Możesz rozpoznać niewystarczającą ekstruzję (underextrusion), gdy brakuje materiału na warstwach wydruku, przez co mogą być kruche i nietrwałe. Istnieje kilka przyczyn i warto pomyśleć, czy drukarka nie przeszła ostatnio jakichś zmian (lub jej konserwacja nie została zaniedbana), ponieważ może być to przyczyną problemów.
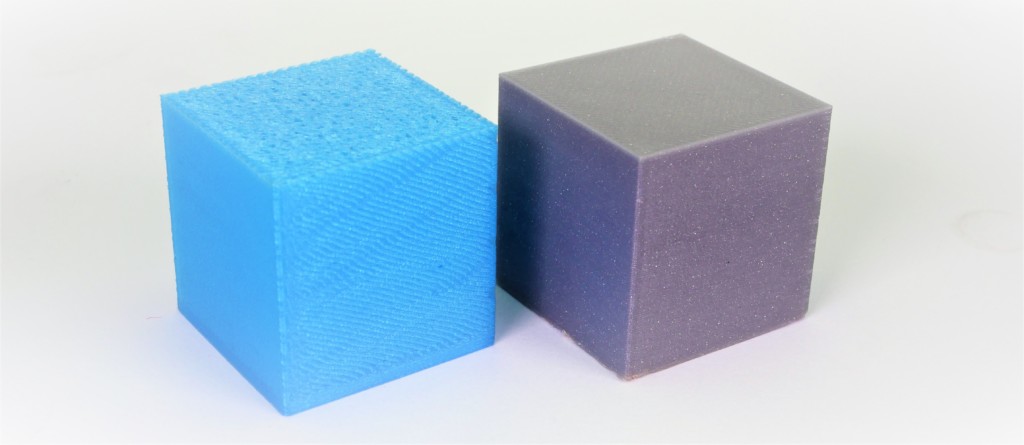 Przykład drastycznie obniżonej ekstruzji (lewa kostka) i poprawny wydruk (prawa kostka).
Przykład drastycznie obniżonej ekstruzji (lewa kostka) i poprawny wydruk (prawa kostka).
Najczęściej występujące przyczyny niewystarczającej ekstruzji w drukarkach wyposażonych w Nextruder:
- Dysza
- Ustawienia slicera
- Przekładnia Nextrudera
- Filament
Dysza
Dysza musi być zamontowana w Nextruderze na odpowiedniej wysokości i być dobrze dokręcona.
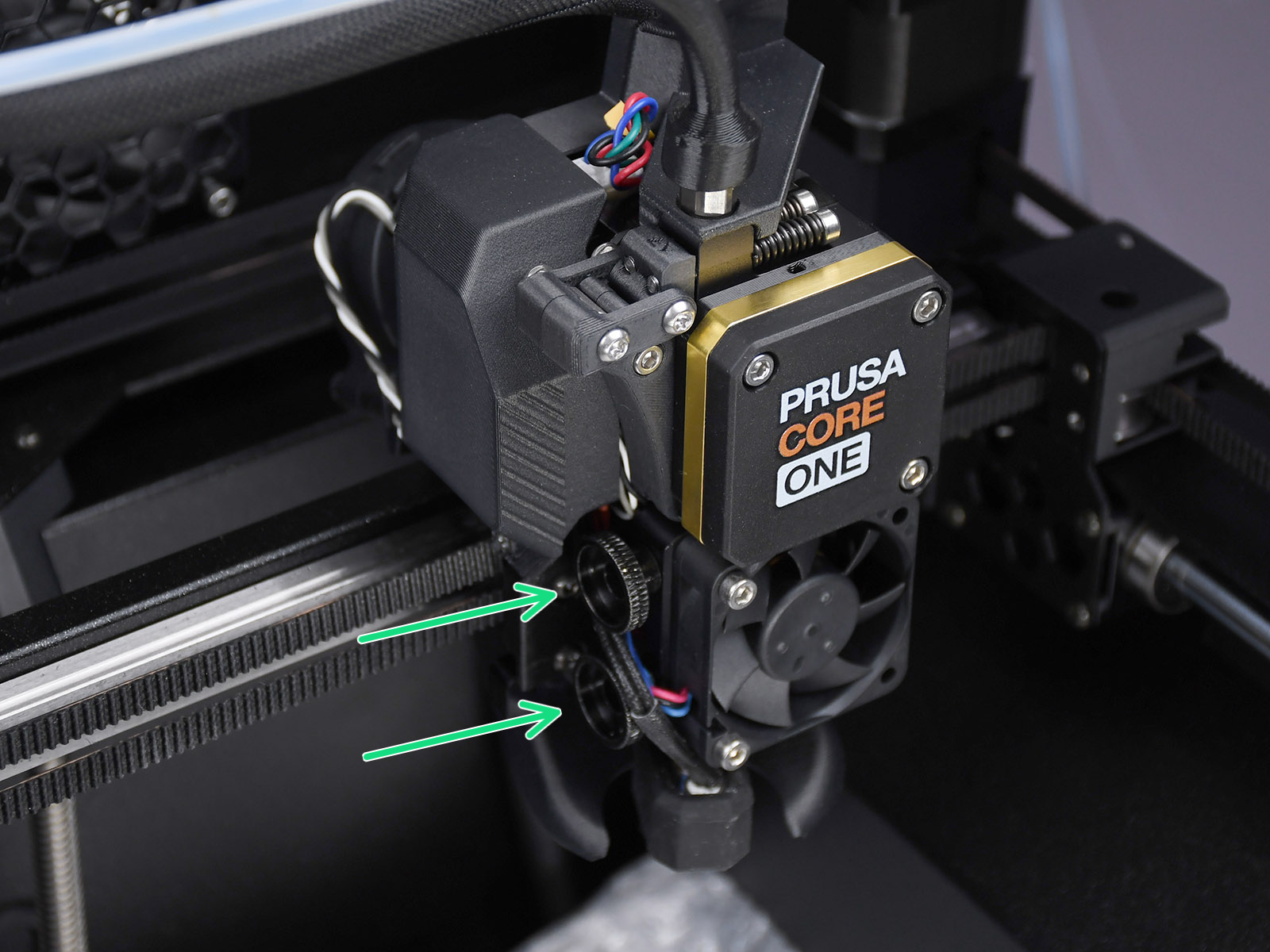
CORE One, MK4/S, MK3.9/S
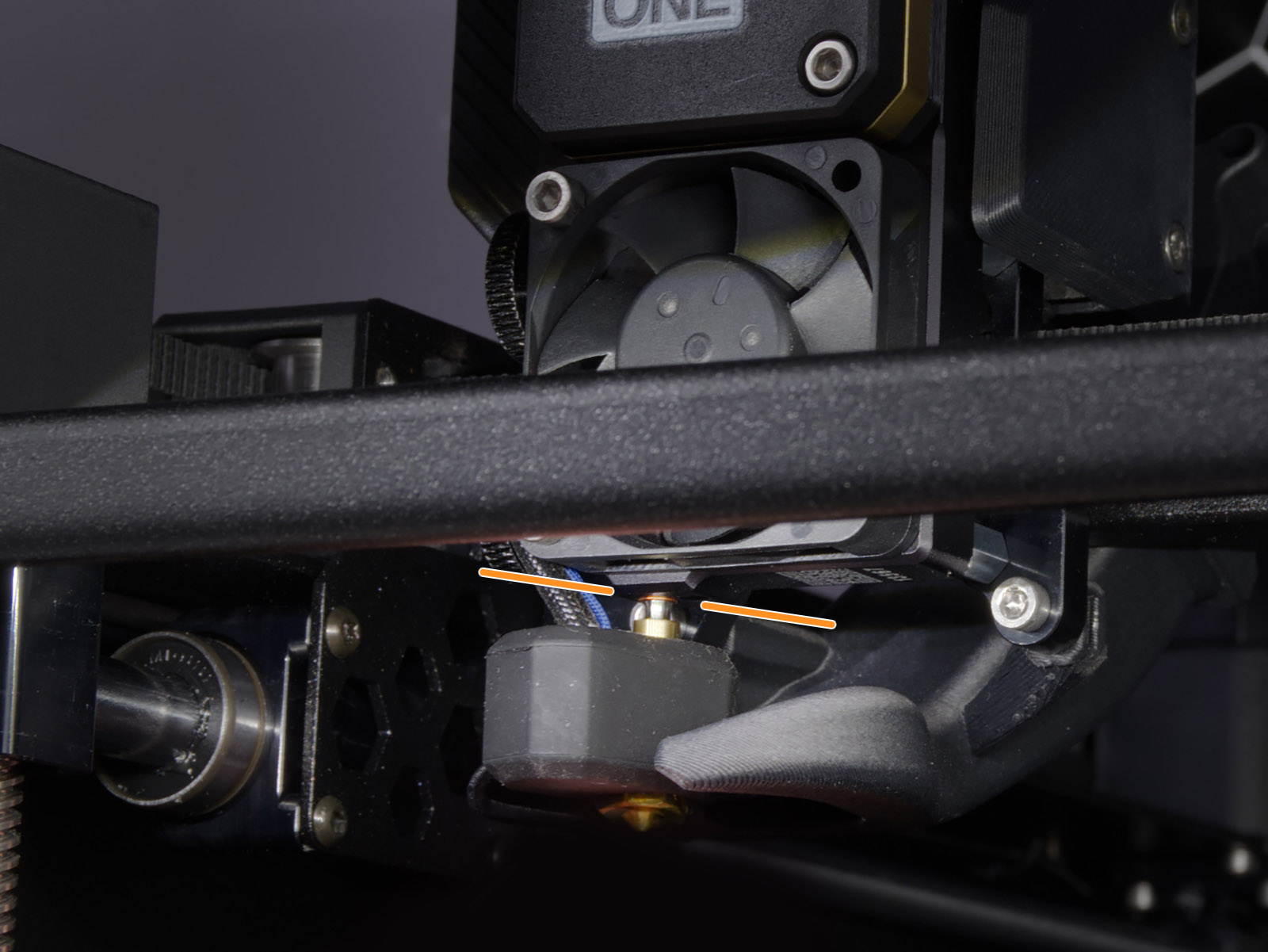
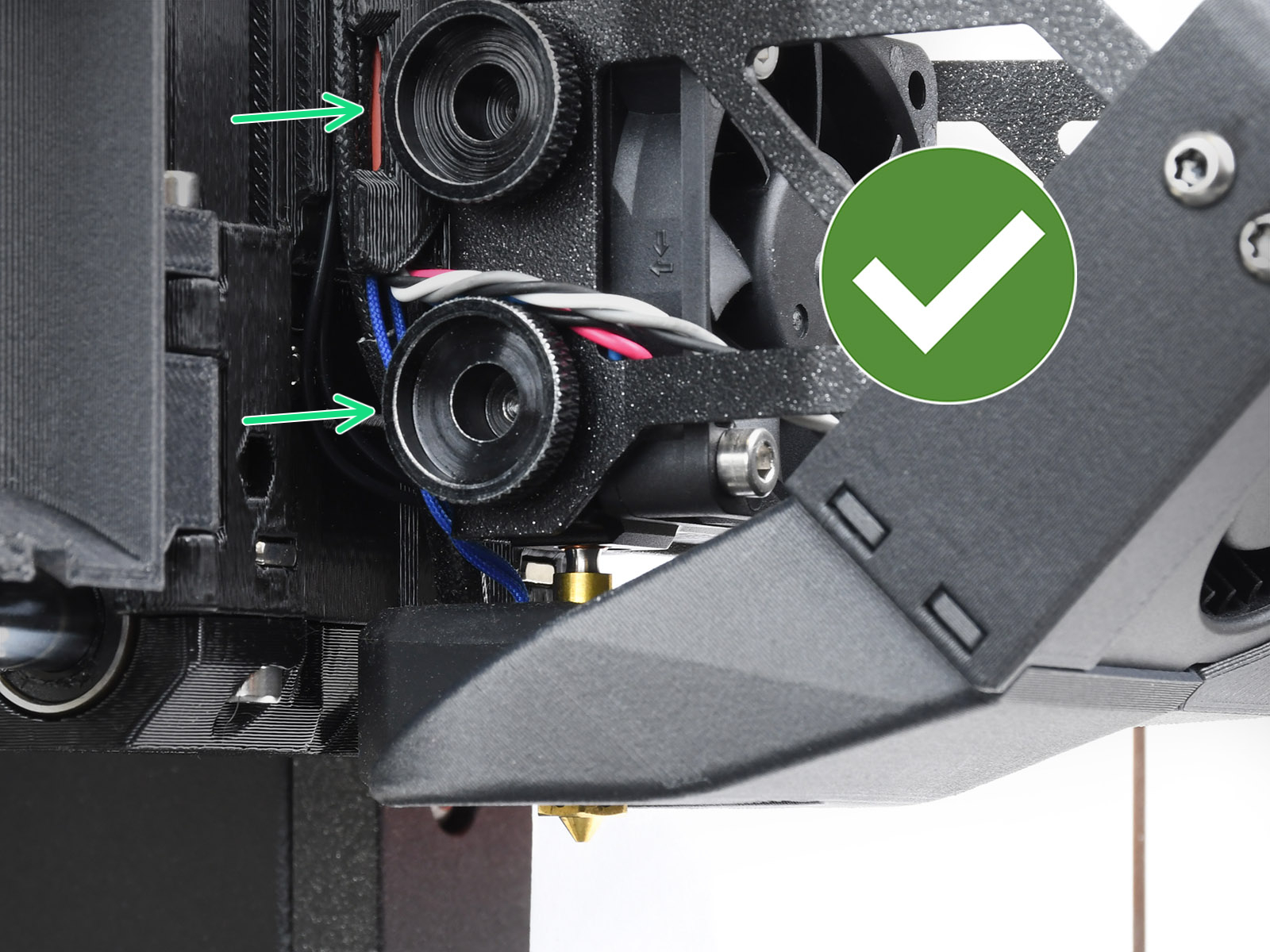
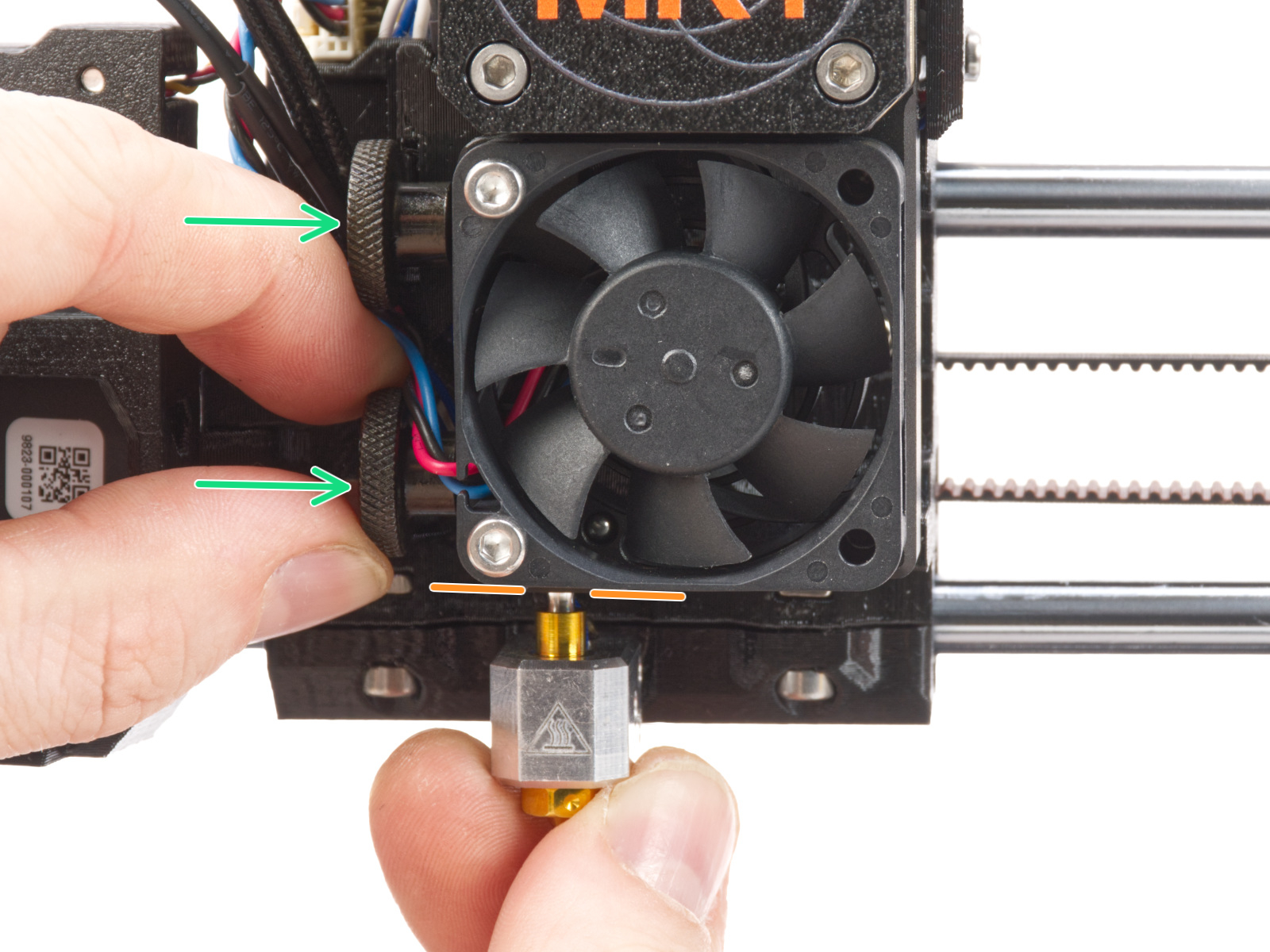
Aby to sprawdzić, poluzuj śruby radełkowane (nie wykręcaj ich całkowicie, wystarczy kilka obrotów) na boku radiatora i dociśnij dyszę do góry. Miedziana tulejka na rurce dyszy nie powinna być widoczna.
Dokręć śruby radełkowane wyłącznie ręcznie, nie używaj żadnych narzędzi.
Jeśli masz adapter dyszy, sprawdź ponownie jego montaż, aby upewnić się, że dysza nie została obniżona lub poluzowana podczas tej procedury.
 |  |
| Prusa CORE One | |
 |  |
| MK4S, MK3.9S | MK4, MK3.9 |
XL
Poniższa procedura, w której hotend jest tymczasowo wyjmowany i ponownie montowany, znajduje się w instrukcji jego wymiany.
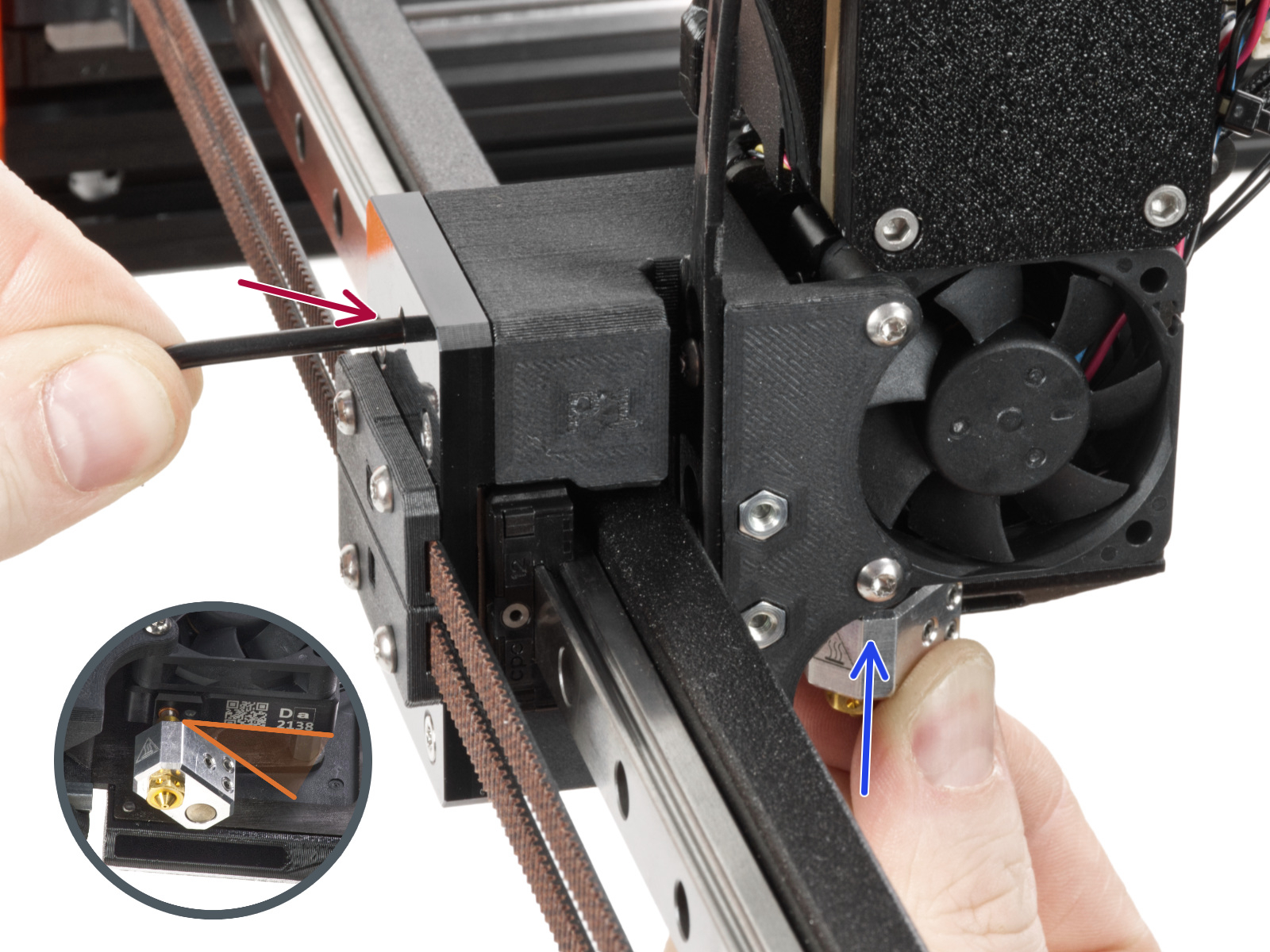
Tymczasowo wyciągnij dyszę i sprawdź, czy metalowa rurka dyszy nie jest wgnieciona. Jeśli tak, dyszę należy wymienić.
W XL single-tool, użyj klucza Torx T8, jak na ilustracji, aby dokręcić wkręt dociskowy. Nie używaj nadmiernej siły podczas dokręcania, ponieważ może to spowodować uszkodzenie rurki hotendu. Dysza musi być ustawiona mniej więcej pod kątem 35°-40°, aby nie dopuścić do uszkodzenia przewodów hotendu.
 |  |
W XL multi-tool,użyj klucza Torx T8 w sposób pokazany na ilustracji, aby dokręcić wkręt dociskowy. Nie używaj nadmiernej siły podczas dokręcania, ponieważ może to spowodować uszkodzenie rurki hotendu. Dysza musi być ustawiona mniej więcej pod kątem 35°-40°, aby nie dopuścić do uszkodzenia przewodów hotendu.

Ustawienia slicera
Każdy profil w PrusaSlicerze zawiera ustawienia, które określają temperaturę, prędkość i ilość filamentu, jaką drukarka 3D powinna wytłaczać. Drukarka nie dostarcza żadnych informacji zwrotnych na temat tego, ile filamentu faktycznie opuszcza dyszę. Może się zdarzyć, że ekstruder wyciśnie mniej filamentu niż oczekuje firmware. Jeśli tak się stanie, możesz zauważyć luki w wydrukowanych warstwach i/lub pomiędzy nimi.
Upewnij się, że drukarka jest skonfigurowana w PrusaSlicerze poprzez uruchomienie Asystenta konfiguracji i jako punkt wyjścia używasz standardowych profili filamentów, które są dostosowane do Twojej maszyny, typu filamentu i rozmiaru dyszy.
Osiowanie przekładni
Możliwe jest, zwłaszcza po interwencjach wymagających otwarcia pokrywy przekładni, że koła zębate nie zostaną w pełni wyosiowane, powodując obniżenie ekstruzji. Poniżej przedstawiamy procedury osiowania przekładni.
CORE One, MK4/S, MK3.9/S
Przeprowadź osiowanie przekładni zgodnie z dedykowanym artykułem.
XL
Original Prusa XL nie obsługuje procedury automatycznego osiowania przekładni. Wykonaj poniższe kroki, aby odtworzyć ten sam ruch, który jest wykonywany podczas osiowania. Jeśli filament jest załadowany, rozładuj go z drukarki przed przystąpieniem do dalszych czynności.
- Poluzuj nieznacznie trzy śruby mocujące pokrywę przekładni - wystarczy 1,5 obrotu.

- W menu LCD przejdź do Filament → Rozładuj filament.
- Po zakończeniu ruchu ekstrudera, dokręć trzy śruby M3x25 na pokrywie przekładni, w kolejności podanej na ilustracji.
Filament
Zbyt niska lub zbyt wysoka temperatura druku również może być przyczyną problemów. Jeśli marka i typ filamentu nie występują w profilach w PrusaSlicerze, możesz spróbować dostosować temperaturę dyszy o +/- 5-15°C, aby sprawdzić, czy to rozwiąże problem.
Niektóre materiały specjalne, takie jak Flex (filamenty elastyczne), mogą wymagać wielu prób i poprawek, aby można było je z powodzeniem drukować. Materiały kompozytowe, takie jak Woodfill, mogą wymagać co najmniej dyszy o średnicy 0,6 mm i wysokości warstwy 0,2 mm, aby zapobiec zatykaniu. W przypadku materiałów kompozytowych, takich jak zawierające kevlar lub włókno węglowe, wymagana jest dysza ze stali utwardzanej.
Niektóre filamenty mogą mieć także różną grubość, ze względu na jakość lub domieszki materiałów takich jak drewno, co powoduje nieoczekiwane zmiany w objętości wytłaczanego filamentu. Standardem przemysłowym w przypadku tolerancji średnicy jest +/- 0,05 mm.
Przechowuj filament w suchym miejscu, bez wilgoci, ponieważ wilgoć zawarta w materiale ma negatywny wpływ na wydruki, zwłaszcza filamenty rozpuszczalne, PETG i ABS. Zalecamy wkładanie szpul do oryginalnej torby, gdy nie są używane, wraz z żelem krzemionkowym oraz przechowywanie ich w suchym miejscu, a najlepiej w "dry boxie".
Nieprawidłowe ładowanie/rozładowanie filamentu
Podczas ładowania nowego filamentu o niższej wymaganej temperaturze należy wstępnie rozgrzać dyszę do temperatury wymaganej przez poprzedni typ używanego filamentu. Innymi słowy, należy zawsze używać najwyższej temperatury dla używanego filamentu, ponieważ jego pozostałości najprawdopodobniej nadal znajdują się w hotendzie. Na przykład, jeśli drukarka pracowała z ABS lub PETG i chcesz teraz drukować z PLA, załaduj filament PLA w temperaturze ABS lub PETG. W ten sposób nowo wprowadzony filament może wypchnąć poprzedni.
Niskotemperaturowe materiały a obudowa
Drukowanie PLA lub podobnego materiału na drukarce w zamkniętej obudowie może powodować niewystarczającą ekstruzję.
Na przykład, jeśli drukarka jest umieszczona w naszej Original Prusa Enclosure z zamkniętymi drzwiami, a temperatura otoczenia przekracza 27°C, mogą to być warunki uniemożliwiające drukowanie z PLA lub podobnych materiałów, powodując niewystarczającą ekstruzję lub zatykanie hotendu.