No items yet.
PrusaSlicer is an open-source, feature-rich, frequently updated tool that contains everything you need to export the perfect print files for your 3D printer.
Prusa Connect is a cloud service enabling remote control and monitoring of your 3D printers, offering secure data handling, easy setup, and support for managing multiple printers from anywhere.
Control your printer/s remotely from anywhere using the Prusa Connect technology behind. Prusa.app brings a new level of Prusa printer experience to Android and iOS phones.
Prusa Academy offers online courses on various 3D printing related topics. Each course features:
We are the largest maker of 3D printers in Europe and the United States.
Founded as a one-man startup in 2012 by Josef Prusa, a Czech hobbyist, maker, and inventor. In just 15 years, we've grown into a company of more than 1,200 people. Every month, we design, build, and ship over 10,000 innovative and secure 3D printers from our headquarters in Prague, Czech Republic, and Delaware, USA, to users in more than 160 countries.
Watch a video and find out how Prusa Research was born and what we achieved within only 10 years!
概要 PETG は最も簡単にプリントできる材料の一つで、安価で初心者に適しています。 比較的高い靱性と耐熱性があるのでエンジニアリングパーツ (たとえばプリンターパーツ)のプリントに適しています。 推奨ノズル温度: 1層目が230℃ 、2層目からは240℃ 推奨ベッド温度: 1層目が85℃、2層目からは90℃ シート: パウダーコートされたテクスチャーもしくはサテンシートの使用を強くお勧めします。スムーズPEIシートにプリントすると密着が高すぎてシートが破損することがあります。 詳細な説明 PETG…
基本情報 ASAは屋外使用に適した技術材料であり、高いUV耐性と耐熱性を持っています。他の材料がより危険な化学薬品に溶解するのに対し、ASAはアセトンで溶解可能です。この材料の主な欠点は大きな反りであり、高い周囲温度でのプリントが必要です。 推奨ノズル温度:260°C 推奨ベッド温度:最初の層は105°C、他の層は110°C。 ヒートベッド:スムースまたはパウダーコートPEIシートにスティックのりを使用してください。 説明 ASA(アクリルスチレンアクリロニトリル)は、ABSの後継とされる技術材料です。ABSと比べて、ASAはUV耐性が高く、反りが少なく、臭いも少ないです。ASAは強靭で耐久性があり、UVおよび耐熱性(最大93°C)のおかげで、屋外使用や技術部品の製作に適しています。もう一つの大きな利点は、アセトンで溶解できることです。これにより、滑らかで光沢のある仕上がりにすることができます。これによりモデルは見た目が良くなるだけでなく、異なる機械的特性も得られます(詳細は化学的スムージングに関する記事をご覧ください)。 ASAの主な欠点は、モデルと周囲の温度差による大きな反りです。もう一つの欠点は、ASAがプリント中に潜在的に有害な煙を放出することです。そのため、プリンターは換気の良い場所で使用してください。ASAはウェット・ドライの両方で簡単に研磨できます。 ASAのプリントには特定の条件が必要です。プリント中は材料から煙や物質が放出され、健康リスクとなる可能性があるため、必ず換気の良い部屋で作業してください。ただし、換気の際にプリントの周囲に風を起こさないようにしてください。これは結果に悪影響を与えます。 ASAでのプリント方法の詳細は、詳細記事をご覧ください。 対応する材料特性の比較は、材料表をご覧ください。 長所 短所 ✔…
基本情報 フレキシブル材料は、その優れた柔軟性、粘り強さ、および耐薬品性が特徴です。 これらの材料は比較的珍しく、高価であり、プリントが非常に難しいため、主に上級ユーザーに適しています。 推奨ノズル温度:230°C-245°C(材料の硬度とブランドによって異なります)。 推奨ベッド温度:60°C-75°C(オブジェクトのサイズによっては、オブジェクトが大きいほどベッド温度を高くする必要がある傾向があります)。 説明 フレキシブルフィラメント…
基本情報 ABSは高い靭性と耐熱性を持つため、機械的にストレスのかかる部品のプリントに適した技術材料です。表面はアセトンで滑らかにすることができます。主な欠点は大きな反りと有害なガスの発生です。 推奨ノズル温度:255°C 推奨ベッド温度:100°C。オブジェクトの大きさによって80~110°Cの間で設定できます(大きいオブジェクトほど高温が必要)。 …
基本情報 PLAは、最もプリントしやすい素材の一つです。コストが安く、初心者にも適しています。通常、高い機械的・化学的・耐熱性を必要としない、細かいモデルやフィギュア、迅速なプロトタイプのプリントに使われます。 推奨ノズル温度: 最初の層は215°C、その他の層は210°C 推奨ベッド温度: 60°C ヒートベッド: サテンまたはスムースPEIシートが最も良い接着力を提供します。 説明 PLA(ポリ乳酸)は、植物由来のポリエステルです。PLAはヒートベッドを必要としません。低温で迅速にプリントでき(融点は約175°C)、細かいモデルからプリントボリューム全体を埋めるような大きなオブジェクトまでプリントできます。他のフィラメントと異なり、PLAは大きな反りが起こりにくいです。迅速なプロトタイプや、美しく低コストなモデル(コンセプト、プロトタイプ、簡単なおもちゃ、ジュエリー、彫像など)の作成に適しています。技術用途や屋外用途には向いていません。高温には弱く(60°C以上で柔らかくなり変形します)、紫外線によって劣化し、機械的強度も劣ります(衝撃で層間や破片に割れます)。層間接着力も他の素材より弱いです。PLAはサンドペーパーで研磨できますが、水冷(ウェットサンディング)が必要です。 様々な情報源で、PLAは生分解性であるとされています。この素材はトウモロコシ、サトウキビ、またはサトウダイコンから作られており、実際に分解されますが、それは80°Cを超える専門の堆肥化施設でのみ可能です。PLA廃棄物を家庭の堆肥に捨てるのは絶対におすすめしません。素材は分解されず、土壌をプラスチック微粒子で汚染してしまいます。 PLA素材自体は食品に安全ですが、皿や食品と直接接触するもののプリントには推奨しません(他のフィラメント素材も同様)。主な理由は、プリント層や溝に細菌が繁殖しやすいためです。それでも3Dプリントした食器や食品容器を作りたい場合は、表面を密閉する特別な層(食品用コーティング)を施すことと、ステンレスノズルでプリントすることをおすすめします。 サポートされている素材の特性比較については、素材表をご覧ください。 長所 短所 ✔…
基本的な情報 ポリカーボネート(PC)は、粘り強さ、引張強度、耐熱性などに優れた技術材料です。しかし、プリントが非常に難しく、そのため主に上級者に適しています。しかし、当社のPrusament PC Blendはその限りではなく、他のポリカーボネートに比べて格段にプリントしやすくなっています。 推奨ノズル温度: 275 °C 推奨ベッド温度: ファーストレイヤー110…
基本情報 ポリアミド(ナイロン)は、優れた耐熱性と機械的強度を持つ多用途素材です。高温や機械的強度が求められる機能性部品のプリントに適しています。ただし、プリントは非常に難しく、経験豊富なユーザーのみに推奨されます。 推奨ノズル温度: 285 °C 推奨ベッド温度: 110 °C ヒートベッド: 専用のPAナイロンシートがほとんどのポリアミドに最適な密着性を提供します。 説明 ポリアミドは非常に耐久性に優れた素材で、摩耗に強く、特に技術的な部品に適しています。層同士の密着性も良好です。体積が大きい場合は優れた機械的強度を持ち、薄い層では柔軟性を維持します。摩擦係数が低く、融点が高いです。ただし、ポリアミドは吸湿性が高いため、乾燥状態を保つ必要があります(乾燥剤とともに密閉保管)。不適切な保管により、フィラメント重量の最大10%程度まで水分を吸収することがあります。ポリアミドは強いにおいと、危険な可能性のある超微粒子(UFP)を発生させるため、十分な換気のある部屋やエンクロージャー内でのプリントが必須です。 対応素材の特性比較については、材料表をご参照ください。 長所 短所 ✔…
基本情報 複合材料(PC、PETG、ポリアミド、PPなどに対してカーボン、ガラスなどを充填した材料)は通常、未改質フィラメントとは異なる機械的特性を持っています。複合フィラメントは寸法安定性が向上し、より軽量になりますが、プリントには硬化ノズルが必要です。 推奨ノズル温度: 240-285 °C(フィラメントの種類による) 推奨ベッド温度: 70-110…
基本情報 BVOHとPVAは、主にプリント時のサポート材として使用される特別な水溶性材料です。モデル本体はPLAなどの標準材料でプリントし、BVOHやPVAによるサポートはプリント後に溶解・洗浄し、簡単に除去することができます。これらの材料はドライボックスで保管し、マルチマテリアルアップグレード(またはデュアルノズル/エクストルーダー)でプリントする必要があります。上級者向けの材料です。 推奨ノズル温度:195°C(PVA+)、215°C(BVOH) 推奨ベッド温度:60°C ヒートベッド:スムースPEIおよびパウダーコートサテンシートが最適な密着性を提供します。 説明 BVOH(ブテネジオールビニルアルコール共重合体)およびPVA(ポリビニルアルコール)は、水溶性材料であり、複雑な形状のモデルのサポート材として理想的です。非水溶性サポートでは除去が困難な場合に特に有効です。最適な材料の組み合わせは、PLAとBVOHまたはPVAの併用で、プリント温度が近いためです。BVOHとPVAは非常に吸湿性が高いため、できるだけ乾燥した状態で保管してください。BVOH…
基本情報 ポリビニルブチラール(PVB)はイソプロピルアルコール(IPA)で簡単にスムージングできるよう設計された素材です。その透明性のおかげで、花瓶やランプシェード、その他のデザインオブジェクトのプリントに適しています。プリント設定はPLAと似ており、機械的特性はやや優れています。 推奨ノズル温度:215±10 °C 推奨ベッド温度:75…
基本情報 ポリプロピレン(PP)は軽量で化学薬品に強い素材であり、食品加工業界での保管や梱包によく使用されます。実験器具やエンジンオイル容器などのプリントにも利用可能です。価格が高くプリントも難しいため、3Dプリントの初心者にはおすすめできません。 推奨ノズル温度:220~270℃ 推奨ベッド温度:85~100℃ ヒートベッド:PPシートを使用すると最も良い密着性が得られます。 説明 3Dプリントにおいて、PP(ポリプロピレン)は主に高い化学耐性や耐熱性が求められる各種プロトタイプや特殊な機器(実験器具、エンジンオイル缶など)の作成に使われます。この素材は軽量であるため、様々なRCモデル部品にも適しています。純粋なPPは薄い層では曲げやすく、半透明です。 主な欠点は、反りやすくプリント面への密着性が非常に低いことです。メーカーは通常、カーボンやガラス繊維を複合して反りを抑えています。Prusament…
基本的な情報 HIPSは、大きなオブジェクトのプリントや、ABS、ASA、PETGをプリントする際、大きなモデルのサポートに適した丈夫な素材です。プリント面の密着性が高く、リモネン(またはアセトン、ただしABS/ASAモデルも溶かしてしまいます)に溶かすことができます。 推奨ノズル温度:220 °C 推奨ベッド温度:110 °C プリントシート:当社のシートはすべて(スムースPEI、パウダーコートテクスチャー、パウダーコートサテン)、最高の接着力を発揮します。 概要 HIPS(High…
基本情報 NGENはPETGに似た素材ですが、プリント適性、機械的・化学的耐性が高く、試作品や美的モデルからハイテク補綴物まで幅広い用途で使用されています。 推奨ノズル温度: 240 °C 推奨ベッド温度: 90 °C ヒートベッド: パウダーコートテクスチャーシートまたはサテンシートを使用することを強く推奨します。スムースPEIシートにプリントすると、シートが損傷する場合があります。 概要 NGENはEastman…
基本情報 CPEは様々な機械部品の試作に適した素材です。 その機械的特性やプリント品質はPETGに似ています。CPEは優れた耐薬品性、層間接着性、プリント面への密着性を持っています。 推奨ノズル温度:275°C 推奨ベッド温度:90°C ヒートベッド:パウダーコートTXTまたはサテンシートの使用を強く推奨します。スムースPEI面でプリントするとシートが損傷する可能性があります。 説明 CPEはテレフタル酸をベースとしたコポリエステルです。その機械的特性はPETGとABSの中間にあり、層間接着性も良好なため、機械部品のプロトタイプのプリントに適しています。CPEは耐薬品性・耐機械性・寸法安定性に優れています。ABSのような強い臭いや反りの問題もありません。CPEは耐薬品性・耐熱性(最大75°Cまで)を持つ素材です。CPEの引張強度はABSと同等です。透明性があるため薄肉モデルのプリントにも適しています。CPEはビジュアル・機能試作、機械部品などの作成に適しています。 CPEはスムースPEIプリントシートに非常に強く密着し、表面を損傷する可能性があることに注意してください。PETGと同様に、スティックのりを薄く塗るか、サテンまたはパウダーコートTXTシートを使用してください。 対応素材の特性比較については、material…
基本情報 金属や木材の粉末を充填した複合材料は、通常PLAまたはPETGフィラメントです。添加剤によって特別な特性や魅力的な外観が得られますが、ノズルの詰まりやすさが増すため、プリント自体の難易度は上がります。金属充填フィラメントの場合は、硬化ノズルが必要です。 推奨ノズル温度:190~270°C(フィラメントの種類による) 推奨ベッド温度:60~100°C(フィラメントの種類による) ヒートベッド:スムースPEIシートが最適な密着性を提供します。 木材や金属粉末充填フィラメントは、主に美観目的で使用され、選択した素材(木材や金属)を模倣します。しかし、さまざまな添加剤を充填した素材もあり、特別な特性を持つものもあります。例えば、Prusament…
FFF 3Dプリントで使用される材料の多くは吸湿性があります。これは、周囲の環境から水分子を容易に引き寄せることを意味します。プリントに使用する際、湿気を吸収した材料は期待通りに動作しない場合があります。 予防策 フィラメントによって吸湿性の高いものとそうでないものがあります。新しい材料を使用する際は、その特性と最適な保管方法について調査してください。可能であれば、フィラメントを乾燥させる必要がないようにするのが最善です。 フィラメントは密閉されたスペースや箱に乾燥剤と一緒に保管するのが最適です。こうした保管スペースが限られている場合は、より吸湿性の高いフィラメントを優先して保管しましょう。例えばPLAは湿気を吸っても特性の変化は大きくありませんが、ポリアミドはかなり影響を受けます。 吸湿性の高い材料(ポリアミド、ポリプロピレン、PVA、BVOHなど)で問題を防ぐには、乾燥した環境で保管するか、毎回プリント前に乾燥させることを推奨します。 フィラメントを乾燥状態に保つための専用ボックスを購入することもできますし、自作することも可能です。 フィラメントを乾燥状態に保つもう一つの一般的な方法は、保管用の真空バッグを使用することです。フィラメント専用のバッグもありますが、フィラメントが入るサイズならどんなものでも利用できます。保管時はバッグ内に乾燥剤を入れてください。 マルチツールプリント Original…
We have tested hundreds of resins before we released the SL1, and still are trying out different types, colors and brands. The table below is extracted from PrusaSlicer, per January…
Liquid resins are photosensitive materials used for printing on DLP, SLA and MSLA 3D printers. Resins are also known as photopolymers and they are cured (solidified) by UV light…
プルサメントリフィルは、空のフィラメントスプールを再利用、充填できるよう設計されています。フィラメントがなくなったら、スプールの黒いプラスチックの側面を取り外し、プルサメントリフィルに取り付けます。リフィルの手順については以下をご覧ください。 基本的な情報 プルサメント・スプールは、黒いプラスチックのサイドと厚紙のセンターピースで構成されています。サイドはセンターピースに押し付けられ、取り外すことができます。 高度な素材に使用されるグレーのプルサメントスプールもあります。フィラメントによっては高温で乾燥させる必要があるため、側面は中央の厚紙に接着されています。 リフィルスプールの組み立て 1)…
When printing various resins, you may notice a more or less significant yellowing effect after curing your models. This affects most MSLA materials, including all of our Prusament…
Basic info Ultem, also known as PEI (Polyetherimide), is a high-performance thermoplastic material ideal for 3D printing. Its extreme resistance to heat and chemicals makes it…
If you're using the HueForge program, you might find these values useful. The HueForge transparency (TD) and HexCode values are measured for all of our Prusament materials and…
PEEK-CF is an advanced thermoplastic filament with excellent mechanical properties and high-temperature resistance. This material is based on polyetheretherketone (PEEK) with added…
PEKK-CF is an advanced thermoplastic filament combining excellent mechanical properties, high-temperature resistance, and chemical stability. This material is based on polyetherketoneketone…
PPSU (polyphenylsulfone) is a technical thermoplastic material with excellent resistance to heat and chemicals and superior hydrolytic stability. The main characteristic of this…
You’ve probably guessed it already but the PEI 1010 isn’t exactly a “plug and print” material like our basic Prusaments (PLA, PETG…). Although we do our best to make our filaments…
PPS or Polyphenylene sulfide is a semi-crystalline technical thermoplastic material suitable for 3D printing characterized by high resistance to heat and chemicals. The main characteristic…
Basic info LW PLA is a filament that can expand during printing. It is useful for parts that need to be light. Recommended nozzle temperature: 210 - 250 ºC. Recommended bed…
Introduction In this article, you will learn everything you need to know when mixing resin colors using the Prusament Model Resin Color Kit - either with the help of the Sample…
PSU, or Polysulfone, is a technical thermoplastic material with an excellent combination of properties that make it suitable for various applications including 3D printing. Its…
Prusament TPU 95A is a flexible material with high mechanical resistance and print reliability. Although it’s one of the easiest flexible materials to print, it still requires…
Prusament PETG Ultraglow green is the brightest glow-in-the-dark filament on the market. It is filled with the highest possible amount of strontium aluminate, which is the hardest…
Prusament Woodfill is our own in-house-made filament with ±0.04 mm manufacturing tolerance. The material is filled with wood for great looks, while it maintains very easy printability. Recommended…
PETG V0 is the one-in-the-world UL-certified self-extinguishing PETG filament. It is especially suitable for housings and insulating parts in electronics, due to its self-extinguishing…
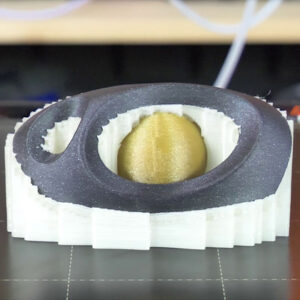
Prusament PETG Magnetite 40% is a specialized technical material with unique paramagnetic properties and high density. It is filled with fine magnetite powder, making it responsive…
Prusament PETG Tungsten 75% is a high-density material containing 75% tungsten powder. This non-reactive, hypoallergenic, and non-toxic filament is designed primarily for printing…