Das Hotend eines 3D-Druckers kann verstopfen. In diesem Artikel werden die häufigsten Ursachen für dieses Problem erläutert, die in der Regel unabhängig vom Druckertyp oder -modell gleich sind. Wir haben dann einen separaten Artikel mit Tipps, wie man die Verstopfung von vornherein verhindern kann.
Wie sieht es aus
Das offensichtlichste Symptom ist, dass der Faden nicht aus der Düse herauskommt. Es ist jedoch zu beachten, dass das Hotend auch nur teilweise verstopft sein kann. Teilweise Verstopfungen zeigen sich in der Regel während des Drucks, selbst nachdem Sie den Filament laden oder entladen konnten.
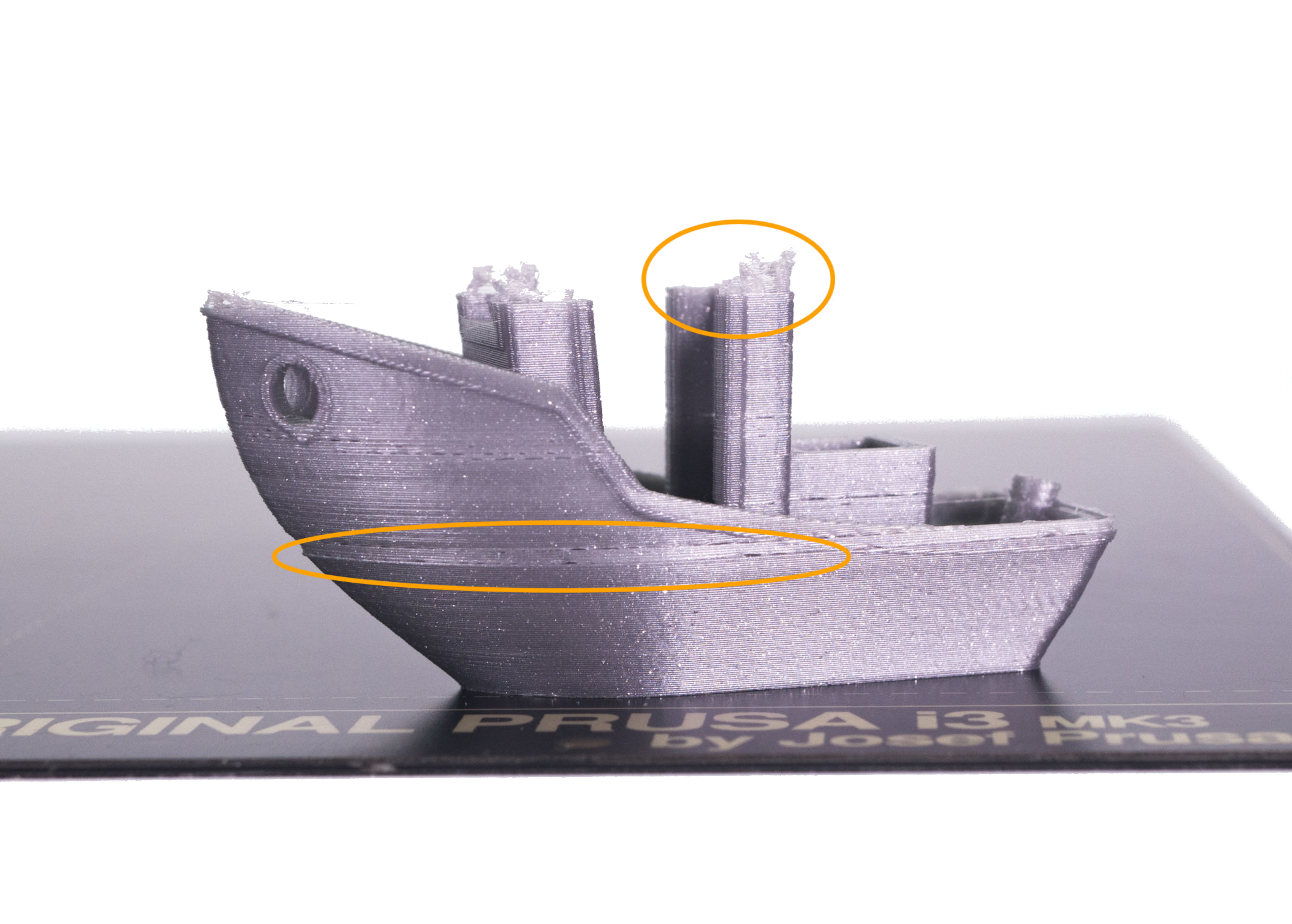
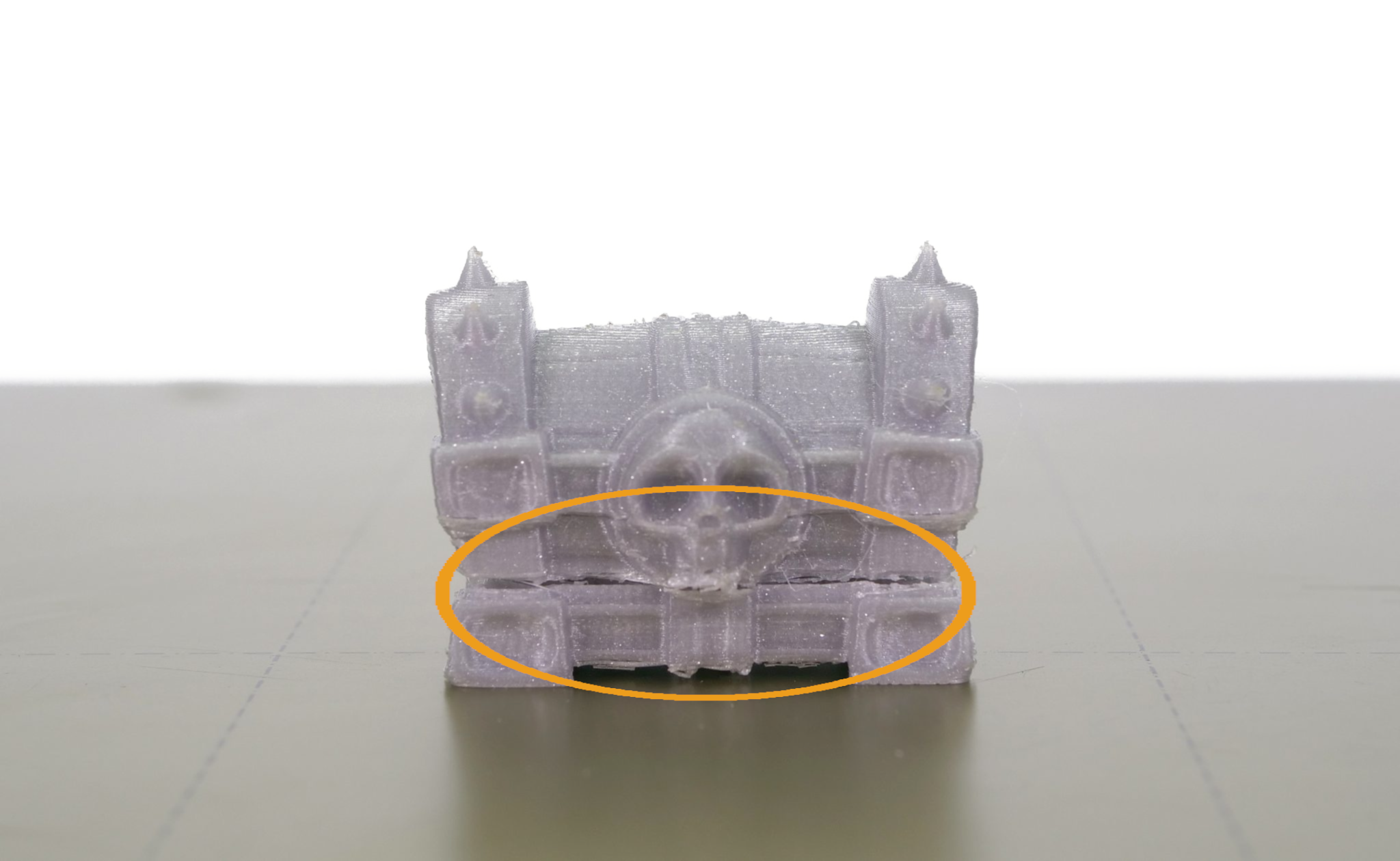
Frühe Anzeichen dafür, dass die Düse zu verstopfen beginnt, sind:
- Das Filament wird nicht gleichmäßig aus der Düse extrudiert.
- Die gedruckten Linien sehen viel dünner aus und kleben manchmal nicht an der Bauplatte.
- Das extrudierte Filament rollt sich auf und klebt beim Spülen an der Düse fest.
Ein weiteres häufiges Zeichen ist, dass Sie einige Klickgeräusche des Extruders oder ein Ticken hören können. Das Klickgeräusch des Extruders bedeutet, dass der Schrittmotor mehr Kraft als eine bestimmte voreingestellte Schwelle ausüben muss und um einen oder mehrere Schritte zurückspringt (überspringt), um den Druck zu entlasten.
 |  |
Wie kann man es beheben
Es gibt drei Hauptmethoden, mit diesem Problem umzugehen. Um die richtige Methode zu wählen, ist zu prüfen, ob das Laden/Entladen des Filaments möglich ist oder nicht. Teilweise Blockaden können normalerweise geschmolzen oder kalt gezogen werden, komplexere Blockaden, die ein gleichmäßiges Laden des Filaments verhindern, erfordern die dritte Methode, die unten beschrieben wird.
Bevor Sie mit einer dieser Methoden beginnen, Entladen Sie das Filament und entfernen Sie es aus dem Extruder. Um die Arbeit zu erleichtern, bewegen Sie den Extruderkopf 10-15 cm nach oben im Menü LCD -> Einstellungen -> Achse -> Bewegen -> Z-Achse.
Kaltzug
Ein Kaltzug ist ein guter Anfang, wenn Sie eine Verstopfung feststellen. Wenn das Filament problemlos geladen und entladen werden kann, aber trotzdem Probleme beim Druck verursacht, reinigen Sie die Innenseite Ihres Hotends mit der Kaltzug (MK3/S/+, MK2.5/S, MK3.5/S)-Technik.
Verstopfung herausdrücken
Wenn es nicht möglich ist, das Filament zu laden, versuchen Sie, die Verstopfung durch Erhöhung der Düsentemperatur aufzuweichen, und drücken Sie sie dann heraus. Dies ist ähnlich zum Kaltzug.
Um Komplikationen zu vermeiden, schalten Sie die Filament-Autoload-Funktion im LCD-Menü -> Einstellungen -> F. Autoload, AUS, bevor Sie fortfahren.
- Gehen Sie zum Menü LCD -> Einstellungen -> Temperatur -> Düse. Setzen Sie die Düsentemperatur auf 260 °C, wenn Sie PLA verwendet haben, oder auf 280 °C, wenn Sie PETG oder ABS verwendet haben.
- Nachdem die Düse die erforderliche Temperatur erreicht hat, 2 Minuten warten - das Filament sollte anfangen zu laufen/herauszutropfen.
- Schieben Sie die mitgelieferte Akupunkturnadel (0,3 mm bis 0,35 mm Durchmesser) von unten in die Düse. Niemals von oben einführen und keinen Filament einlegen, während die Nadel eingeführt ist.
- Wenn das nicht geholfen hat, versuchen Sie es mit einem 1,5 mm dicken, 100 mm langen, geraden, starren Metalldraht: Führen Sie ihn in das Hotend ein, um zu sehen, wie weit er gehen kann, und drücken Sie ihn herunter, wobei Sie versuchen, das Filament nach unten in die Düse und dann heraus zu drücken. Sie können auch den kleinsten der mitgelieferten Innensechskantschlüssel verwenden. Er ist jedoch nicht sehr lang, entfernen Sie also die Abdeckung des Fadensensors, um weiter zu gelangen.
- Laden Sie ein PLA-Filament. Der neue Kunststoff sollte den Rest des angeklebten Materials aus der Düse drücken.
Reinigen Sie die Hotend-Teile
Wenn Sie keinen Erfolg hatten, ist es wichtig zu bestimmen, wo genau sich die Verstopfung befindet. Wie bereits erwähnt, ist ein verstopftes Hotend nicht dasselbe wie eine verstopfte Düse: das Material kann sogar oberhalb davon verstopft sein.
Öffnen Sie die Extruder-Rolltür und prüfen Sie, ob nicht ein Stück des Filaments aus dem PTFE-Schlauch herausragt.
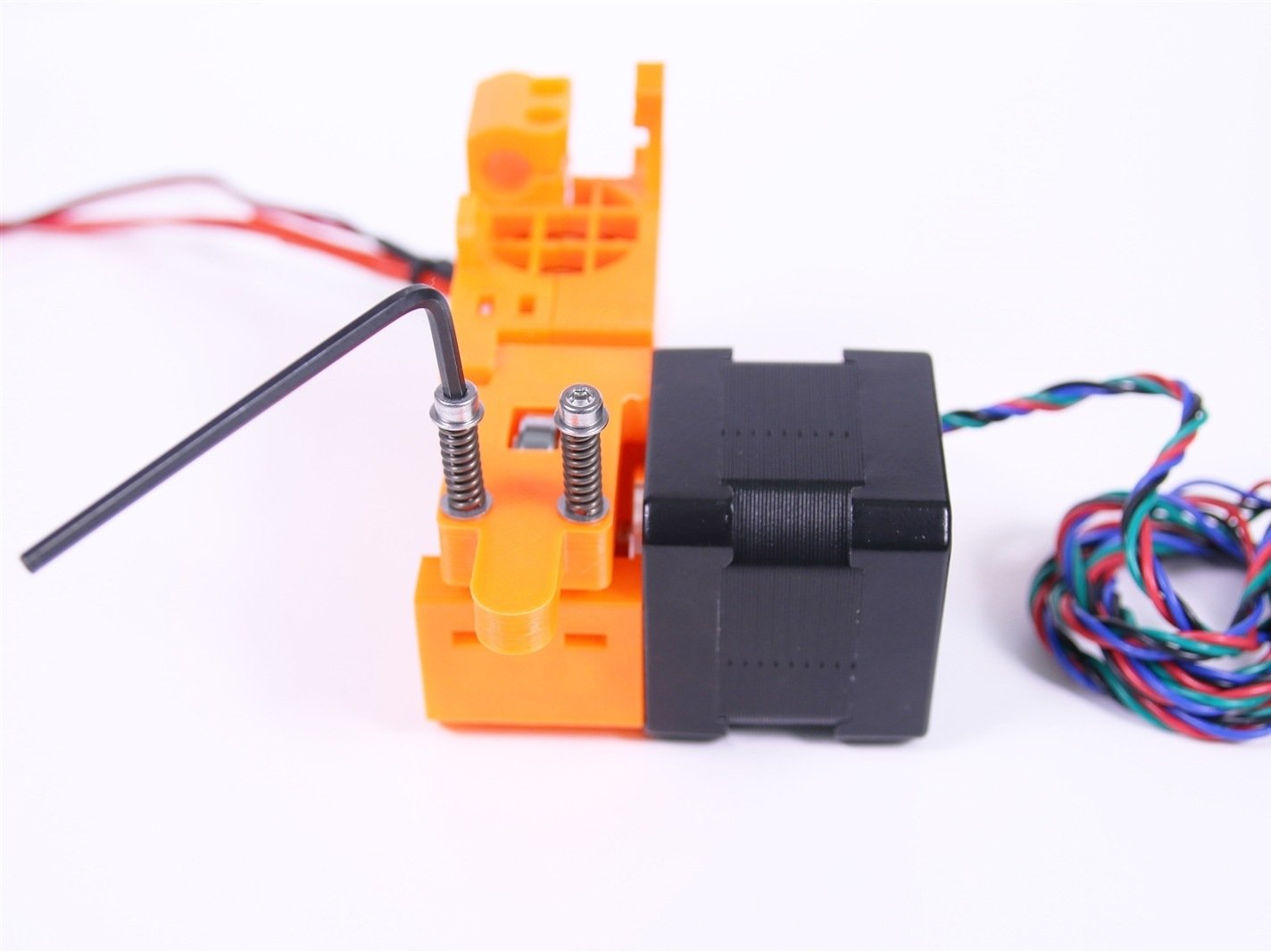
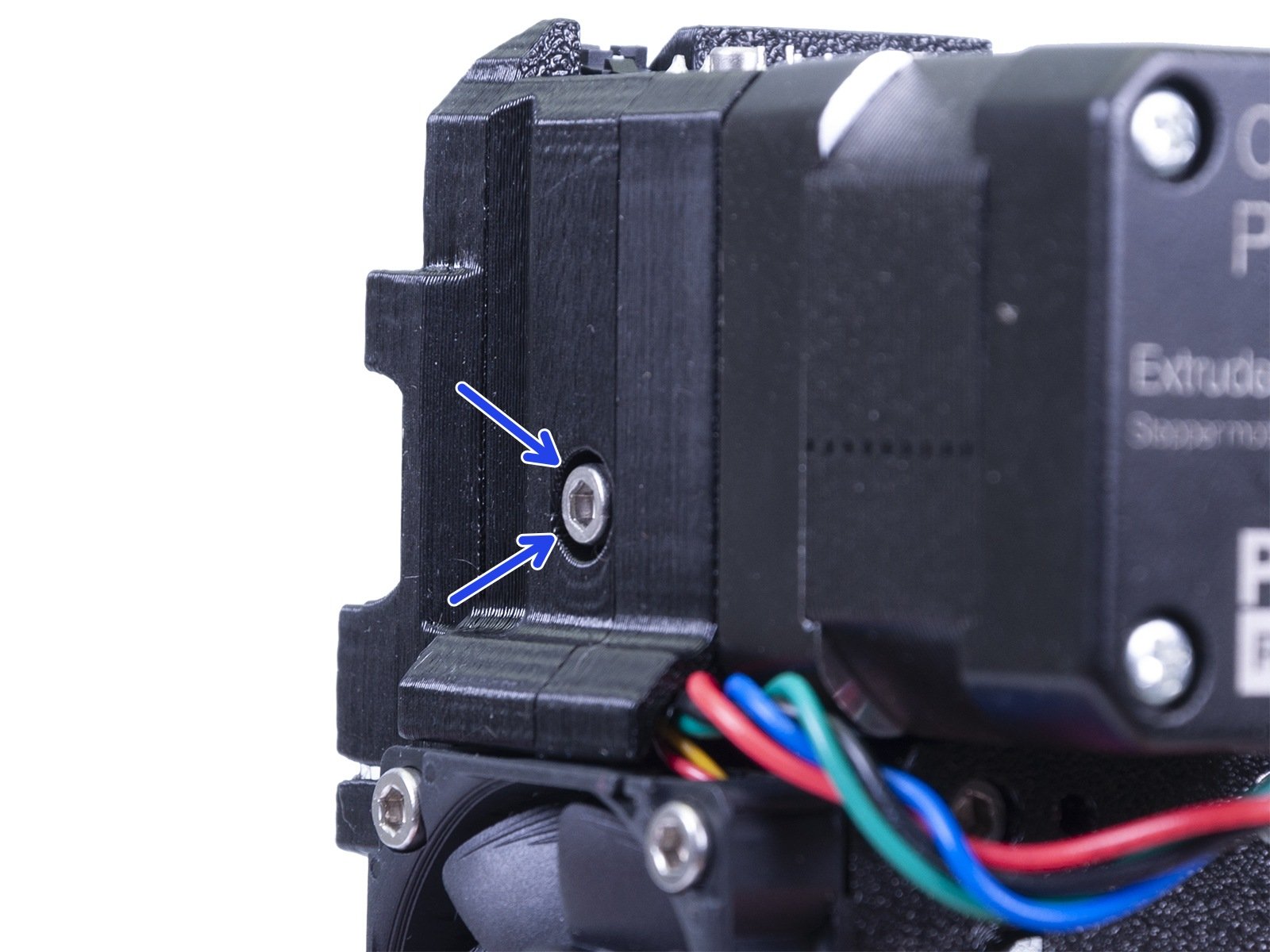
- Wenn Sie einen MK2/S haben, schrauben Sie beide M3x40 Schrauben mit den Federn los, die Tür sollte sich dann von selbst öffnen.
- Wenn Sie einen MK3 oder einen MK2.5 haben, schrauben Sie beide Schrauben M3x40 unter dem Sechskantfenster (sie haben auch Federn) los.
- Wenn Sie einen MK3S oder einen MK2.5S haben, schrauben Sie die einzelne M3x40 Schraube (auch mit einer Feder) los.
{kind=link}
{kind=link}
{kind=link}
Im PTFE-Schlauch verklemmtes Filament.
Wenn das Filament im weißen Teflonschlauch festsitzt, müssen Sie das Hotend aus dem Extruder herausnehmen. Verwenden Sie diesen Leitfaden dazu (Schritte 2 - 5). Sie werden mit dem vor Ihnen hängenden, freiliegenden Hotend zurückgelassen. Heizen Sie es über LCD-Menü -> Einstellungen -> Temperaturen -> Düse (260 °C, wenn Sie PLA verwendet haben, oder bis 280 °C, wenn Sie PETG oder ABS verwendet haben) auf und prüfen Sie, ob Sie das Filament entfernen können, indem Sie es mit einer Zange aus dem PTFE-Schlauch herausziehen.
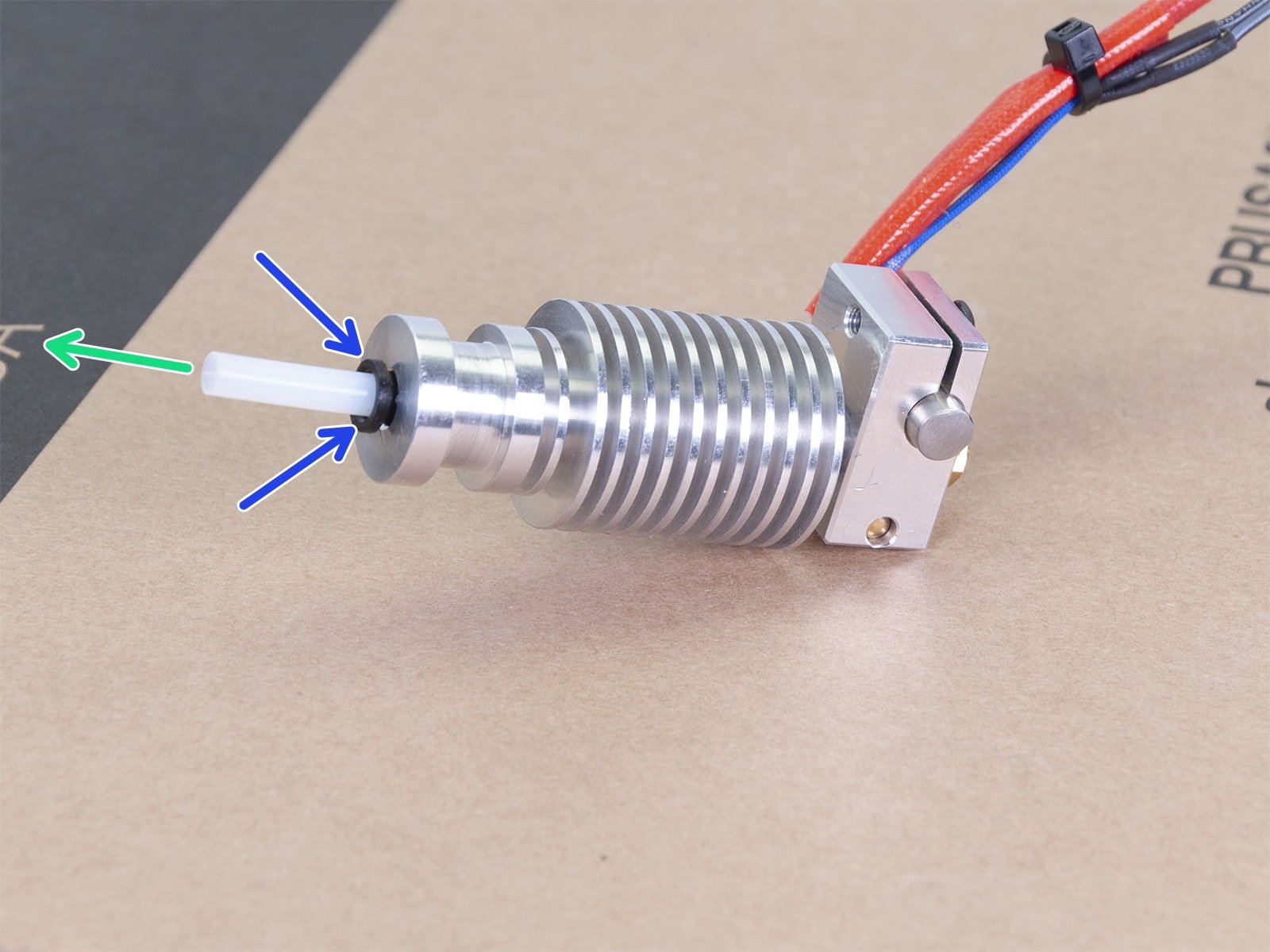
Manchmal ist es notwendig, den PTFE-Schlauch zu entfernen, in diesem Fall müssen Sie die schwarze Nylon-Spannzange nach unten in Richtung des Kühlkörpers drücken, um ihn freizugeben. Ziehen Sie den PTFE-Schlauch heraus, während Sie die Spannzange immer noch nach unten drücken.
{kind=link}
Ist der PTFE-Schlauch durch die Verstopfung oder beim Entfernen dauerhaft beschädigt worden, können Sie in unserem Online-Shop einen neuen Schlauch kaufen (MK3S, MK2.5S oder MK2/S, MK3, MK2.5). Wenn Sie den neuen PTFE-Schlauch einführen, vergewissern Sie sich, dass er wieder richtig durch die Spannzange gesichert ist: Sie müssen die Spannzange etwa 1 mm nach oben ziehen und gleichzeitig den PTFE-Schlauch nach unten drücken. Auf diese Weise wird sichergestellt, dass kein Spiel vorhanden ist, da der PTFE-Schlauch sich nicht bewegen kann innerhalb des Hotends. Wenn der PTFE-Schlauch nicht befestigt wird, kann es zu Verstopfungen kommen.
In der Düse steckendes Filament
Wenn der PTFE-Schlauch leer ist, könnten sich einige Ablagerungen in der Düse festgesetzt haben. Schrauben Sie sie vom Heizblock ab (sehen Sie diesen Leitfaden um zu sehen, wie man das macht). Es gibt zwei Möglichkeiten, ihn zu reinigen: mechanisch oder mit chemischen Lösungsmitteln.
- Um die Düse mechanisch zu reinigen, erwärmen Sie sie, nachdem sie aus dem Hotend entfernt wurde, mit einer Heißluftpistole oder möglicherweise einem Föhn und ziehen Sie die festsitzende Substanz mit einer Spitzzange oder einer Pinzette heraus.
- Wenn Sie PLA oder ABS verwendet haben, ist es möglich, die Düse chemisch zu reinigen. ABS löst sich in Aceton und PLA in Tetrahydrofuran oder Ethylacetat. Tauchen Sie Ihre Düse einige Stunden lang oder über Nacht in eine dieser Substanzen ein und entfernen Sie dann mit einer Nadelzange oder einer Pinzette die klebrige Masse.
Nach Behebung der Verstopfung
Reinigen Sie die Bondtech-Zahnräder
Wenn Sie eine Verstopfung hatten, können sich in den Zahnrädern auch Rückstände angesammelt haben, die vom Filament abgeschliffen wurden, was wiederum die Greifkraft auf das Filament verringert. Stellen Sie sicher, dass Sie diese Rückstände beseitigen. Öffnen Sie die Leerlaufklappe und reinigen Sie jede Rille des Zahnrads mit einem Zahnstocher oder der Akupunkturnadel, die mit dem Drucker geliefert wurde.
Decken Sie den PTFE-Schlauch ab, damit keine Fremdkörper hineinfallen. Sie können ein Wattestäbchen verwenden - es deckt das Rohr zuverlässig ab, ohne es zu beschädigen). Wenn Sie mit der Reinigung fertig sind, pusten Sie sämtliche Ablagerungen mit einem kräftigen Luftzug weg, solange der PTFE-Schlauch noch bedeckt ist.
Kalibrierung
Wenn Sie die Düse gewechselt haben, sollten Sie zumindest die Erste Schicht Kalibrierung erneut durchführen, da sich diese mit der neuen Düse geändert haben kann.
Wenn Sie den Extruder und/oder das Hotend auseinander- und wieder zusammengebaut haben, empfehlen wir, die vollständige XYZ-Kalibrierung durchzuführen, gefolgt von der Erstschichtkalibrierung.