3D-Druck ist ein automatisierter additiver Fertigungsprozess, bei dem ein 3D-Drucker ein physisches Modell auf der Grundlage digitaler Daten (ein 3D-Objekt) erstellt. Alle Arten des 3D-Drucks basieren auf dem gleichen Prinzip: die Erstellung von Objekten durch Hinzufügen von Schichten über (oder unter) bestehenden Schichten. Zum gegenwärtigen Zeitpunkt gibt es keine 3D-Drucktechnologie, die völlig universell und für jeden Zweck geeignet wäre. Aus diesem Grund ist es wichtig zu entscheiden, wie und für welchen Zweck Sie den Drucker verwenden wollen.
- FFF-Drucker
- Kartesische Drucker
- CoreXY-Drucker
- Delta-Drucker
- Polare Drucker
- SLA (Stereolithographie)
- Maskierte Stereolithographie (MSLA)
- Sterolithographie (SLA)
- Direkt/digitale Lichtverarbeitung (DLP)
- SLS (Selektives Lasersintern)
FDM/FFF-Drucker
FDM ist ein Akronym für Fused Deposition Modeling (Markenzeichen von Stratasys) und FFF steht für Fused Filament Fabrication (open source). Es umfasst alle 3D-Drucker, die Polymere erhitzen/schmelzen und sie durch eine Düse/Extruder/Druckkopf auf eine Plattform drücken, auf der das Modell aufgebaut wird. Das Material für den Druck wird in Form von Filamentspulen mit einem Durchmesser von 1,75 mm oder gelegentlich 2,85 mm bereitgestellt. Die Unterschiede zwischen den verschiedenen Druckertypen liegen in der Art und Weise, wie der Extruder und die Druckplattform bewegt werden, um die Modelle zu erstellen.
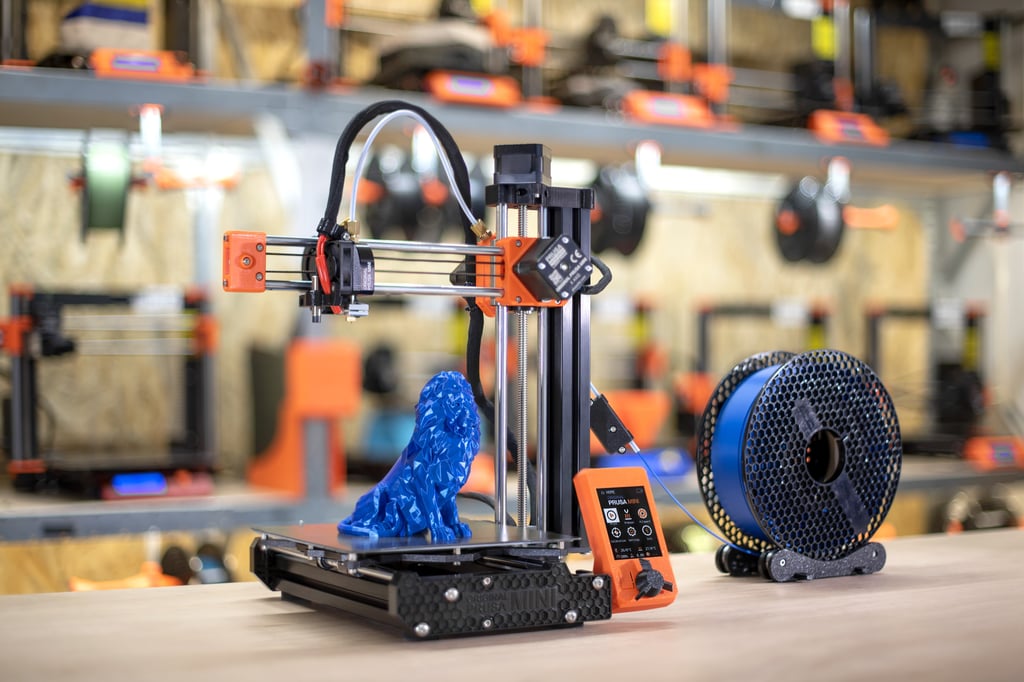
Kartesische Drucker
Kartesische Drucker sind durch mindestens drei Motoren gekennzeichnet, die die Teile des Druckers entlang der Achsen des kartesischen Koordinatensystems bewegen: Y (vor und zurück), X (links und rechts) und Z (auf und ab). Die meisten Desktop-Drucker für den persönlichen Gebrauch sind kartesische Drucker, da sie sehr weit verbreitet und preisgünstig sind
Das zu druckende Modell muss für den Druck in Schichten zerlegt werden. Die Y-Achse und X-Achse definieren die Koordinaten, die in einer Schicht gedruckt werden sollen, und sobald die Schicht fertig ist, bewegt die Z-Achse die Düse eine Schicht nach oben, entweder durch Bewegen des Druckbetts oder durch Bewegen des Extruders. Wenn Überhänge vorhanden sind, können darunter Stützen hinzugefügt werden.
Der größte Vorteil kartesischer Drucker ist ihre Verbreitung. Es gibt eine Menge Tipps, Tricks und Lösungen für Probleme online. Auch die Teile für den Drucker sind leicht zu finden.
Auf der anderen Seite haben kartesische Drucker, wenn sie für schnellere Drucke verwendet werden, aufgrund des Gewichts der Achsen eine geringere Druckqualität. Außerdem ist in der Regel das Druckervolumen aufgrund der Bewegung aller Achsen viel größer als das Bauvolumen.
 |  |
CoreXY-Drucker
Wie die kartesischen Drucker hat auch das CoreXY-Design die Breiten- und Längskoordinaten, die durch zwei Motoren und Zahnriemen auf der Y-Achse und X-Achse bestimmt werden, und die Druckhöhe, die durch die Z-Achse bestimmt wird. Der Unterschied des Core XY besteht darin, dass die X- und die Y-Bewegung voneinander abhängig sind, was durch eine sehr spezifische Riemenkonstruktion erreicht wird. In diesem Fall wird die Druckfläche angehoben, um auf den Extruder zu treffen. Beachten Sie, dass nicht nur die bewegliche Druckoberfläche einen CoreXY-Drucker ausmacht. Das bestimmende Merkmal für den Druckertyp ist die Konstruktion der XY-Riemen und ihre Bewegung.
Da die X- und Y-Achsen sehr viel leichter sind, werden schnellere Drucke nicht die Artefakte aufweisen, die bei schnellen Drucken auf kartesischen Druckern auftreten können. Das Design erlaubt es auch, dass ein viel größerer Teil des Gesamtvolumens als Bauvolumen genutzt werden kann, da sich die Druckoberfläche nicht seitlich bewegen muss.
Die Riemen, die in CoreXY-Druckern verwendet werden, sind viel länger, was alle Riemenprobleme größer macht als bei den kartesischen Druckern. Ihr komplizierter Weg macht es auch schwieriger, diese Probleme zu reparieren. Der Rahmen muss sehr stabil und perfekt rechtwinklig sein, sonst ist die Maßgenauigkeit geringer.
 |  |
Delta-Drucker
Bei Delta-Druckern steht die Druckfläche still, und drei Motoren arbeiten zusammen, um sich im Hotend zu treffen und ihn mit den Breiten- und Längskoordinaten sowie der Höhe zu bewegen. Diese Motoren steuern drei Pfosten, und diese Pfosten sind durch Arme, die das Hotend bewegen, mit dem Extruder verbunden. Der Name des Druckerstils (delta = Δ) kommt von der dreieckigen Form der Arme, die das Hotend halten. Dieser Druckertyp wurde entwickelt, um schnellere Ausdrucke zu erstellen.
Der Delta-Druckerextruder ist sehr leicht. Zusammen mit den 3 Motoren, die ihn steuern, ist dieser Drucker ideal für schnelle Drucke. Dieser Drucker war aufgrund der komplexen Berechnung, die für die Ausführung der Bewegungen erforderlich ist, ein früher Anwender des 32-Bit-Systems. Ein Teil des Reizes des Druckers besteht auch darin, wie cool er aussieht, während er arbeitet.
Die Delta-Drucker haben alle eine relativ kleine und runde Druckfläche. Dies schränkt den Bauraum erheblich ein. Die hohe Geschwindigkeit des Druckers macht die Drucke weniger präzise. Außerdem ist es unüblich, als Desktop-Drucker verwendet zu werden, da alle Probleme, die der Drucker hat, äußerst schwierig zu beheben und zu lösen sein können, nicht nur wegen der komplexen Funktionsweise und des Mangels an Informationen, sondern auch wegen des allgemeinen Mangels an Teilen und der Kosten. Der Drucker muss auch mit einem Bowdenextruder arbeiten, um den Extruder leicht zu machen, was die Anzahl der zu verwendenden Filamente begrenzen kann.

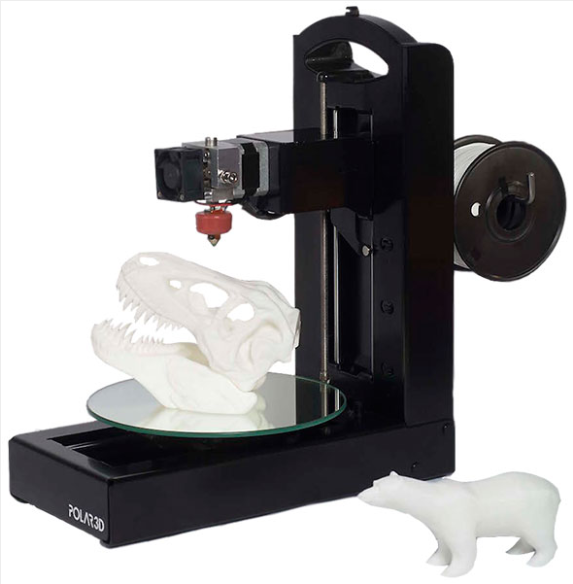
Polare Drucker
Dieser Drucker verwendet das Polarkoordinatensystem, bei dem die Punkte auf einem kreisförmigen Gitter statt auf dem Quadrat als kartesisches System liegen. Die Druckplattform bewegt sich nicht nur seitwärts, sondern dreht sich auch. Dadurch kann sich der Extruder nur auf- und abwärts bewegen, und das auch bei einem großen Baubereich. Dieser Drucker hat einen sehr leichten Rahmen.
Diese Technologie befindet sich noch in der Entwicklung. Das macht den Drucker sehr teuer, und es ist schwierig, Teile und technischen Support zu finden, wenn Sie Probleme haben.
SLA
(Stereolithographie)
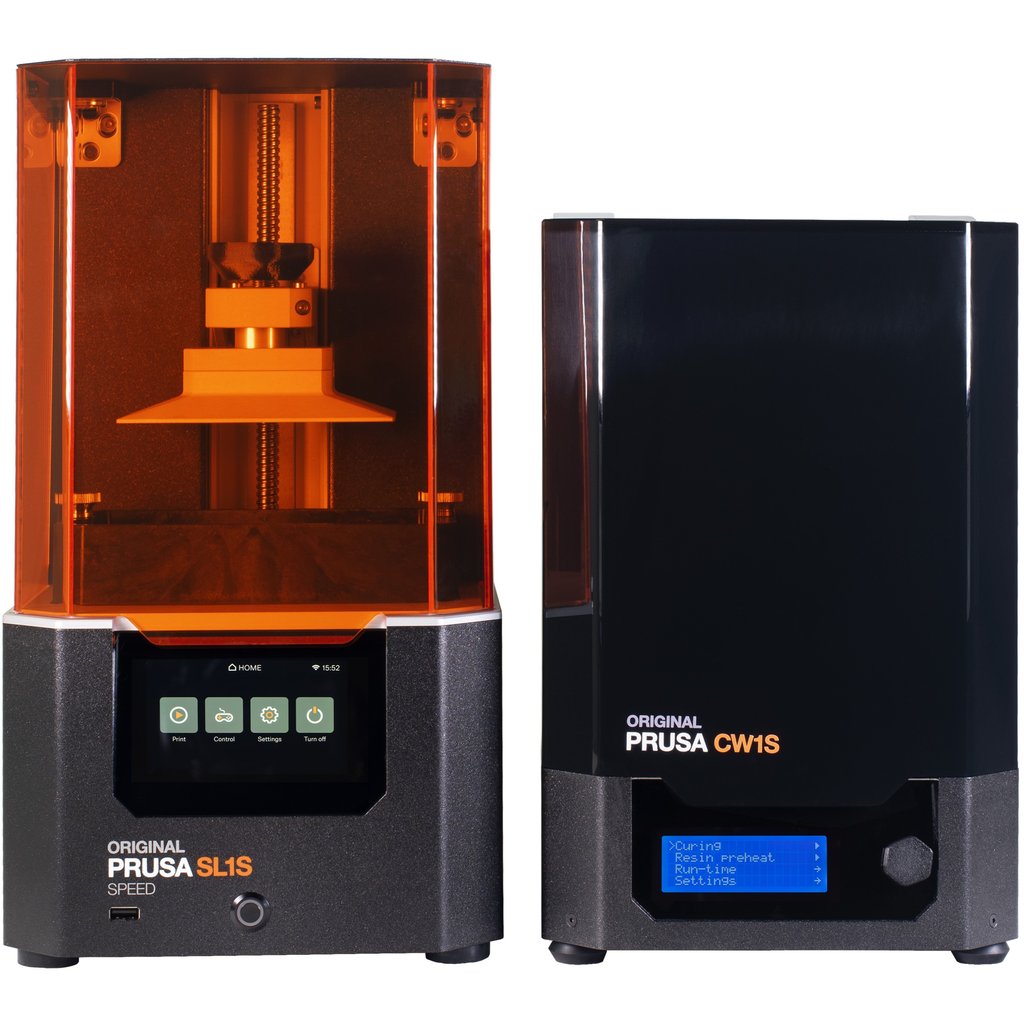
Das Grundprinzip des Wannenpolymerisationsdrucks besteht darin, dass eine Wanne, die eine lichtempfindliche Flüssigkeit (Harz) enthält, Schicht für Schicht durch eine Energiequelle gehärtet wird, um den Gegenstand zu erhalten.
Gedruckte Objekte sind nahezu perfekt glatt, unglaublich detailliert und die Schichten sind für das menschliche Auge nahezu unsichtbar, wobei die minimale Schichthöhe zwischen 25 und 100 Mikrometer liegt. Der größte Nachteil dieser Technologie kann eine kleinere Druckoberfläche und auch die Toxizität von Flüssigharzen sein. Sie sollten versuchen zu verhindern, dass Harze Ihre Haut berühren, und das Einatmen von Harzdämpfen vermeiden.
Gedruckte Objekte sind nach Beendigung des Druckauftrags nicht für den sofortigen Gebrauch geeignet, da sie dazu neigen, etwas weich und klebrig zu sein - was durch das übrig gebliebene, nicht verfestigte Harz auf der Oberfläche des Objekts verursacht wird. Es wird empfohlen, das Objekt in Isopropylalkohol zu waschen und mit UV-Licht weiter auszuhärten.
Sie wird verwendet, um einen Druck schnell und einfach zu waschen, zu trocknen und zu härten.
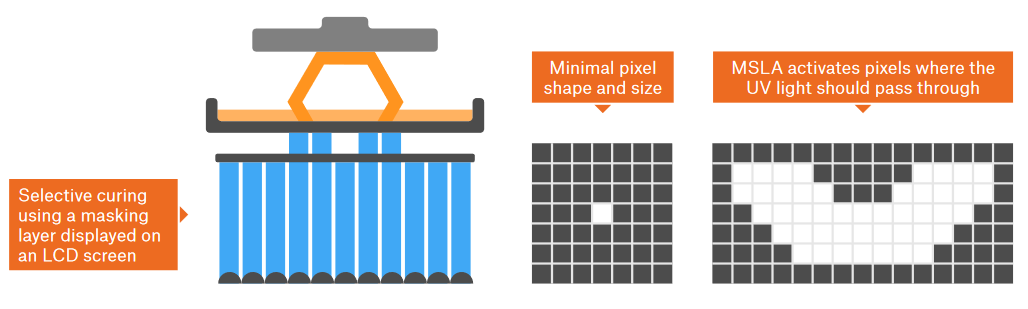
Maskierte Stereolithographie (MSLA)
Jede Schicht der Kontur wird als halbtransparente Maske auf einem LCD-Bildschirm angezeigt, und die Belichtung erfolgt mit einer Hochleistungs-UV-LED. UV-Licht kann nur durch weiße Pixel auf dem Display hindurchtreten. Aufgrund der festen Auflösung des LCD-Bildschirms haben die gedruckten Objekte eine feste XY-Auflösung. Diese Methode härtet auch eine ganze Schicht auf einmal aus, d.h. es spielt keine Rolle, wie viele Objekte sich auf der Druckplattform befinden.
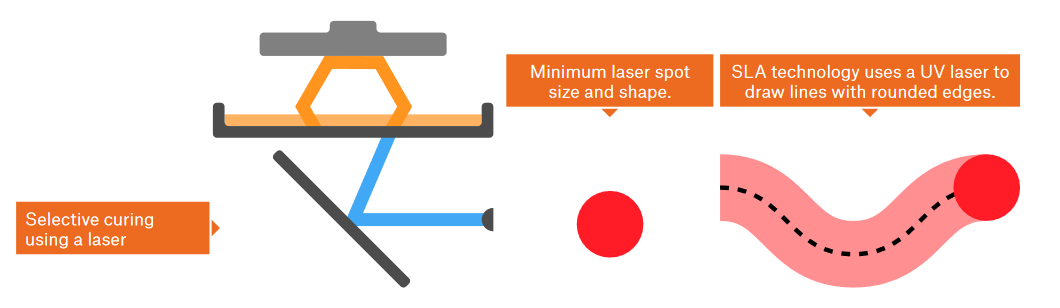
Sterolithographie (SLA)
Die Belichtung wird mit einem UV-Laserstrahl durchgeführt. Der Strahl wird von zwei Spiegeln gesteuert und "zeichnet" jede Schicht allmählich. Die zur Verfestigung einer einzelnen Schicht erforderliche Zeit hängt von der Größe des zu verfestigenden Bereichs ab. Einfach ausgedrückt: Je mehr Objekte sich auf der Druckplattform befinden, desto länger dauert der Druck.
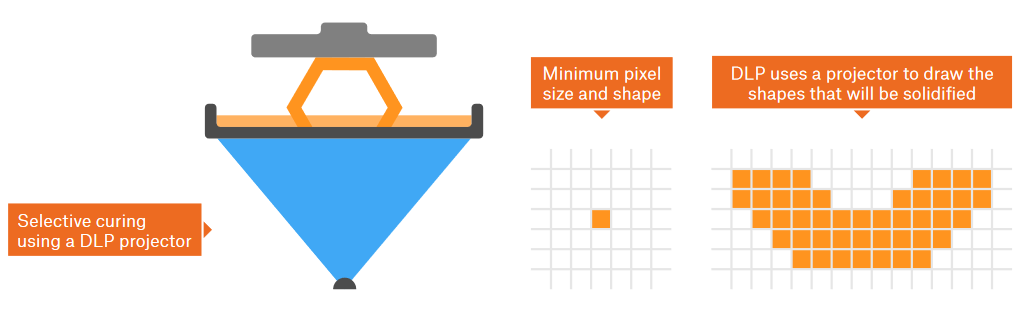
Direkte/digitale Lichtverarbeitung (DLP)
Die gesamte Schicht wird dank eines digitalen Projektors auf einmal verfestigt. Die Bereiche, die vom Projektor belichtet werden, werden verfestigt. Der Vorteil dieser Methode liegt auf der Hand - jede Schicht wird in der gleichen Zeit verfestigt, unabhängig davon, wie viele Objekte sich auf der Druckplattform befinden.
SLS
Selektives Lasersintern
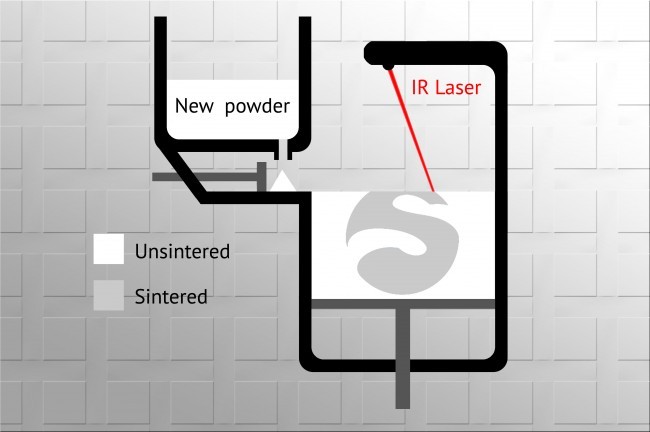
Eine andere Art der 3D-Drucktechnologie ist SLS und DMLS, die einen Prozess namens Sintern verwenden. Im Wesentlichen verteilt ein Zylinder bei jedem Druck einer neuen Schicht eine dünne Schicht feinen Pulvers über die Plattform, die dann mit einem Laser in die gewünschte Form gesintert wird. Wenn der Druck beendet ist, wird das gesamte Objekt mit dem Druckpulver bedeckt. Aufgrund der Funktionsweise dieses Verfahrens müssen die gedruckten Objekte Löcher aufweisen, durch die das überschüssige Pulver ausgegossen wird. Ungesintertes Material kann für die nächsten Drucke wiederverwendet werden, so dass sehr wenig Material verschwendet wird. Ein weiterer Vorteil ist die Tatsache, dass die Schichten nahezu unsichtbar sind. Diese Drucker sind in der breiten Öffentlichkeit nicht massiv verbreitet. Aufgrund ihrer hauptsächlichen Verwendung in verschiedenen Branchen sind die Preise deutlich höher - die billigsten Maschinen beginnen bei etwa 6000 USD.
Es gibt andere Arten von Technologie und Designs, wie "Jetting" oder Beton- und Metalldrucker, die verschiedene Methoden verwenden. Da diese aufgrund des Preises und der Patente meist für industrielle Anwendungen reserviert sind, werden sie hier nicht berücksichtigt.