Ucpaná tryska je možným problémem u FFF/FDM tiskáren. Za normálního stavu je filament vtlačen do hotendu, roztaví se a poté je vytlačen (extrudován) tryskou. Pokud je však tryska poškozená nebo jsou ve filamentu nečistoty, může se v hotendu zaseknout a ucpat tiskárnu.
Jak rozpoznat ucpanou trysku?
Vizuální kontrola
- Dosahuje filament až k trysce? Zkontrolujte PTFE trubičku mezi senzorem filamentu a tiskovou hlavou.
- Vychází filament z trysky? Dávejte pozor při zavádění filamentu.
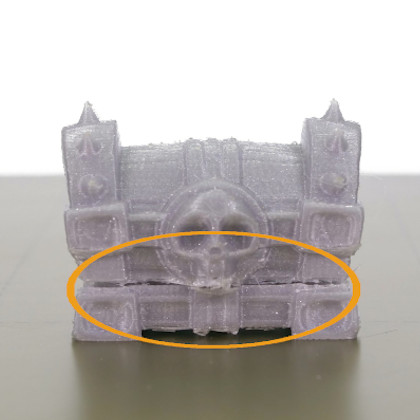
- Částečné ucpání - mezery a chybějící vrstvy
- Částečné ucpání - filament se kroutí a lepí na trysku.
Zvuková kontrola
Zkontrolujte, zda se z extruderu neozývá cvakání
- Pokud se ozývá hlasité cvakání, znamená to, že je tryska ucpaná nebo deformovaná
- Pokud se ozývá lehké cvakání, může se jednat o převodovku
Částečné ucpání
Někdy je ucpání částečné, což znamená, že tiskárna sice dokáže protlačit nějaký filament, ale nestačí to k správnému tisku modelu, což vede k viditelným mezerám a chybějícím vrstvám. Počáteční známku ucpané trysky poznáte podle toho, že filament není vytlačován konzistentně, kroutí se a zachytává se na trysce.
Cvakání v extruderu
Hotend nebo tryska je částečně (nebo úplně) ucpaná a vnitřní odpor proti průtoku filamentu je vyšší, než nakolik jsou podávací kolečka schopna tlačit. Výsledkem je, že podávací kolečka přeskakují, což vede k hlasitému „cvakání“ a ve většině případů také k obroušení vlákna.
Jak opravit ucpanou tiskárnu?
Výběr správné metody závisí na tom, zda jste schopni alespoň částečně zavést/vysunout filament, nebo zda je tiskárna zcela ucpaná a odmítá pohnout filamentem byť i jen o píď.
Než začnete tiskárnu spravovat, zkuste filament vysunout a úplně ho vyjmout. Pokud to udělat nemůžete, mohlo by to znamenat vážnější problém, ale i tímto se budeme zabývat.
Posuňte **extrudér** směrem nahoru z LCD Menu -> Nastavení -> Posunout osu -> Osa Z nebo dlouhým stisknutím otočného ovladače LCD. Tímto způsobem získáte lepší přístup k ucpaným částem.
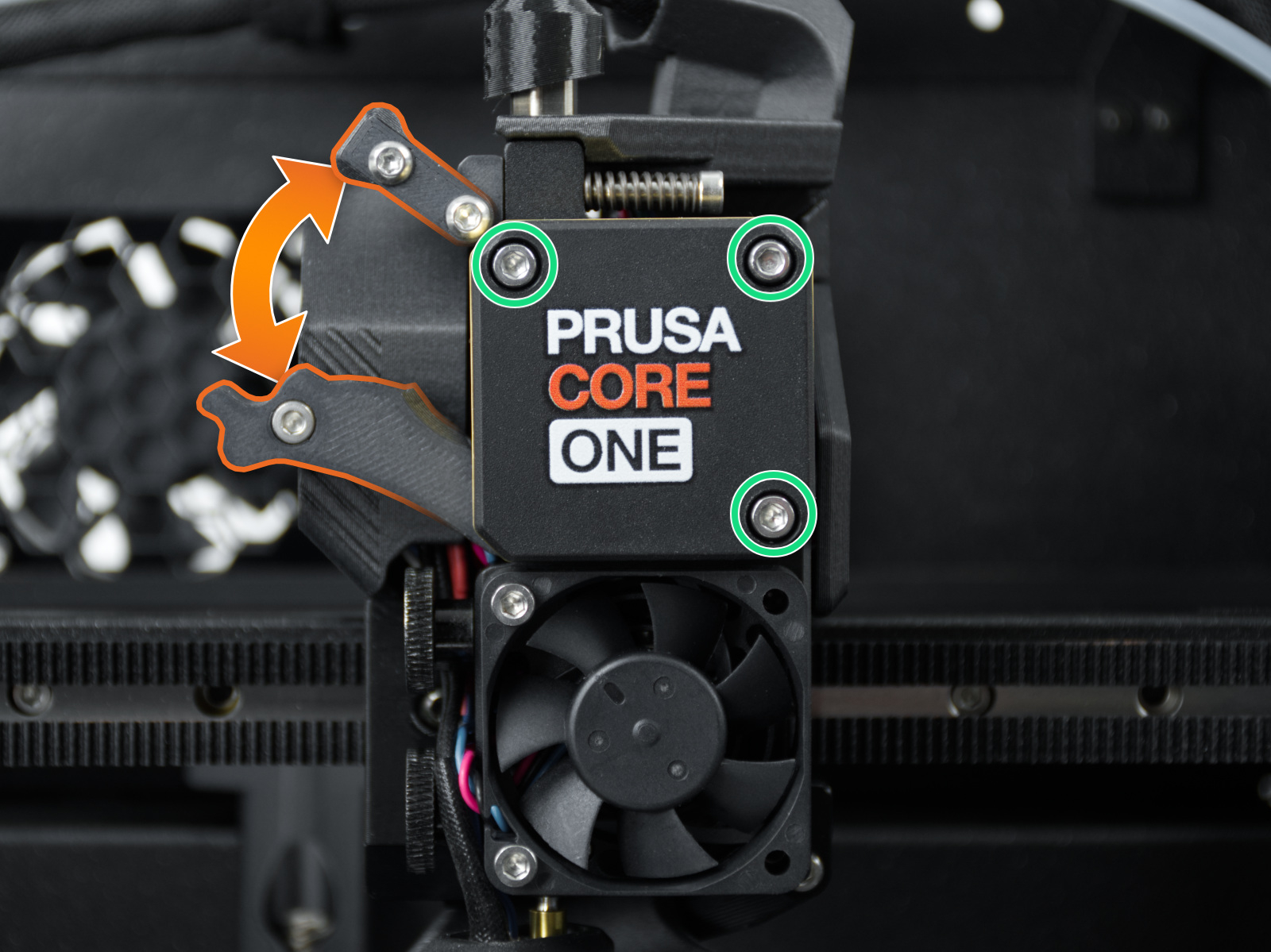
Šrouby idleru extruderu
Na extruderu jsou dva přítlačné šroubky pro nastavení správné vzdálenosti mezi podávacím kolečkem a dvěma přítlačnými kolečky. Ty jsou z výroby nastaveny do optimální polohy. Pokud dojde k zásahu do tohoto dílu, bude nutné nastavit přítlačné šroubky idleru do optimální pozice: hroty šroubů musí být zarovnány s předním povrchem matky idleru. Poté uzavřete idler blok.
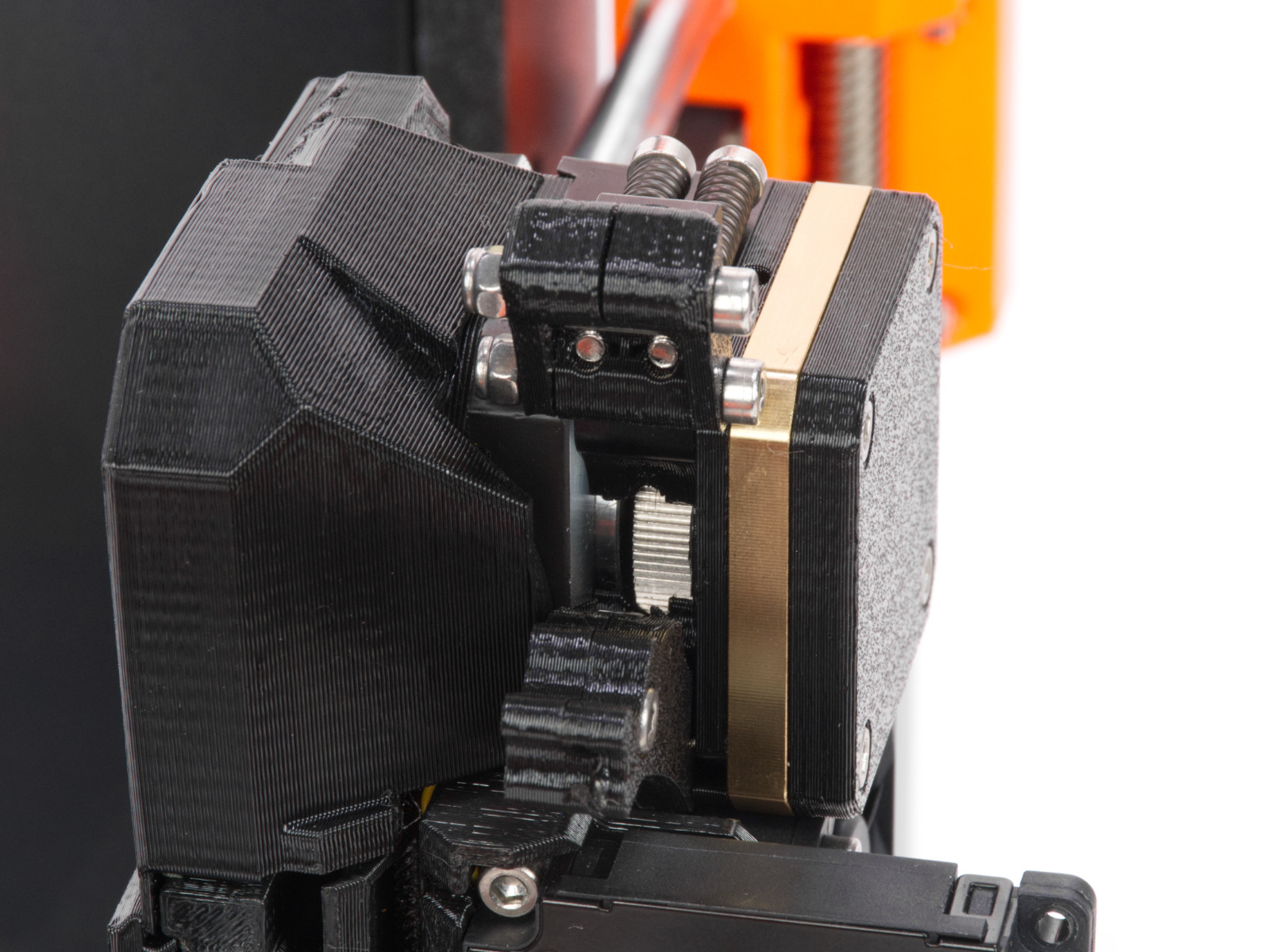 | |
Podávací kolečka
V drážkách podávacího ústrojí se časem mohou tvořit nánosy zbytků filamentu, které pak způsobují nedostatečné vytlačování filamentu. Přístup k extruderu získáte zvednutím matky idleru a následným posunutím hřídele idleru. Nečistoty můžete vyfoukat stlačeným vzduchem nebo použít mosazný kartáček či obyčejné párátko. Použijte přístupový otvor na boku extruderu.
Postupy vyžadující zahřátí trysky
Akupnkturní jehla (tryska bez vysokého průtoku - high flow)
- Zahřejte trysku na příslušnou teplotu dle filamentu, který chcete použít. Nejprve zaveďte filament a poté do trysky zespodu do hloubky přibližně 1-2 cm vložte akupunkturní jehlu (je součástí balení) nebo tenký drátek (0,3-0,35 mm). Pokud z trysky začne náhle vytékat materiál, použijte ochranné rukavice.
- V nabídce LCD vyberte možnost Zavést filament a zkontrolujte, zda tryska skutečně vytlačuje filament ven.
- Znovu zasuňte do trysky drátek nebo akupunkturní jehlu a celý proces několikrát zopakujte. Pokud je již filament extrudován správně, tryska je čistá.
Zasuňte nový filament do trysky
Tento postup je použitelný pro trysky s vysokým i nízkým průtokem.
- Otevřete idler extruderu.
- Přejděte na horní část Nextruderu vaší tiskárny a odstraňte veškeré fitinky, pokud se zde nějaké nachází.
- Připravte přibližně 40 cm filamentu PLA pro použití v následujících krocích.
- Přejděte do LCD Menu -> Ovládání -> Teplota -> Tryska. Nastavte teplotu trysky na 260 °C, pokud jste používali PLA, nebo na 280 °C, pokud jste používali materiály s vyšší teplotou, jako je PETG nebo ASA.
- Až tryska dosáhne požadované teploty, počkejte 2 minuty. Zkontrolujte, zda filament začne vytékat nebo odkapávat.
- Zatlačte nový filament do Nextruderu.
Pokud začne filament po krocích 5 a 6 vytékat z trysky, ucpání se zřejmě podařilo odstranit. Pokuste se zavést filament nebo provést zkušební tisk a vše ověřte.
Pokud se nepodařilo průtok filamentu pomocí těchto kroků obnovit, je nejpravděpodobněji nutné vyměnit trysku, protože ucpání je zřejmě hlouběji než jen na jejím konci.
Cold pull
Cold pull je další technika, která může pomoci uvolnit trysku. Pokud však nepomohl postup v předchozím odstavci - „zatlačení nového filamentu do trysky“ - obnovit tok filamentu, je nepravděpodobné, že by postup cold pull pomohl.
Nicméně stále doporučujeme pokusit se provést automatický cold pull, pokud je na vašem modelu tiskárny dostupný.
1 komentář