Zatkana dysza jest problemem występującym często w drukarkach FFF/FDM. Jeśli nie ma żadnych problemów, filament jest wtłaczany w hotend, topiony, a następnie wytłaczany przez dyszę. Jednak jeśli dysza jest uszkodzona lub filament jest zanieczyszczony, może utknąć w hotendzie, zatykając drukarkę.
Jak rozpoznać zatkaną dyszę?
Kontrola wzrokowa
- Czy filament dociera do dyszy? Sprawdź czy filament przechodzi poza koła zębate Nextrudera.
- Czy filament wychodzi z dyszy? Zwróć uwagę podczas ładowania filamentu.
- Częściowe zatkanie - szczeliny i brakujące warstwy
- Częściowe zatkanie - filament zwija się i przylega do dyszy
Kontrola słuchowa
Sprawdź czy z ekstrudera dochodzą odgłosy klikania
- Jeśli słychać głośne klikanie, najprawdopodobniej oznacza to, że dysza jest zatkana lub zdeformowana.
- Jeśli słychać lekki odgłos klikania, może to najprawdopodobniej wskazywać na przekładnię.
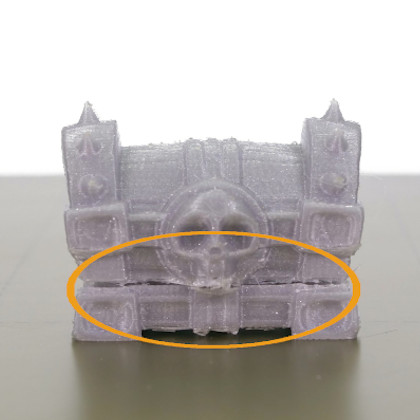
Częściowe zatkanie
Niekiedy hotend jest zatkany częściowo, co oznacza, że drukarka jest w stanie przepchnąć trochę filamentu, ale ekstruzja nie jest wystarczająca do prawidłowego wydrukowania obiektu, co prowadzi do widocznych przerw i brakujących warstw. Wczesnym objawem zatkanej dyszy jest to, że filament nie jest wytłaczany równomiernie, zwija się i przykleja do dyszy.
Klikanie ekstrudera
Hotend lub dysza są częściowo lub całkowicie zatkane i wewnętrzny opór stawiany przed filamentem jest większy niż to, co koła zębate są w stanie wycisnąć. W rezultacie, koła zębate przeskakują, co powoduje hałas w postaci "klikania", a w większości scenariuszy również ścieranie filamentu.
Jak naprawić zatkaną drukarkę?
Wybór odpowiedniej metody zależy od tego, czy jesteś w stanie przynajmniej częściowo załadować/rozładować filament, czy też drukarka jest całkowicie zablokowana i nie jest w stanie poruszyć filamentu nawet w niewielkim stopniu.
Zanim zaczniesz naprawiać drukarkę, spróbuj rozładować filament i wyciągnąć go całkowicie. Jeśli nie jesteś w stanie tego zrobić, może to wskazywać na poważniejszy problem, ale i tym się zajmiemy.
Przesuń również ekstruder do góry z menu LCD → Ustawienia → Ruch osi → Oś Z lub przez długie naciśnięcie pokrętła sterującego. Dzięki temu uzyskasz lepszy dostęp do zatkanych części.
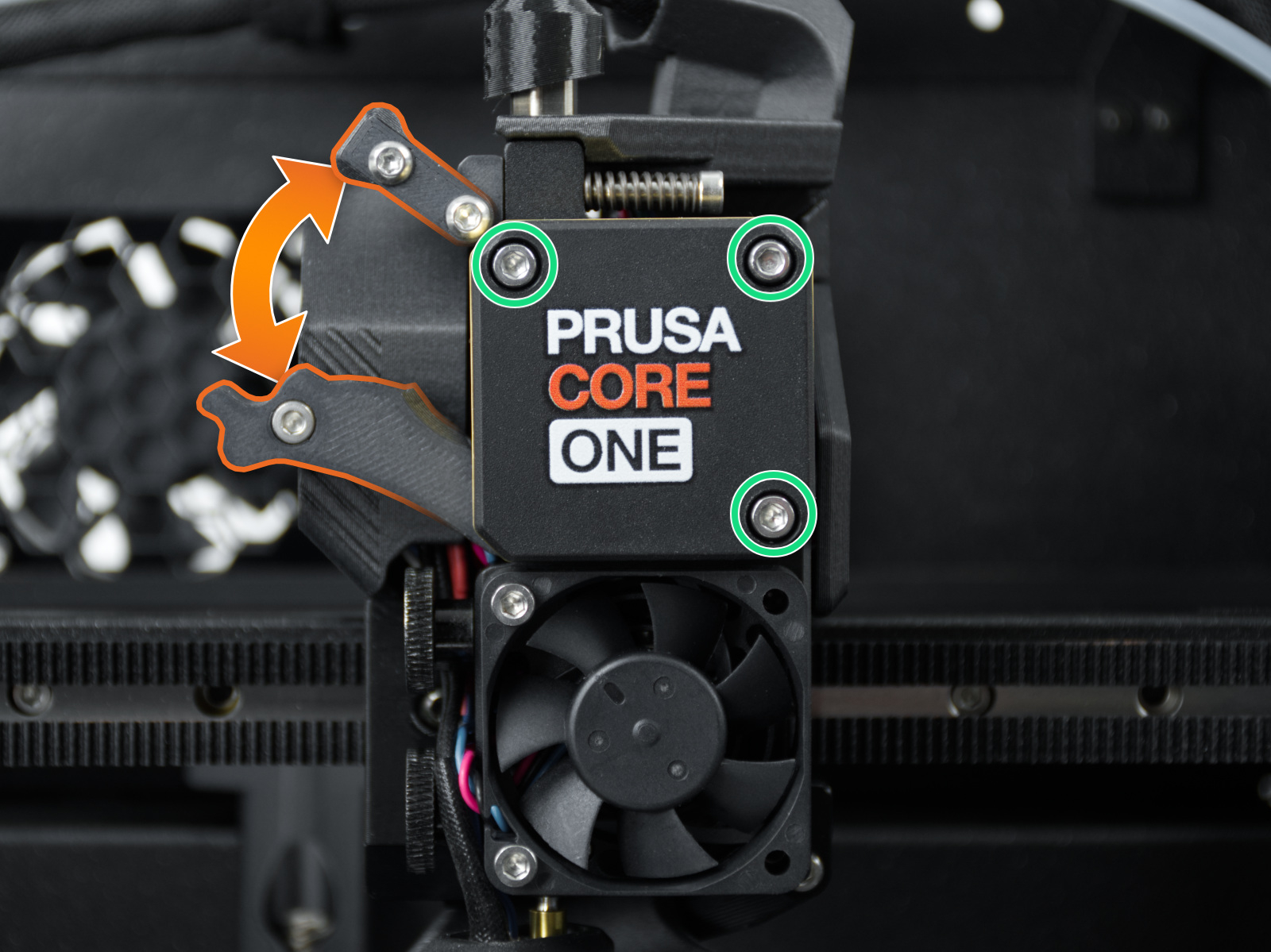
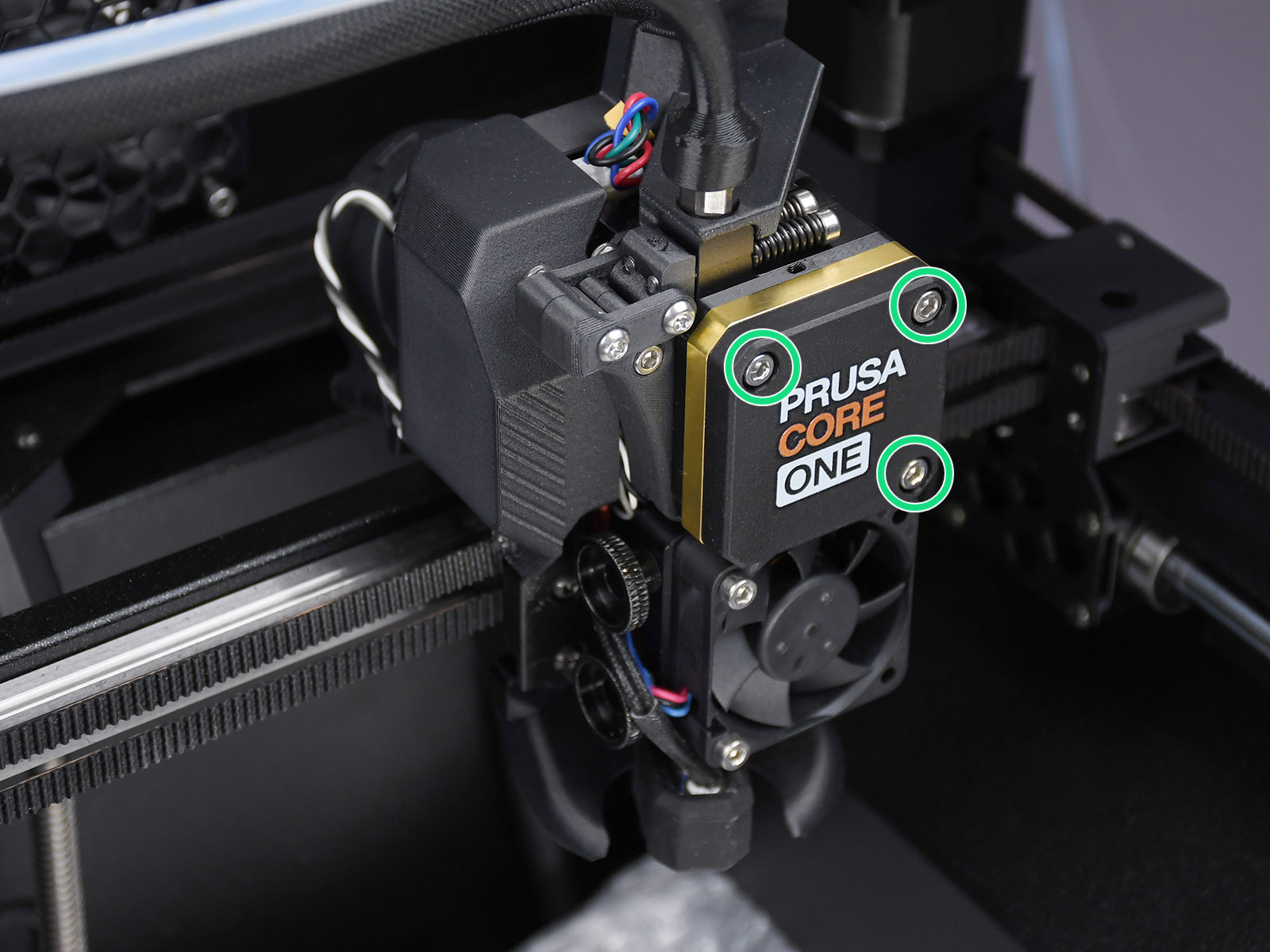
Śruby dociskowe ekstrudera
Ekstruder zawiera dwie śruby dociskające koła zębate, służące do ustawienia prawidłowej odległości pomiędzy głównym kołem zębatym (napędowym), a dwoma napędzanymi kołami zębatymi. Są one ustawione fabrycznie w optymalnej pozycji.
W przypadku konieczności ingerencji w tę część, możesz wyregulować śruby napinające koła zębate do ich optymalnej pozycji: ustaw końcówki śrub tak, aby były wyrównane z przednią powierzchnią nakrętki docisku [Idler Nut].
Podczas wykonywania tej kontroli, jeśli filament się ułamał, zwróć uwagę na obszar obok przekładni i górną część rurki dyszy, aby ocenić, czy z rurki wystaje fragment filamentu. Jeśli tak, rozważ przejście bezpośrednio do metody opisanej w akapicie Wyciąganie filamentu szczypcami.
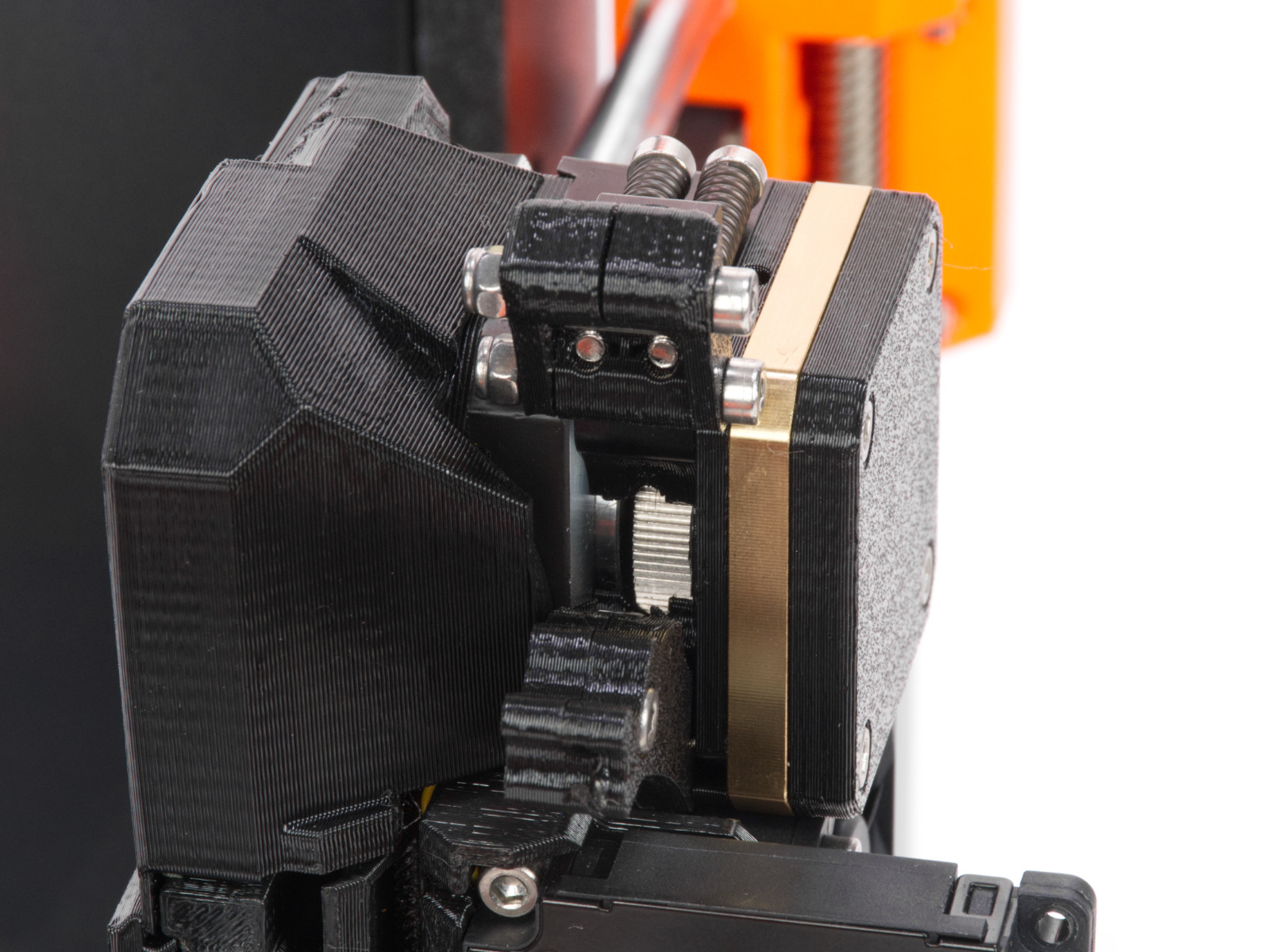 |  |
Koła zębate
Z czasem w rowkach kół zębatych przekładni podającej filament może tworzyć się osad z resztek filamentu, co powoduje niedostateczną ekstruzję. Dostań się do ekstrudera przez podniesienie nakrętki docisku (Idler Nut), a następnie przesunięcie wałka docisku (Idler Shaft). Możesz wydmuchać zanieczyszczenia sprężonym powietrzem, użyć mosiężnej szczotki, albo zwykłej wykałaczki. Użyj otworu rewizyjnego z boku ekstrudera.
Sprawdź silnik Nextrudera
Ta procedura wymaga demontażu przekładni.
Jeśli masz XL - upewnij się, że wersja firmware to 6.4.1 lub nowsza, aby uzyskać dostęp do niezbędnej procedury osiowania przekładni z menu drukarki. W pozostałych drukarkach z Nextruderem procedura ta jest dostępna we wszystkich wersjach firmware.
Upewnij się, że drukarka jest schłodzona i wyłączona, oraz że posiadasz adapter montażowy przekładni [PG-assembly-adapter] przed przejściem do dalszej części. Jeśli go nie masz, możesz kupić go w naszym sklepie internetowym lub wydrukować, korzystając z plików podlinkowanych poniżej, w zależności od używanej drukarki.
Element ten wspomaga montaż przekładni, zwłaszcza jeśli nie uda się wyciągnąć pokrywy przekładni i samej przekładni w jednym kawałku.
Strona sklepu z adapterem montażowym przekładni
Adapter montażowy przekładni wydrukowany na CORE One, MK4/S, MK3.9/S, XL
Adapter montażowy przekładni wydrukowany na MK3/S/+, MK3.5/S
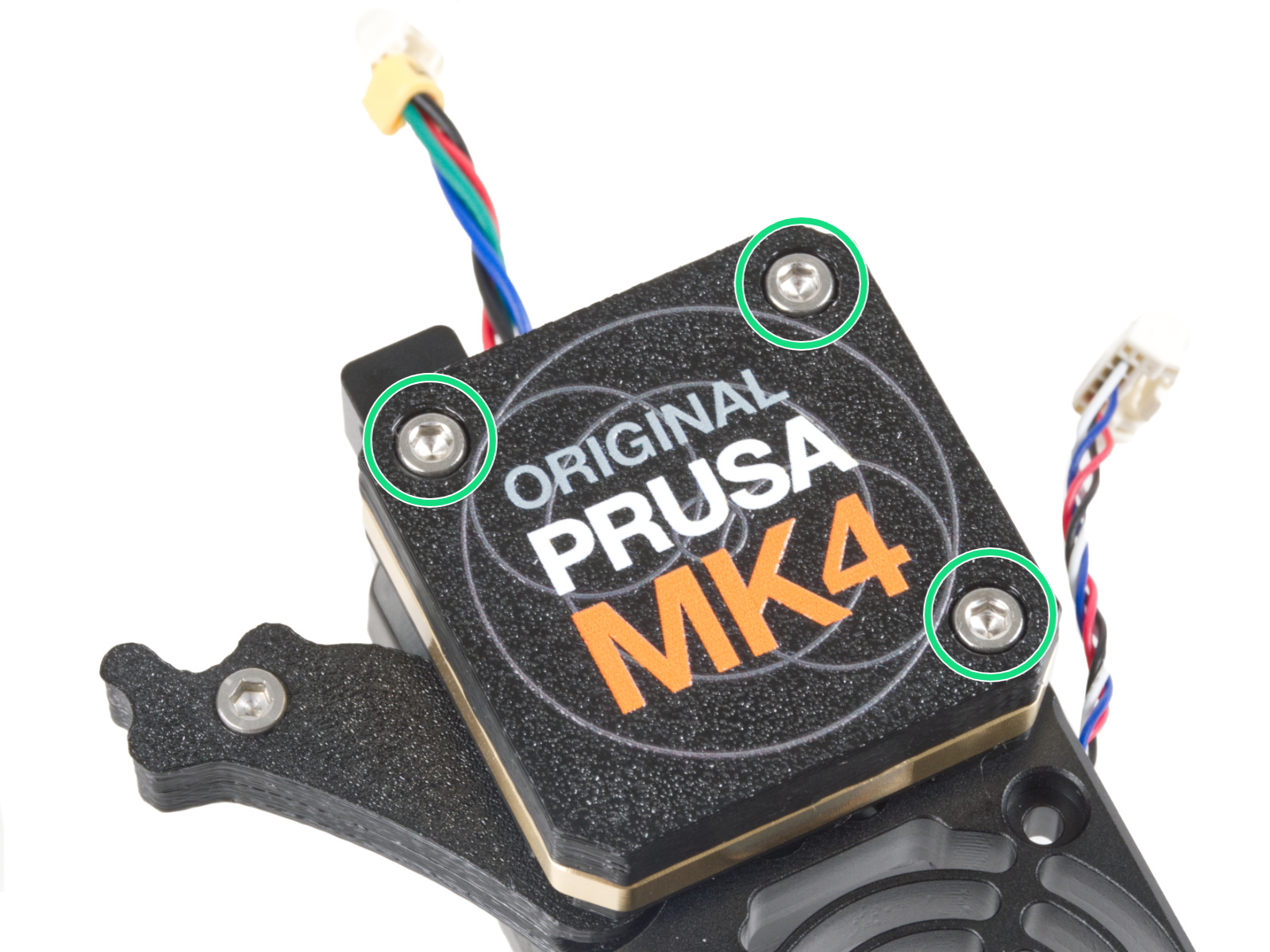
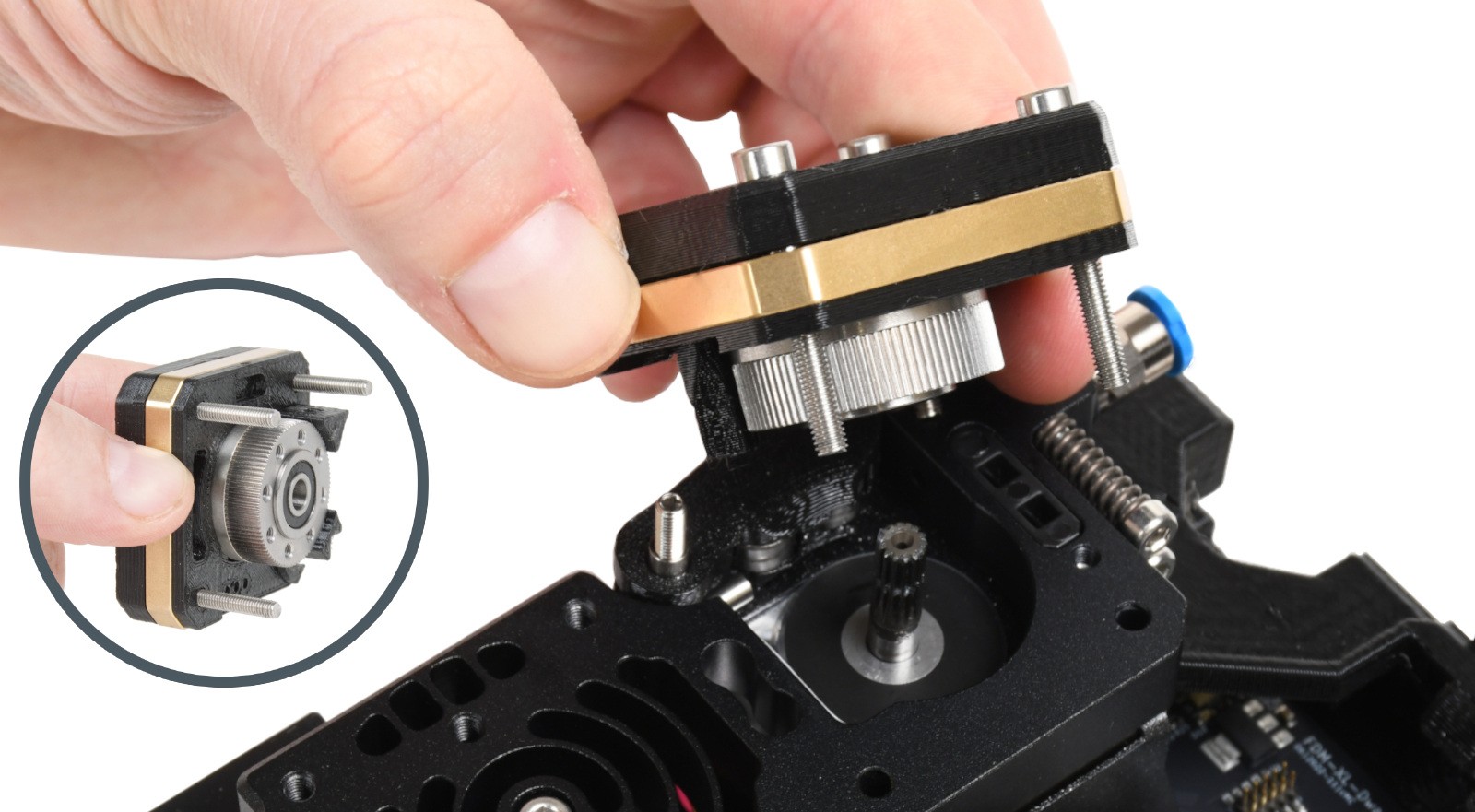
Zdejmij pokrywę przekładni [PG-case], wraz z pierścieniem przekładni [PG-ring], przekładnią oraz przekładką główną. Zdejmij wszystkie te części razem, bez rozdzielania ich.
Obróć ręcznie wałek silnika Nextrudera palcami. Oceń opór: powinien obracać się stosunkowo płynnie, z niewielkim, ale jednostajnym oporem.
Jeśli wyczujesz silny opór, zacinanie się lub odgłos tarcia, może to oznaczać, że w zębach przekładni utknęły zanieczyszczenia, doszło do zużycia koła zębatego lub wystąpiła usterka mechaniczna wewnątrz silnika.
 |  |
 |  |
Podczas ponownego montażu złóż blok, używając pokrywy przekładni [PG-case], pierścienia przekładni [PG-ring], przekładni oraz przekładki głównej.
Następnie wykonaj osiowanie przekładni, postępując zgodnie z procedurą opisaną w dedykowanym artykule.
Procedury wymagające nagrzania dyszy
W poniższych procedurach nagrzewaj dyszę wyłącznie z menu drukarki. Nie nagrzewaj jej jakomkolwiek zewnętrznym źródłem ciepła, ponieważ może to spowodować jej uszkodzenie.
Igła do akupunktury (nie dotyczy dysz High Flow)
- Podgrzej dyszę do odpowiedniej temperatury w zależności od filamentu, z którego będziesz drukować. Najpierw wprowadź filament, a następnie włóż igłę do akupunktury (dołączona do paczki z drukarką) lub cienki drut (0,3-0,35 mm) do dyszy od dołu na głębokość około 1-2 cm. Użyj rękawic ochronnych, jeśli materiał nagle zacznie wypływać z dyszy.
- Wybierz opcję "Ładowanie filamentu" z menu LCD i sprawdź, czy dysza rzeczywiście wypycha filament.
- Wsuń ponownie drut lub igłę do akupunktury do dyszy i powtórz całą procedurę kilka razy. Jeśli filament jest wytłaczany prawidłowo, dysza jest czysta.
Wsuń nowy filament do dyszy
Procedura ta ma zastosowanie zarówno do dysz o wysokim przepływie, jak i standardowych.
- Otwórz docisk ekstrudera.
- Uzyskaj dostęp do górnej części Nextrudera w drukarce, odłączając wszelkie złączki, jeśli są podłączone.
- Przygotuj około 40 cm filamentu PLA do wykorzystania w kolejnych krokach.
- Przejdź do menu LCD → Sterowanie → Temperatura → Dysza. Ustaw temperaturę dyszy na 260°C, jeśli używasz PLA lub 280°C, jeśli używasz materiałów wymagających wyższej temperatury, takich jak PETG lub ASA.
- Po osiągnięciu przez dyszę wymaganej temperatury odczekaj 2 minuty. Sprawdź, czy filament zaczyna płynąć lub kapać.
- Wsuń nowy filament do Nextrudera.
Jeśli po wykonaniu kroków 5 i 6 filament przepływa, zator mógł zostać usunięty. Aby to potwierdzić, spróbuj załadować filament lub wykonać wydruki testowe.
Jeśli po wykonaniu tych czynności przepływ filamentu nie zostanie przywrócony, najprawdopodobniej konieczna będzie wymiana dyszy, ponieważ blokada znajduje się powyżej jej końcówki.
Cold pull
Cold pull to kolejna technika, która może pomóc w udrożnieniu dyszy. Jeśli jednak procedura opisana w poprzednim akapicie, "wsuń nowy filament do dyszy", nie pomogła przywrócić przepływu filamentu, jest mało prawdopodobne, aby procedura cold pull była wykonalna.
Jednak nadal zalecamy podjęcie próby, w szczególności gdy drukarka obsługuje automatycny cold pull.
Wyciągnij filament szczypcami
Jeśli po otwarciu docisku w górnej części rurki dyszy widoczna jest końcówka filamentu, technika ta może okazać się skuteczna, nawet jeśli końcowka nie dotyka dyszy - w takiej sytuacji metoda przepychania filamentu nie przywraca jego przepływu.
Gdy hotend jest rozgrzany do 280° C, chwyć pewnie filament szczypcami spiczastymi. Powoli wyciągaj/przesuwaj filament w górę, kawałek po kawałku, przez górną część korpusu ekstrudera, aż zostanie całkowicie wysunięty z rurki dyszy.
Jeśli się to uda, zalecamy wykonanie następnie procedury cold pull, opisanej akapit wyżej.
Zapobieganie
Temperatura otoczenia oraz komory
Jeśli drukujesz z materiałów niskotemperaturowych, takich jak PLA, trzymanie drukarki w całkowicie zamkniętej obudowie lub bardzo ciepłym pomieszczeniu może spowodować heat creep - przenikanie ciepła. Ciepło przemieszcza się w górę hotendu, topiąc filament, zanim dotrze on do właściwej strefy topnienia. Powoduje to pęcznienie filamentu i zatykanie ekstrudera. W zależności od modelu drukarki, podczas drukowania z PLA zawsze otwieraj drzwiczki obudowy lub górne otwory wentylacyjne.
Jakość i wilgotność filamentu
Wilgotny lub zdegradowany filament może pęcznieć, tworzyć bąbelki lub wewnętrzne kieszenie pary wodnej, co pogarsza jakość wydruków. Jeśli to możliwe, przechowuj filament w dry boxach z pochłaniaczem wilgoci, takich jak nasz USS Drybox. Ponadto filamenty niskiej jakości mają często nierówną średnicę lub zanieczyszczenia, które mogą fizycznie zablokować koła zębate Nextrudera lub dyszę.
Dopasowanie profilu slicera do dyszy (HF vs. standardowa)
Zawsze dokładnie sprawdzaj ustawienia w slicerze przed wysłaniem projektu do druku. Jeśli Twoja drukarka jest wyposażona w dyszę High Flow (HF), musisz użyć profilu drukowania HF. Użycie standardowego profilu dla dyszy HF (lub odwrotnie) powoduje błędne obliczenia przepływu objętościowego, co może prowadzić do poważnego niedoekstrudowania lub zatorów strukturalnych.