Vous pouvez reconnaître la sous-extrusion lorsqu'il manque du matériau dans les couches de votre impression. Les objets imprimés avec des couches sous-extrudées peuvent être fragiles et ont tendance à se briser. Il peut y avoir plusieurs causes à la sous-extrusion et vous devriez également réfléchir si vous avez récemment apporté des modifications à votre imprimante (ou peut-être fait aucun entretien pendant une longue période), car vous pourriez y trouver le coupable.
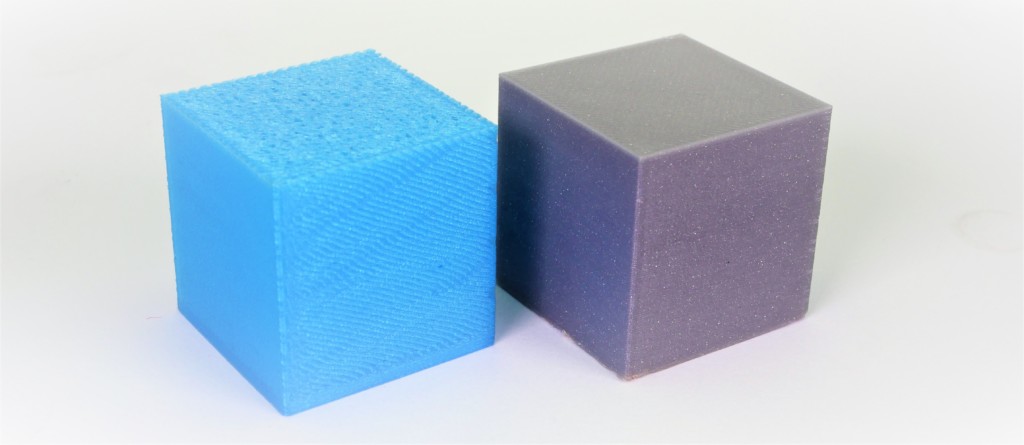 Exemple de sous-extrusion sévère (cube de gauche) et d'impression normale (cube de droite).
Exemple de sous-extrusion sévère (cube de gauche) et d'impression normale (cube de droite).
Les facteurs communs dans la sous-extrusion sur des imprimantes équipées du Nextruder sont :
- Buse
- Les réglages du slicer
- Réducteur
- Filament
Buse
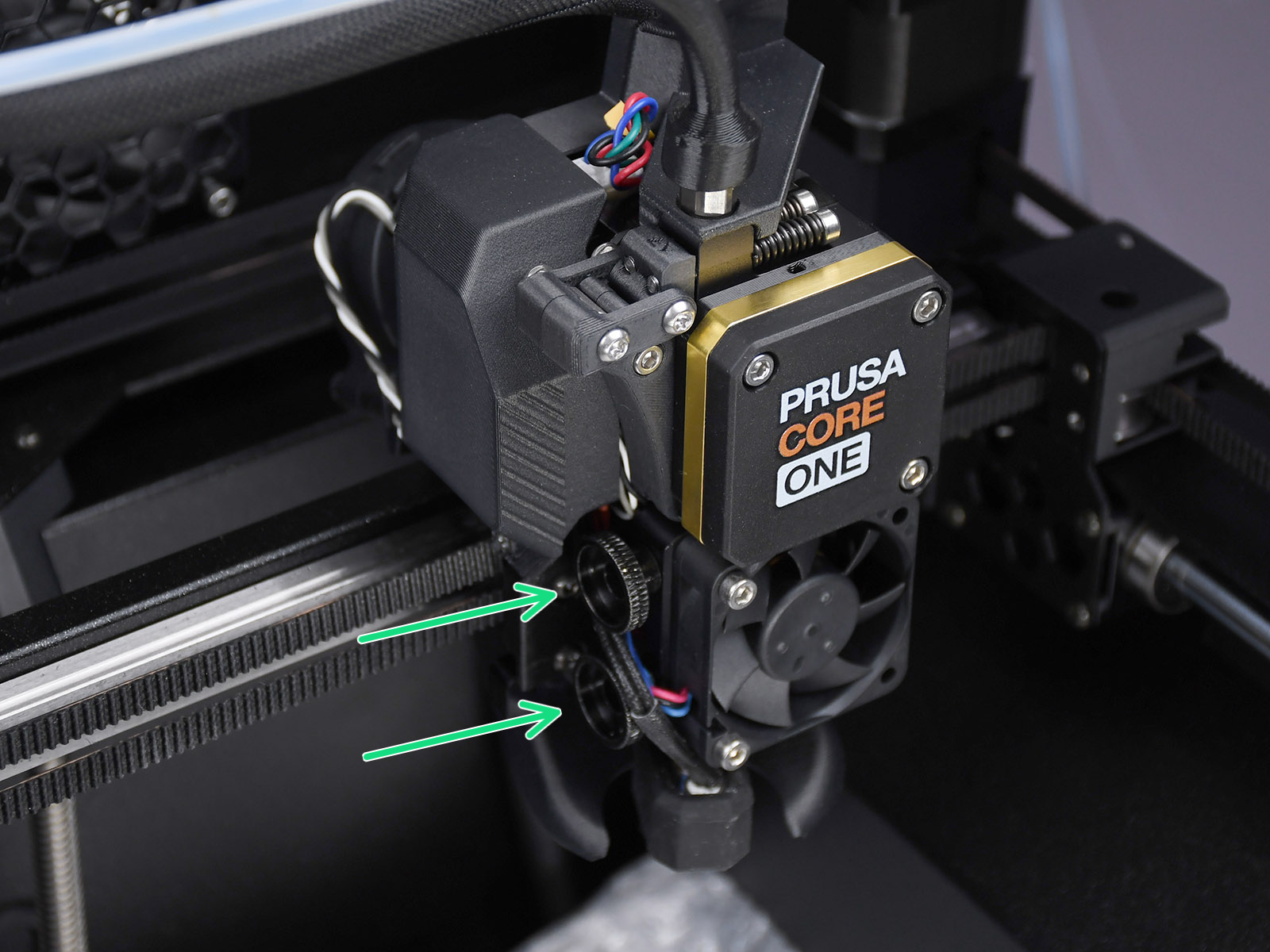
La buse du Nextruder doit être à la bonne hauteur et serrée.
CORE One, MK4/S, MK3.9/S
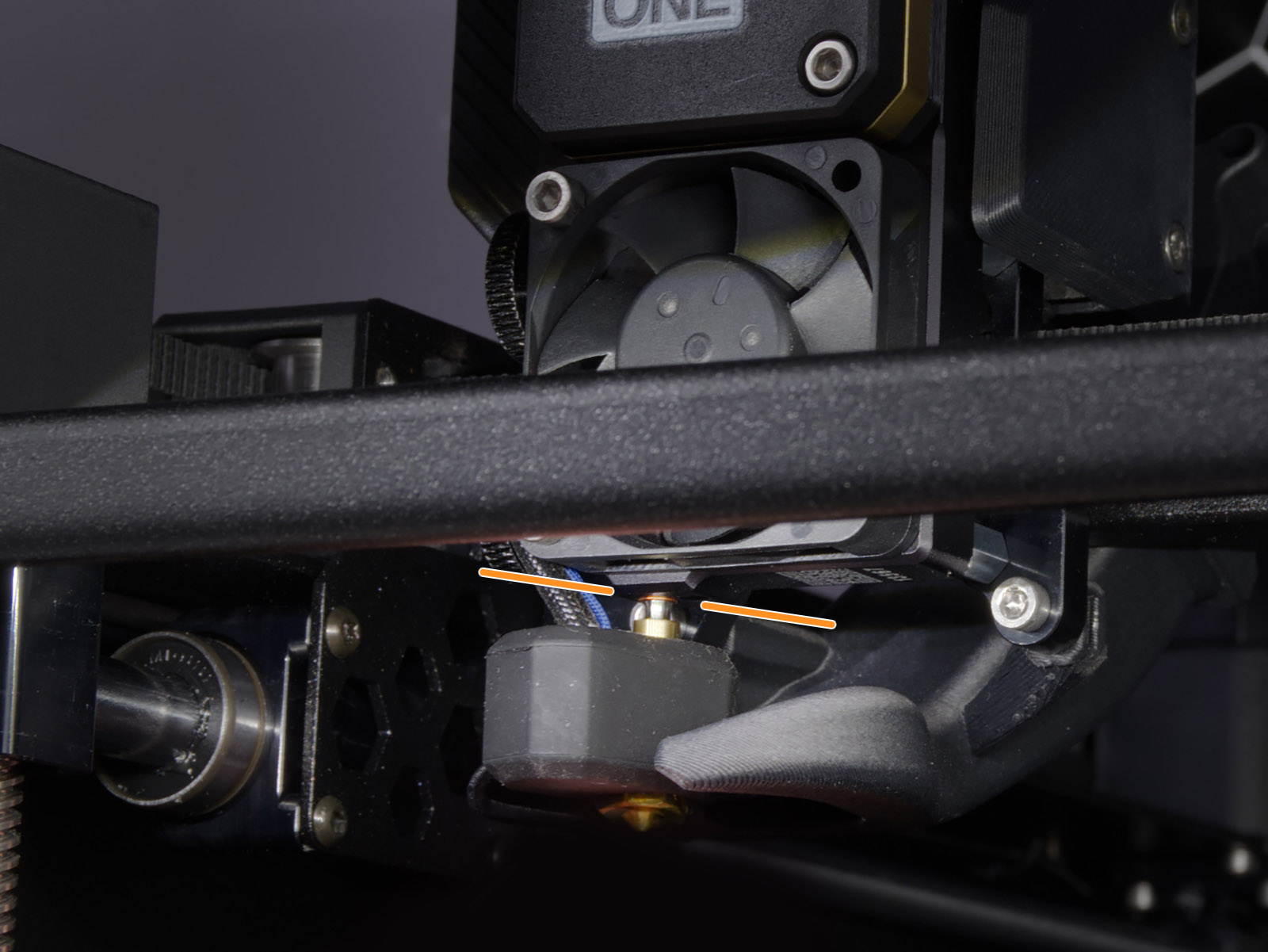
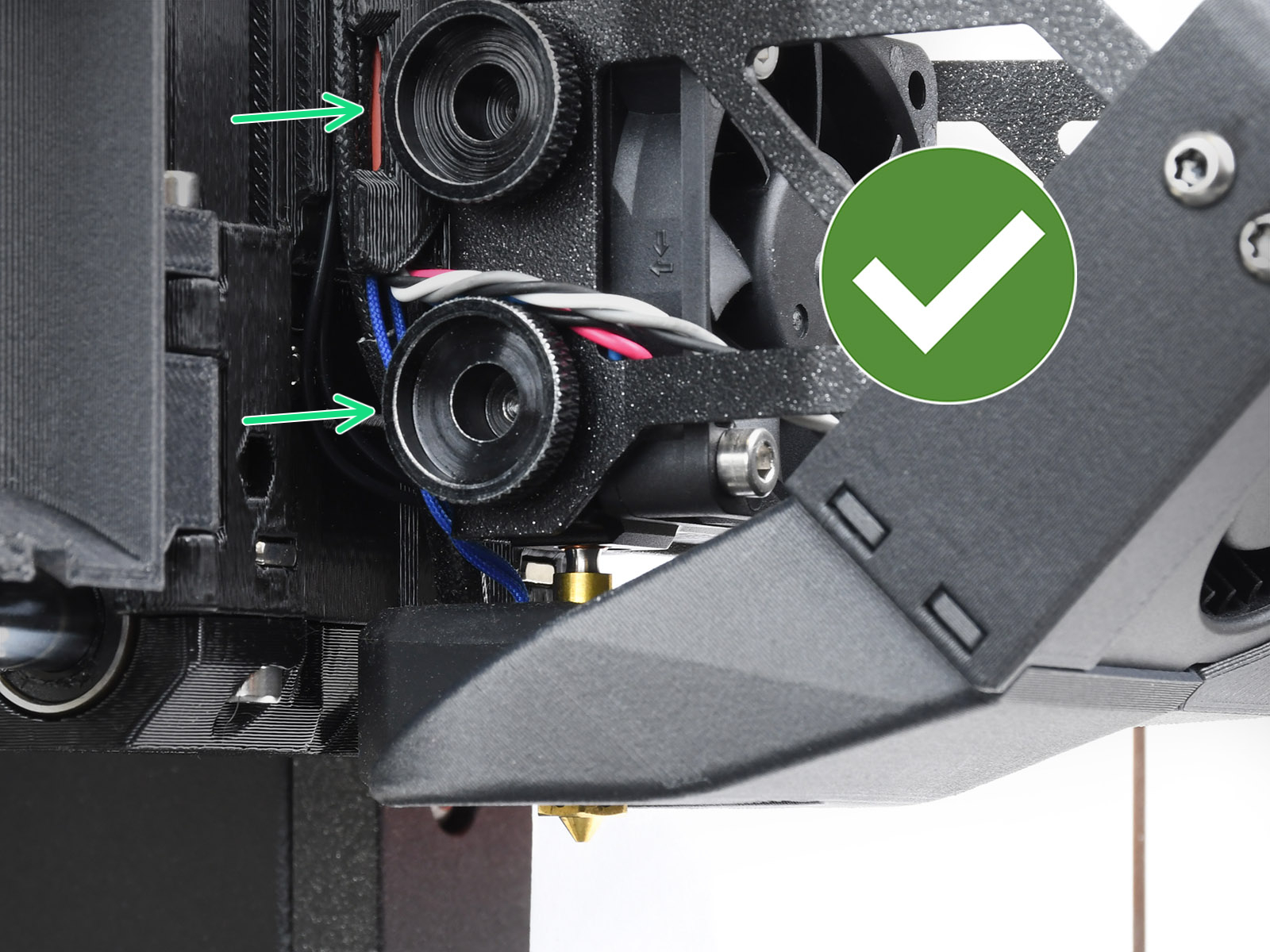
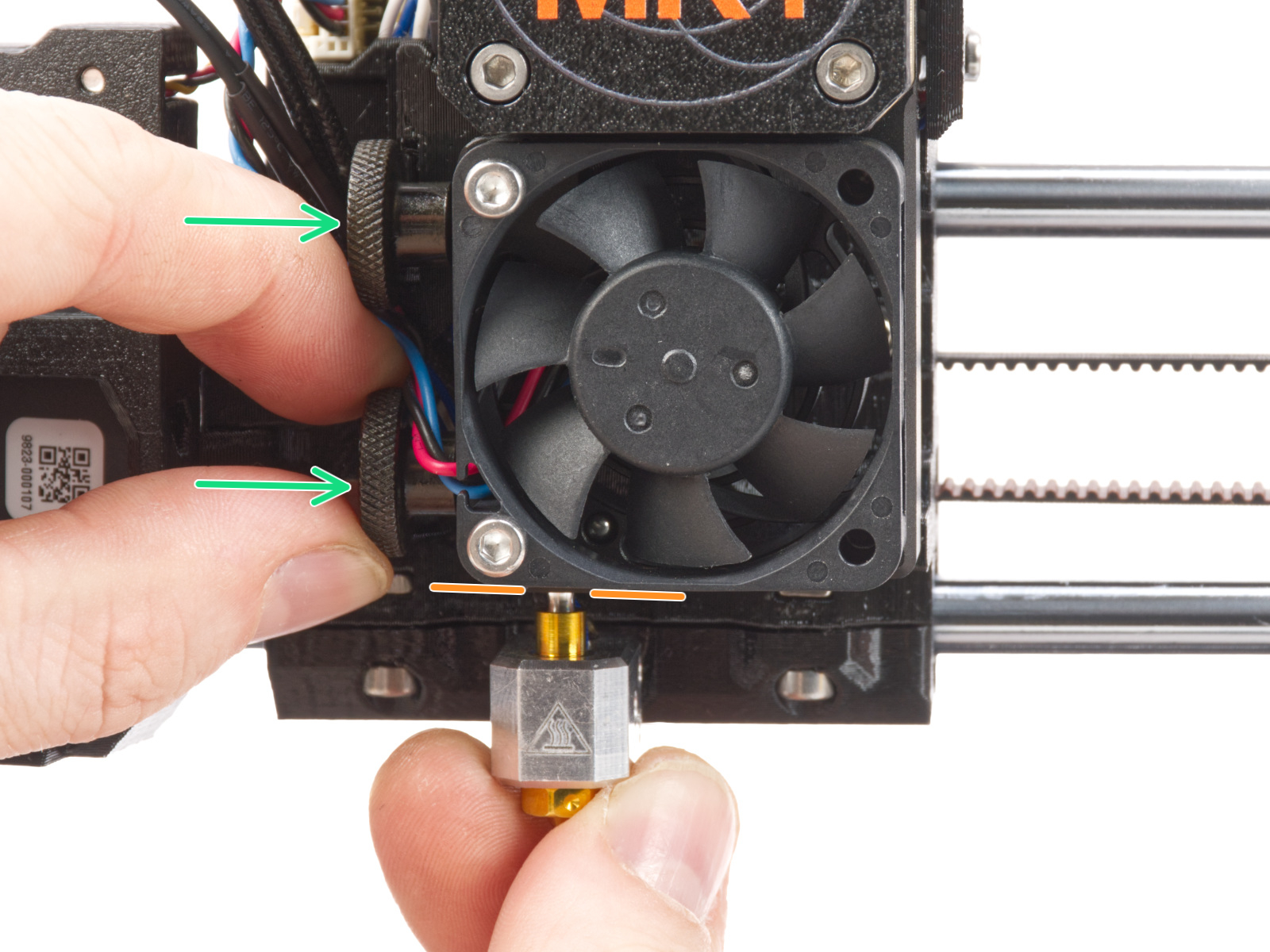
Pour vérifier cet aspect, desserrez la vis moletée (ne pas retirer complètement les vis, quelques tours suffisent) du côté de la barrière thermique, et poussez la buse vers le haut. L'anneau de cuivre sur le tube ne doit pas être visible.
Serrez les vis moletées uniquement à la main, n'utilisez aucun outil.
Si vous disposez d'un adaptateur de buse, vérifiez à nouveau l'installation pour vous assurer que la buse n'a pas été abaissée ou desserrée lors de l'installation de l'adaptateur.
 |  |
| Prusa CORE One | |
 |  |
| MK4S, MK3.9S | MK4, MK3.9 |
XL
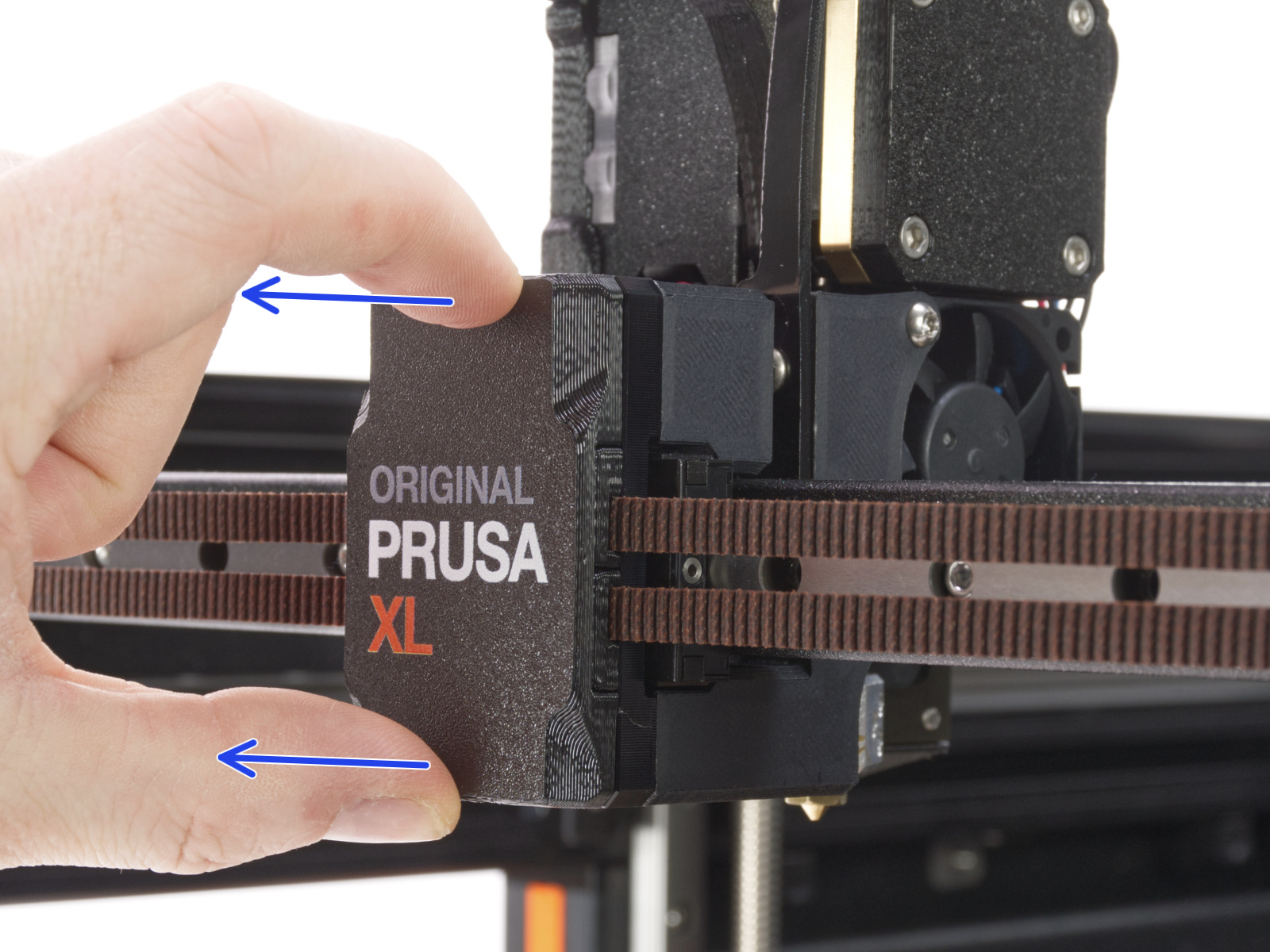
Pour la procédure suivante, où la hotend est temporairement extraite et remontée, vous pouvez vous référer au guide de remplacement de la hotend.
Extrayez temporairement la buse et vérifier si le tube métallique de la buse a une bosse. Si c'est le cas, la buse doit être remplacée.
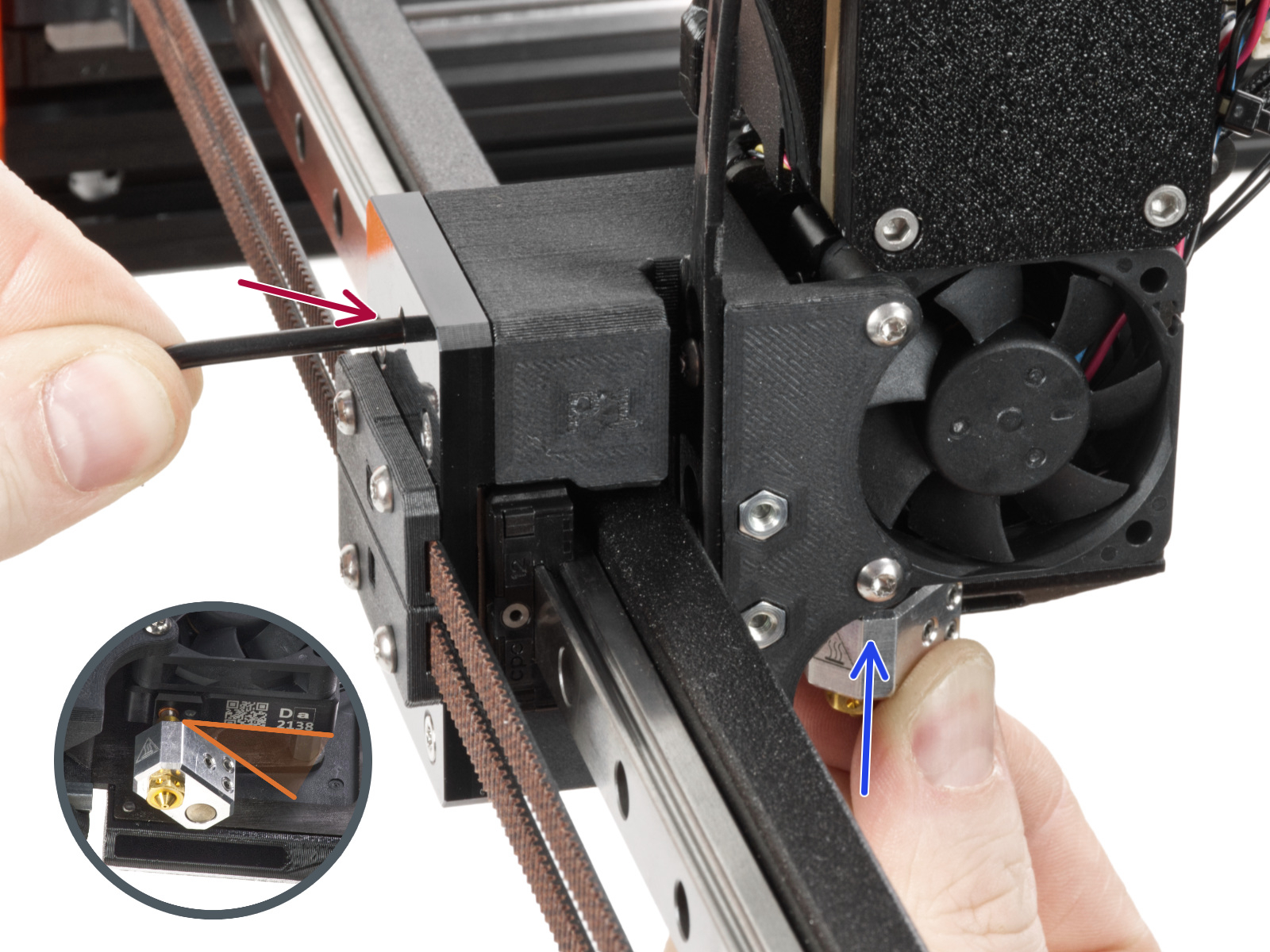
Sur la XL mono-outil, utilisez la clé Torx TX8 comme indiqué sur l'image pour ajuster la vis de blocage. N'utilisez pas de force excessive lors du serrage, cela pourrait endommager le tube de la hotend. La buse doit être à un angle d'environ 35°-40° pour éviter d'endommager les câbles de la hotend.
 |  |
Sur la XL multi-outils, utilisez la clé Torx TX8 dans la partie montrée sur l'image pour régler la vis de blocage. N'utilisez pas de force excessive lors du serrage, cela pourrait endommager le tube de la hotend. La buse doit être à un angle d'environ 35°-40° pour éviter d'endommager les câbles de la hotend.

Les réglages du slicer
Chaque profil du PrusaSlicer contient des paramètres qui déterminent la température, les vitesses et la quantité de filament que l'imprimante 3D doit extruder. L'imprimante ne fournit aucun retour sur la quantité de filament qui quitte réellement la buse. Il se peut que moins de filament soit extrudé que prévu par le firmware. Si cela se produit, vous remarquerez peut-être des espaces dans et/ou entre les couches imprimées.
Assurez-vous d'avoir configuré votre imprimante dans PrusaSlicer en exécutant l'Assistance de Configuration et comme point de départ, vous devez utiliser les profils de filament d'origine qui sont adaptés à votre machine, au type de filament et à la taille de la buse.
Alignement du réducteur
Il est possible, notamment après des interventions impliquant l'ouverture du capot du réducteur, que le réducteur ne soit pas complètement aligné, provoquant un problème de sous-extrusion. Vous trouverez ci-dessous les procédures pour aligner le réducteur.
CORE One, MK4/S, MK3.9/S
Suivez l’article dédié d'alignement du réducteur pour ces modèles d’imprimantes.
XL
L'Original Prusa XL ne dispose pas d'une procédure d'alignement automatique du réducteur. Effectuez ces étapes pour reproduire le même mouvement. Si le filament est chargé, déchargez-le de l'imprimante avant de continuer.
- Desserrez légèrement les trois boulons sur le capot du réducteur, d'un tour et demi.

- Dans le menu LCD, accédez à Filament -> Décharger le filament.
- Dès que le mouvement de l'extrudeur est terminé, serrez les trois vis M3x25 sur le capot du réducteur, dans l'ordre indiqué sur la photo.
Filament
Une température d’impression trop basse ou trop élevée peut également entraîner des problèmes d’impression. Si votre marque et votre type de filament ne sont pas répertoriés dans PrusaSlicer, vous pouvez essayer d'ajuster la température d'impression de +/- 5-15°C pour voir si cela résout le problème.
Certains matériaux spéciaux, comme les Matériaux flexibles, peuvent nécessiter de nombreux ajustements et réglages pour les imprimer avec succès. Les matériaux composites, comme le filament Woodfill, peuvent nécessiter au minimum une buse de 0,6 mm et une hauteur de couche de 0,2 mm pour éviter le colmatage. S'il y a des matériaux composites comme le kevlar ou la fibre de carbone, une buse durcie est nécessaire.
Certains filaments peuvent également avoir une épaisseur variable, en raison de la qualité ou des matériaux infusés comme le bois, ce qui entraînera des changements inattendus dans le volume de filament extrudé. La norme industrielle des variations de diamètre est de +/- 0,05 mm.
Gardez votre filament au sec, à l'abri de l'humidité car les filaments humides ont un impact négatif sur l'impression, en particulier les filaments solubles, le PETG et l'ABS. Nous vous recommandons fortement de remettre les bobines dans leur sac d'origine lorsqu'elles ne sont pas utilisées, avec un gel de silice. Nous vous conseillons de stocker vos filaments dans un endroit sec ou idéalement dans une "boîte sèche".
Chargement/déchargement incorrect
Lorsque vous chargez un nouveau filament avec une température spécifiée inférieure, préchauffez la buse à la température requise par le type de filament précédent que vous avez utilisé. En d'autres termes, toujours le filament à la température la plus élevée, car ses restes sont très probablement encore dans la hotend. Par exemple, si vous avez imprimé avec de l'ABS ou du PETG et que vous souhaitez imprimer avec du PLA maintenant, chargez le filament PLA à la température de l'ABS ou du PETG. De cette façon, le filament nouvellement introduit peut repousser l'ancien.
Matériaux basse température et enceinte
L'impression de PLA ou d'un matériau similaire dans une imprimante fermée peut provoquer une sous-extrusion.
Par exemple, sur notre Original Prusa Enclosure avec portes fermées, si la température ambiante est supérieure à 27°C, la température à l'intérieur du boîtier peut être trop élevée pour imprimer du PLA ou des matériaux similaires, provoquant une sous-extrusion ou un colmatage.