Filamentschleifen, das von einem “Klicken” oder “Quietsch”-Geräusch, das vom Extruder kommt, begleitet wird, tritt normalerweise auf, wenn die Extruderzahnräder nicht in der Lage sind, das Filament weiter zur Düse zu drücken. Mit der Zeit schleifen die Zahnräder das Filament weg, bis sie es nicht mehr greifen können.
Das klickende Geräusch bedeutet, dass der Schrittmotor plötzlich mehr Kraft als eine bestimmte voreingestellte Schwelle ausüben muss und um einen oder mehrere Schritte zurückspringt (skipping), um den Druck zu entlasten. Es kann ein mechanisches Problem, ein elektrisches Problem, ein Softwareproblem, ein blockiertes/verstopftes Hotend oder eine Kombination sein.
Mögliche Ursachen
Slicen
Slicen Sie das Modell erneut mit der neuesten Version des PrusaSlicer und den Filamentvoreinstellungen. Prüfen Sie auch, ob das Modell nicht beschädigt oder unvollständig ist.
Versuchen Sie, die Hotend-Temperatur (Filament-Einstellungen -> Filament -> Temperatur °C) um 5 - 15°C zu erhöhen. Es ist wichtig, dass die Temperatur für das zu druckende Filament korrigiert wird. Sie können unsere Ausführliche Materialtabelle überprüfen, um Ihre Einstellungen zu kontrollieren.
Kalibrierung der ersten Schicht
Wenn Sie die Kalibrierung der ersten Schicht zu eng einstellen, kann dies zu einem verstopften Hotend führen. Vergewissern Sie sich, dass Sie die richtige Einstellung gewählt haben, wie in Kalibrierung der ersten Schicht (i3) und Kalibrierung der ersten Schicht (MINI/MINI+) beschrieben.
Laufradspannung
Vergewissern Sie sich, dass Ihre Extruderlaufrolle richtig angezogen ist. Wenn die Schrauben der Extruderlaufrolle zu fest angezogen sind, drücken die Zahnräder das Filament nicht richtig. Versuchen Sie, die Extruderlaufradschraube(n) (mit der Feder) zu lockern (oder anzuziehen). Ihre Spannung muss genau (weder zu fest noch zu locker) sein. Bitte lesen Sie unter Spannschrauben Festziehen nach, wie es auf Ihrem Drucker aussehen sollte.
Ausrichtung der Antriebsräder
Prüfen Sie sorgfältig die Ausrichtung beider Extrudergetriebe. Beide müssen mit der Öffnung oben und mit dem PTFE-Schlauch unten ausgerichtet sein, damit sie das Filament ordnungsgemäß in das Hotend einführen können. Stellen Sie sicher, dass das Zahnrad auf der Extrudermotorwelle durch seinen Gewindestift gegen den flachen Teil der Motorachse angezogen ist.
Weitere Informationen zum MK2.5/S und MK3/S/+ finden Sie unter Überprüfen/Neuausrichten des Bondtech-Getriebes (MK3.5/S, MK3S/+, MK2.5S) und zum Original Prusa MINI/MINI+ unter diesem Artikel.
Verschmutzte Extrudergetriebe
- Vergewissern Sie sich, dass Ihre Extrudergetriebe frei von Kunststoffresten sind. Sie können den Kunststoff mit einer scharfen Ecke einer Zange oder mit einem haltbaren Stift entfernen.
- Vergewissern Sie sich, dass sich die Zahnräder frei drehen
- Prüfen Sie, ob das Motorgetriebe ausgerichtet und mit dem Gewindestift gegen den flachen Teil der Motorachse angezogen ist
Weitere Informationen zum MK2.5/S und MK3/S/+ finden Sie unter Überprüfen/Neuausrichten des Bondtech-Getriebes (MK3.5/S, MK3S/+, MK2.5S) und für den Original Prusa MINI/MINI+ unter diesem Artikel.
Verstopfter PTFE-Schlauch
Während Sie die Zahnräder des Extruders überprüfen, werfen Sie auch einen Blick auf den PTFE-Schlauch und vergewissern Sie sich, dass sich keine Ablagerungen darin befinden, die das Filament daran hindern würden, richtig geladen zu werden. Um den PTFE-Schlauch zu prüfen, öffnen Sie die Laufradtür des Extruders. Weitere Informationen finden Sie unter Filament manuell aus dem Extruder entfernen.
Hotend-Baugruppe
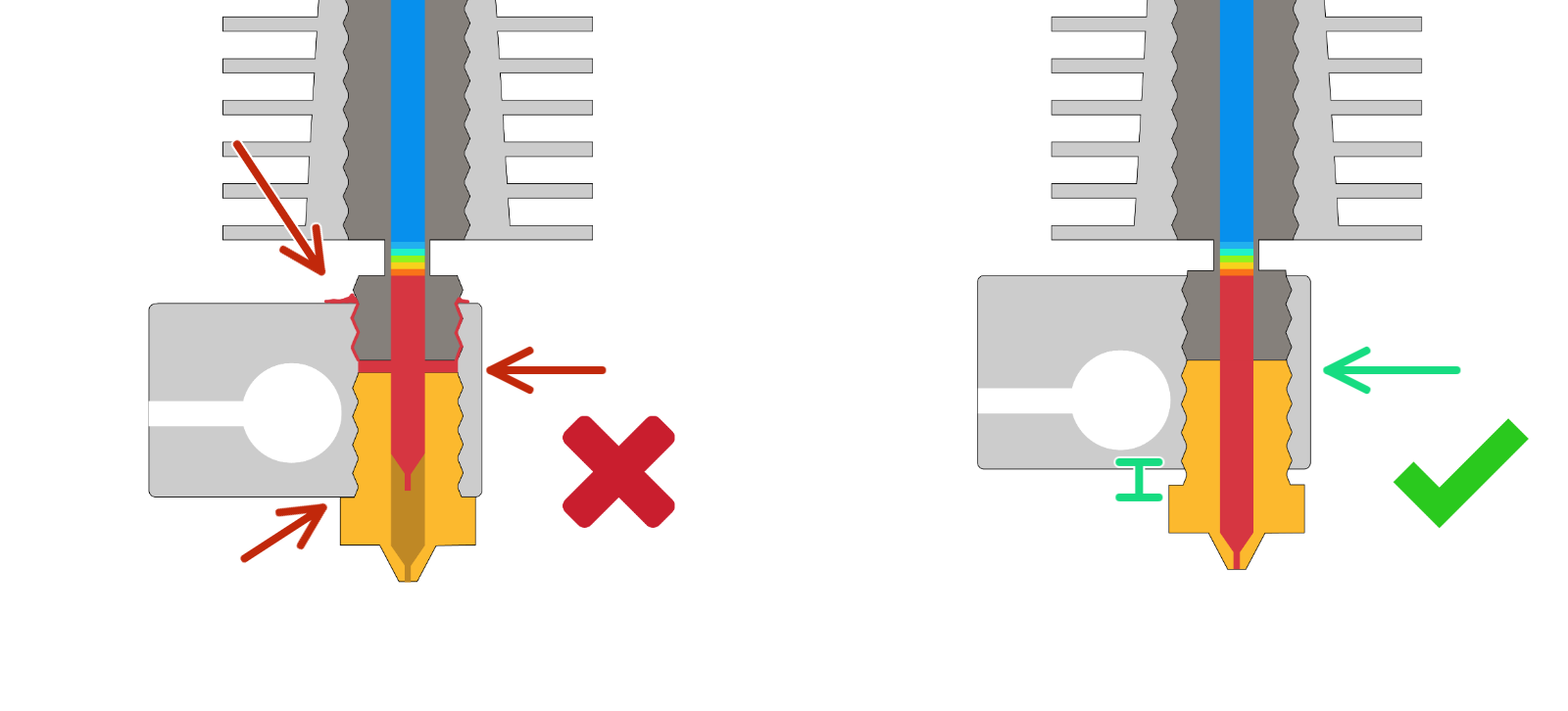
Überprüfen, ob die Düse richtig in den Heizblock montiert ist
- Prüfen Sie, ob der Heizblock und die Düse nicht krumm sind.
- Ist zwischen dem Düsenkopf und dem Heizblock ein Abstand von 0,5 mm (0,02 Zoll) vorhanden, wie er sein sollte?
Verstopftes Hotend
Bitte folgen Sie diesem Artikel, um Ihr Hotend zu reinigen, da das Hotend verstopft sein könnte. Wenn es Ihnen nicht gelingt, die Verstopfung zu beseitigen, müssten Sie das Hotend herausnehmen aus dem Extruder, es vollständig zerlegen, gründlich reinigen und etwas zusätzliche Wärmeleitpaste auf den Heatbeak auftragen, bevor Sie das Hotend wieder zusammensetzen.
2 Kommentare
Damit meine ich das Extruder Zahnrad, was direkt an der Motorachse mit einer Madenschraube befestigt ist.