサテンシートにプリントする場合は、その上に分離層を適用します(スティックのりまたはカプトンテープが機能するはずです)。パウダーコートされたテクスチャーシートには分離層は必要ありません。プリントはきれいに貼り付けられ、表面に損傷を与えることなく簡単に取り除くことができます。
- ゆっくりプリントしてください。 遅いほど良いです。 フレキシブルフィラメントの一般的な速度は通常20mm/ sで、推奨される最大速度は30〜40 mm/sです。 高速では、ノズルが詰まったり、フィラメントがギアに絡まったりする危険があります。 Prusaプリンタの場合、適切な速度設定を持つ「SemiflexまたはFlexfill98A」または「FilatechFilaFlex40」プロファイルを使用することをお勧めします。
- ノズル温度を5°C上げると、フィラメントの抵抗が下がります。 プリント冷却はオフのままにします。
- フィラメントの乾燥状態を保ちます。 フレキシブルフィラメントは簡単に湿気を吸収する傾向があり、吸湿するとプリントが困難になる可能性があります。
プリントを成功させるためのヒント
柔らかさとスライサー設定
より強い機械的抵抗が必要ですか? PrusaSlicerでより多くのインフィルとペリメーターを設定します。 ただし、材料の柔軟性を維持する必要がある場合は、周囲と上/下の層の数を減らすようにしてください。柔軟なフィラメントはブリッジングやオーバーハングが得意ではないことに注意してください。 薄い層と不十分なブリッジングの組み合わせは、醜い穴や突起につながる可能性があります。
リトラクション
PrusaSlicerとは異なるプログラムを使用する場合は、リトラクトを少し調整してみてください。 引き込みが少ないほど、ノズルの詰まりやフィラメントのもつれのリスクが低くなります。 リトラクトを完全にオフにしてから、リトラクトを上げながら結果を確認してもかまいません。
サポート構造
サポートは、Z軸により多くのスペースを必要とする場合があります。 0.3mmに増やしてみてください。 モデルに近いサポートは、モデルに強くくっついて、剥離するのが難しい場合があります。 「オブジェクトとそのサポート間のXY分離」を少なくとも100%に増やします。
フィラメントセンサー
自動フィラメント交換は、柔軟なフィラメントでは正しく機能しない可能性があることに注意してください。
フレキシブルフィラメントを使用したプリントについてもっと知りたい場合は、 私たちのブログをチェックしてください。
XLへのロード
Original Prusa XLは、ローディングからノズルまでの経路が長いです。フレキシブルフィラメントは柔らかいため、このプリンターにロードする際には特別な注意が必要です。以下のビデオの指示に従ってください:
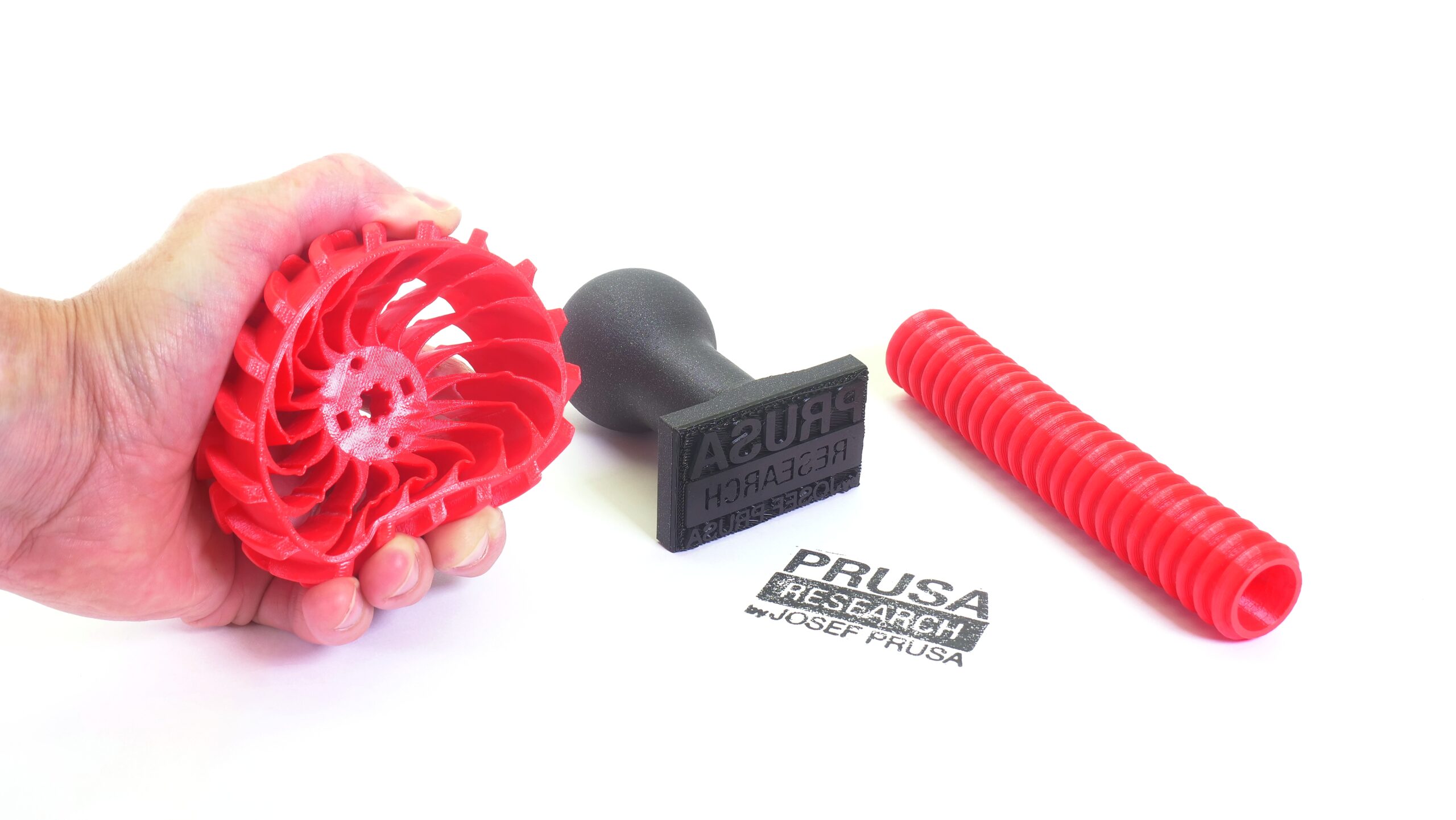
プリントサンプル
|  |
| スタンプ、ホース、タイヤ | フィラメントの柔軟性の例 |
 |  |
| RCタイヤ | GoProと携帯プロテクトスリーブ |