Co se stalo?
Tiskárna zobrazuje zprávu "Length of an axis is too long. Motor current is too low, probably. Retry check, pause or resume the print?"
Název chyby: Crash recovery axis long
Kód chyby: #31809 (CORE One) #35809 (CORE One L) #26809 (MK4S) #13809 (MK4) #27809 (MK3.9S) #21809 (MK3.9) #28809 (MK3.5S) #23809 (MK3.5) #17809 (XL) #12809 (MINI)
Jak to spravit?
Zkontrolujte napětí řemenů
Obecně platí, že se řemen může časem uvolnit. Mírné uvolnění během tisku může způsobit zobrazení varování.
Při kontrole a nastavování napnutí řemene postupujte podle instrukcí uvedených v příslušném návodu k nastavení řemene pro váš model tiskárny.
Zkontrolujte motory os X/Y a řemeničky
Pokud se jedna z řemeniček motoru časem uvolní, dojde k její nesprávné orientaci a nepravidelnému pohybu. Řemeničky jsou na každém z obou motorů XY umístěny odlišně. Každá motorová řemenička má dva stavěcí šrouby, z nichž jeden musí být vyrovnán s rovnou částí hřídele motoru.
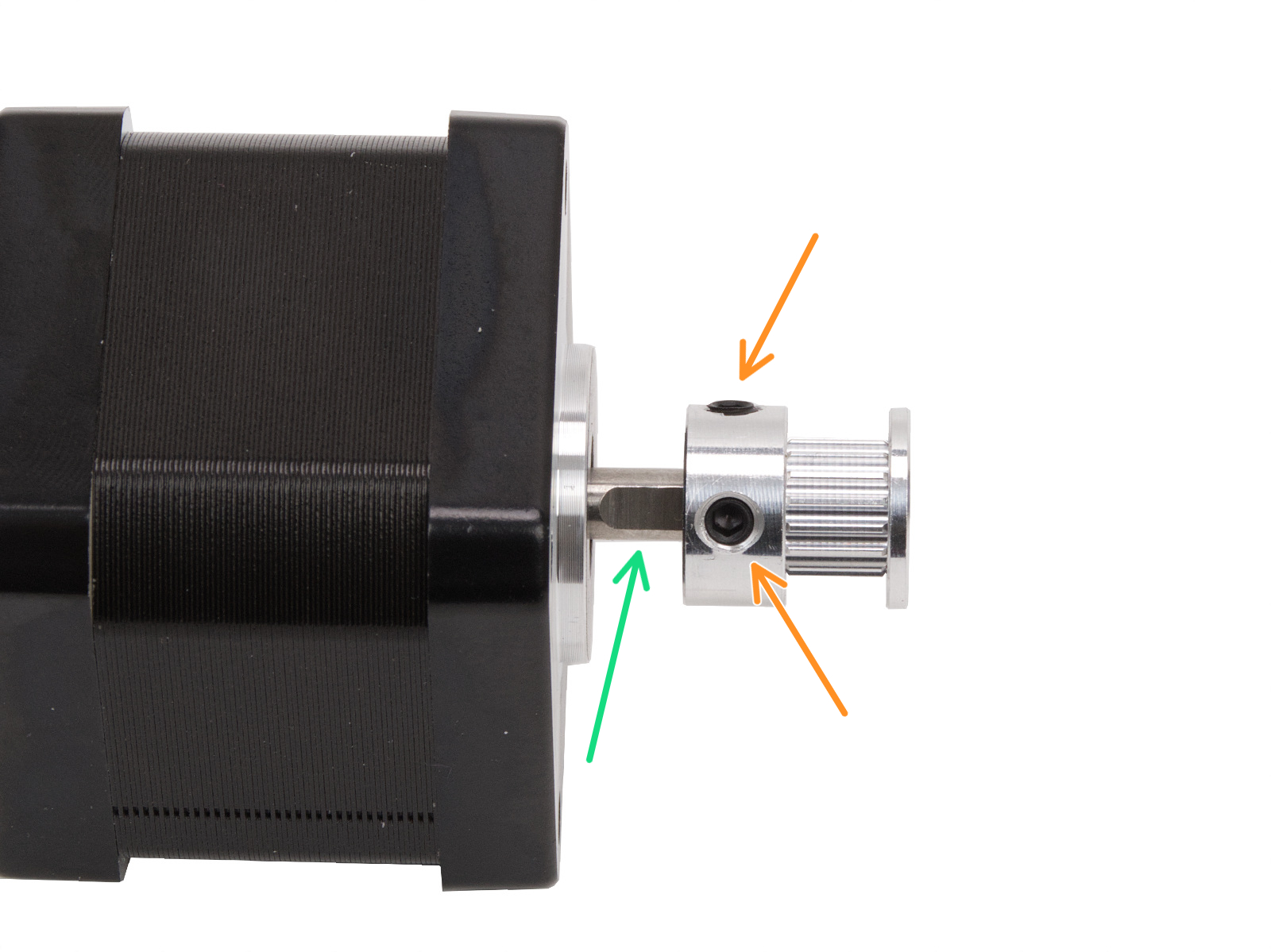
Všimněte si, že poloha a orientace řemeničky se může u jednotlivých tiskáren a jejich motorů lišit.
CORE One, CORE One L
Řemeničky jsou umístěny odlišně na každém z motorů X a Y. Při pohledu zepředu tiskárny:
- Vlevo
- Zuby řemene jsou nad stavěcími šrouby.
- Vpravo
- Zuby řemene jsou pod stavěcími šrouby.
 |  |
XL
Řemeničky jsou na každém z obou motorů XY umístěny odlišně. Při pohledu zepředu tiskárny:
- Vlevo
- Všimněte si orientace řemeničky. Zuby pro řemen jsou pod stavečnými šrouby.
- Řemenička je o 2,5 mm vyšší než začátek ploché části hřídele motoru. Jako referenci použijte 2,5mm inbusový klíč.
- Alternativně změřte vzdálenost mezi začátkem hřídele motoru a řemeničkou, 3,6 mm.
- Vpravo
- Všimněte si orientace řemeničky. Zuby pro řemen jsou nad stavěcími šrouby.
- Řemenička je v jedné rovině s horním okrajem hřídele motoru.
 |  |
MK4/S, MK3.9/S
- Zkontrolujte řemeničky na hřídelích motorů X a Y. Jeden ze stavěcích šroubů musí být pevně utažen přes plochou část hřídele motoru. Mezi motorem a řemeničkou by měla být malá mezera a musí být ve správné orientaci a poloze..
 |  |
| Správná orientace a poloha řemeničky osy X | Správná orientace a poloha řemeničky osy X |
 |  |
| Správná orientace a poloha řemeničky osy Y. | Správná orientace a poloha řemeničky osy Y. |
MK3.5/S
Podle obrázků níže zkontrolujte orientaci a polohu řemeničky. Ujistěte se, že mezi řemeničkou a motorem je malá mezera, že jeden ze stavěcích šroubů je zarovnán s plochou částí hřídele motoru a že druhý stavěcí šroub je také přiměřeně utažen.
 |  |
| Správná orientace a poloha řemeničky osy X | Správná orientace a poloha řemeničky osy Y |
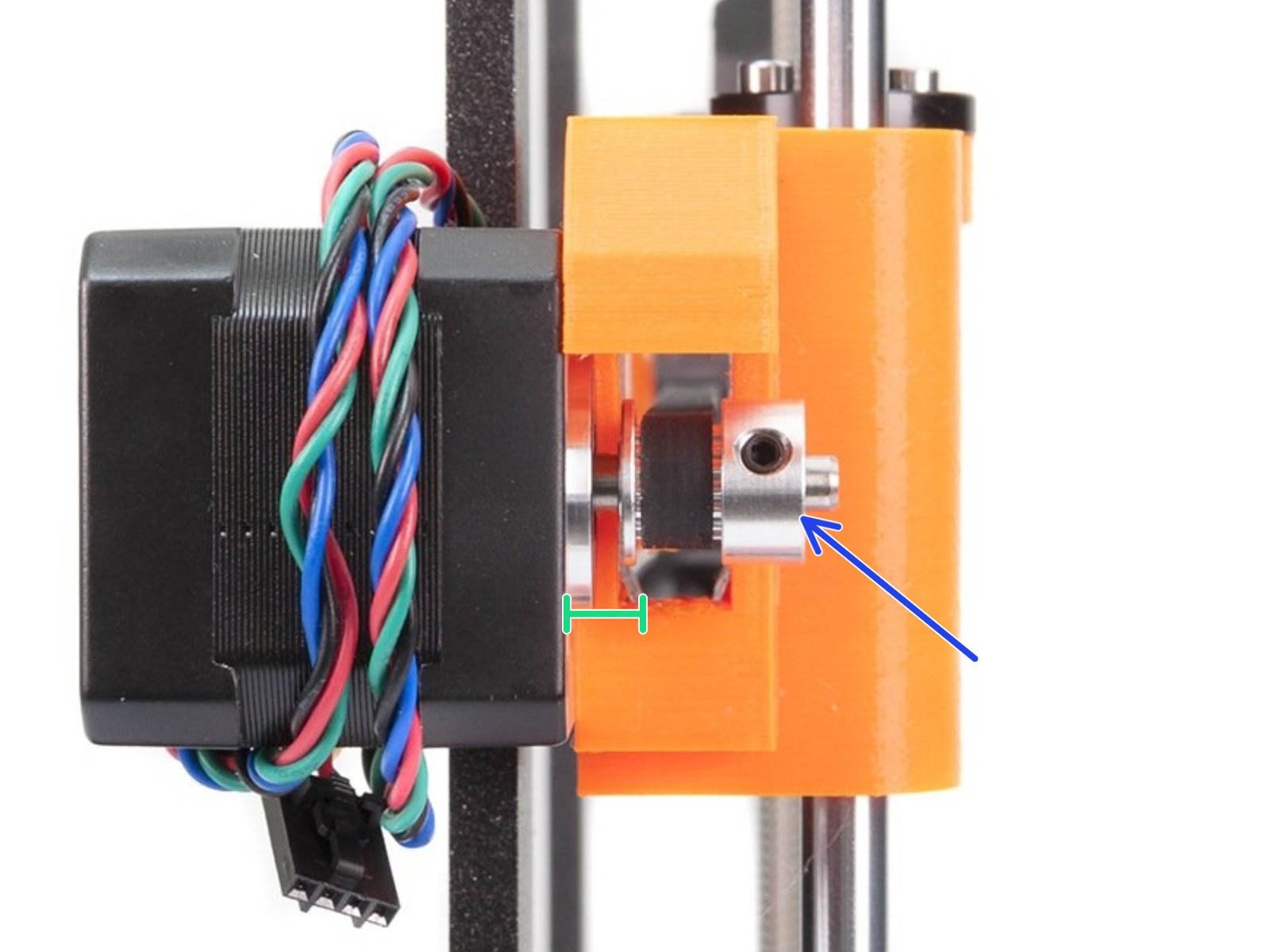
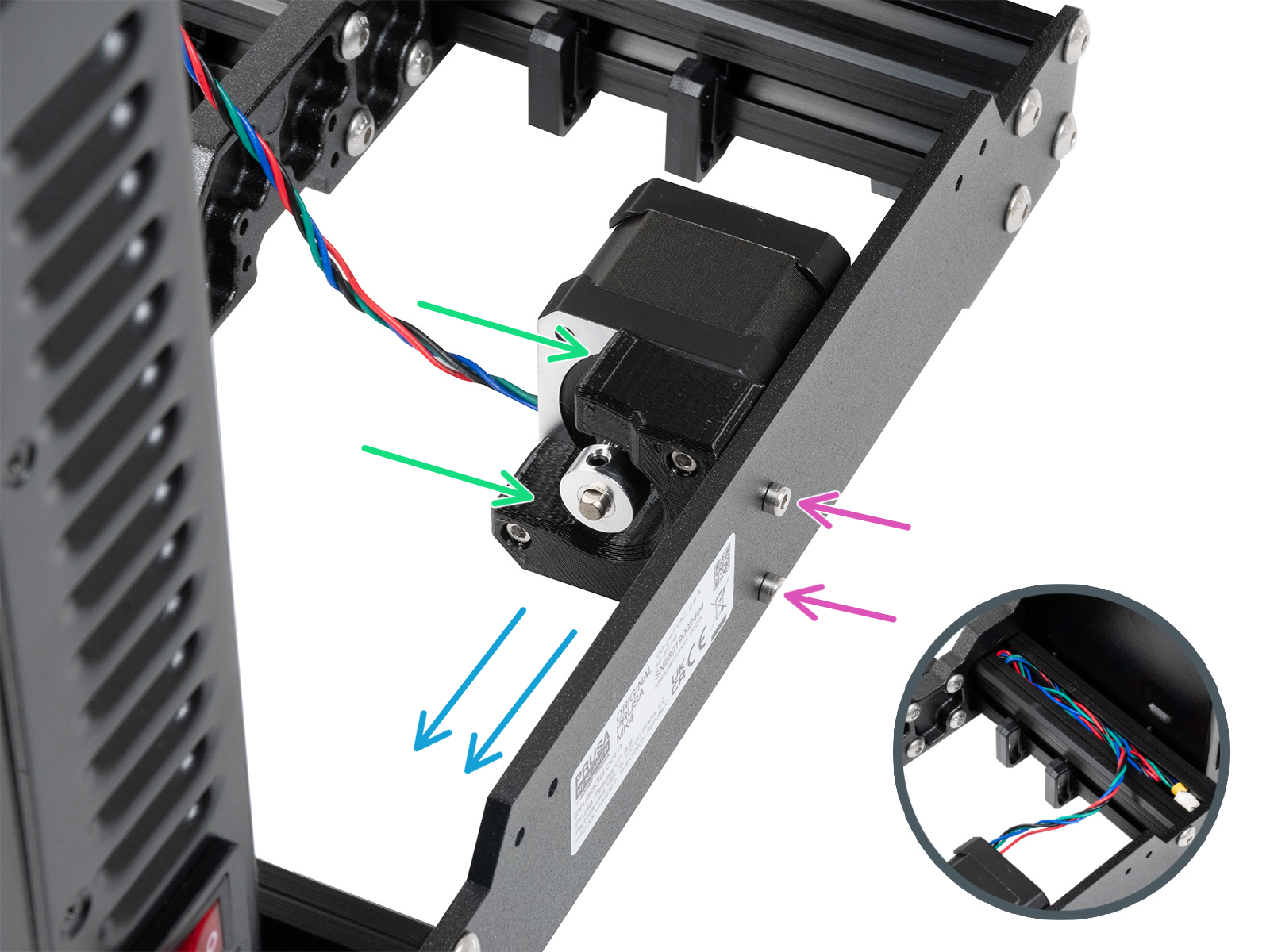
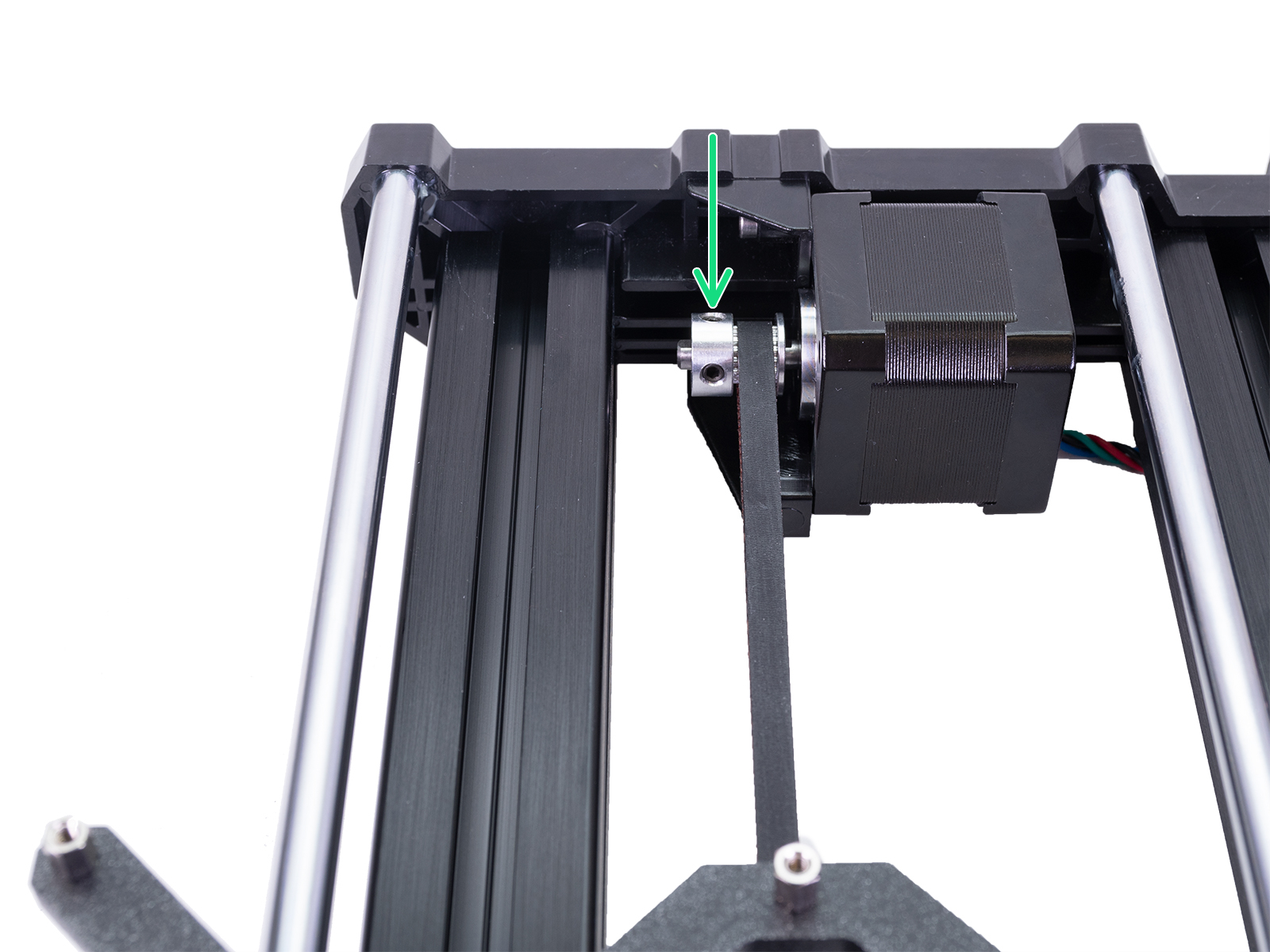
MINI/+
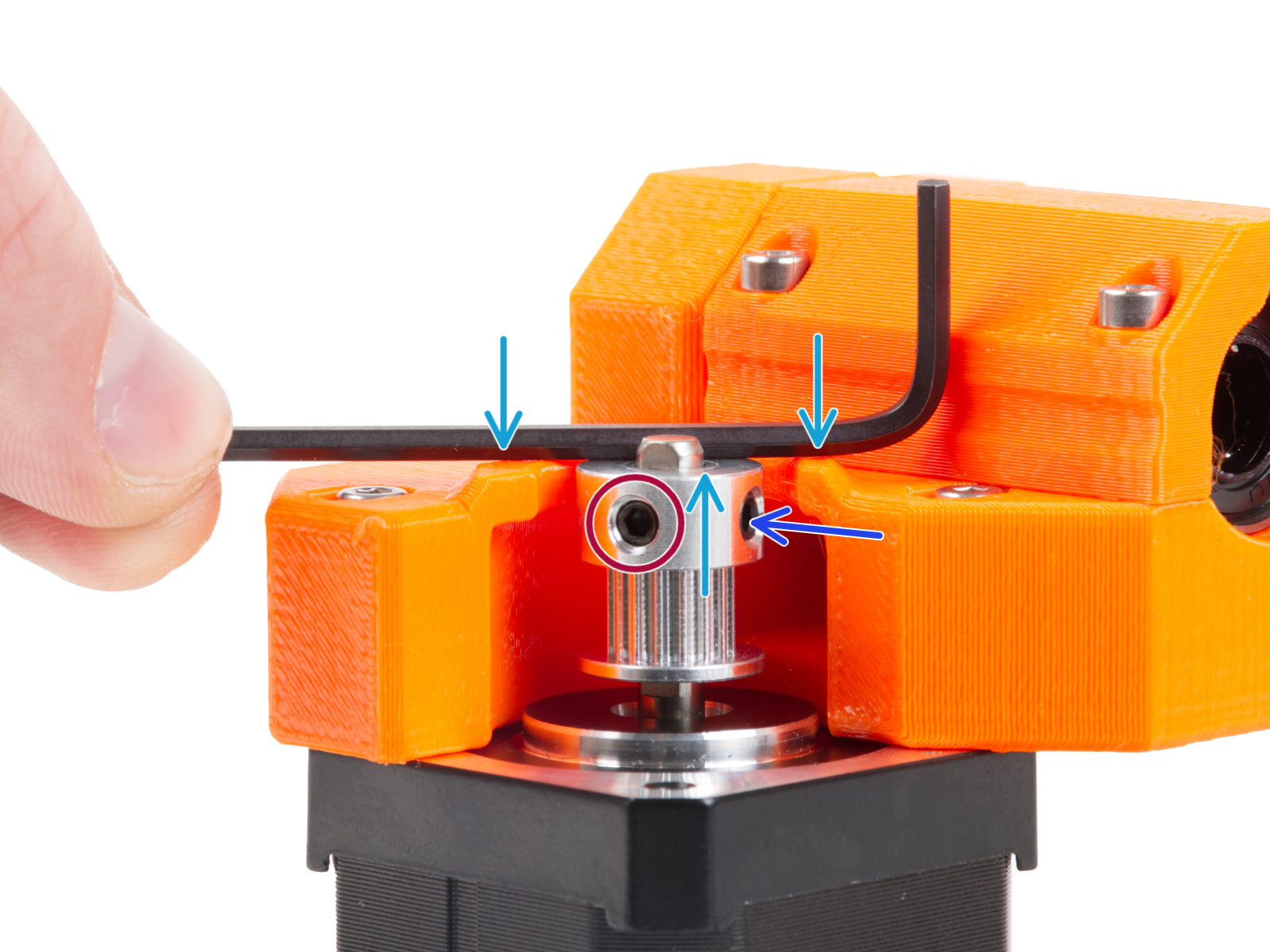
Zkontrolujte, zda je řemenička motoru osy Y v souladu s orientací a polohou na obrázku níže. Řemenička má dva stavěcí šrouby, ujistěte se, že jeden ze dvou stavěcích šroubů je zarovnán s plochou částí hřídele motoru. Ujistěte se, že je také utažen druhý stavěcí šroub, ale ne příliš, a že mezi řemeničkou a motorem je malá mezera.
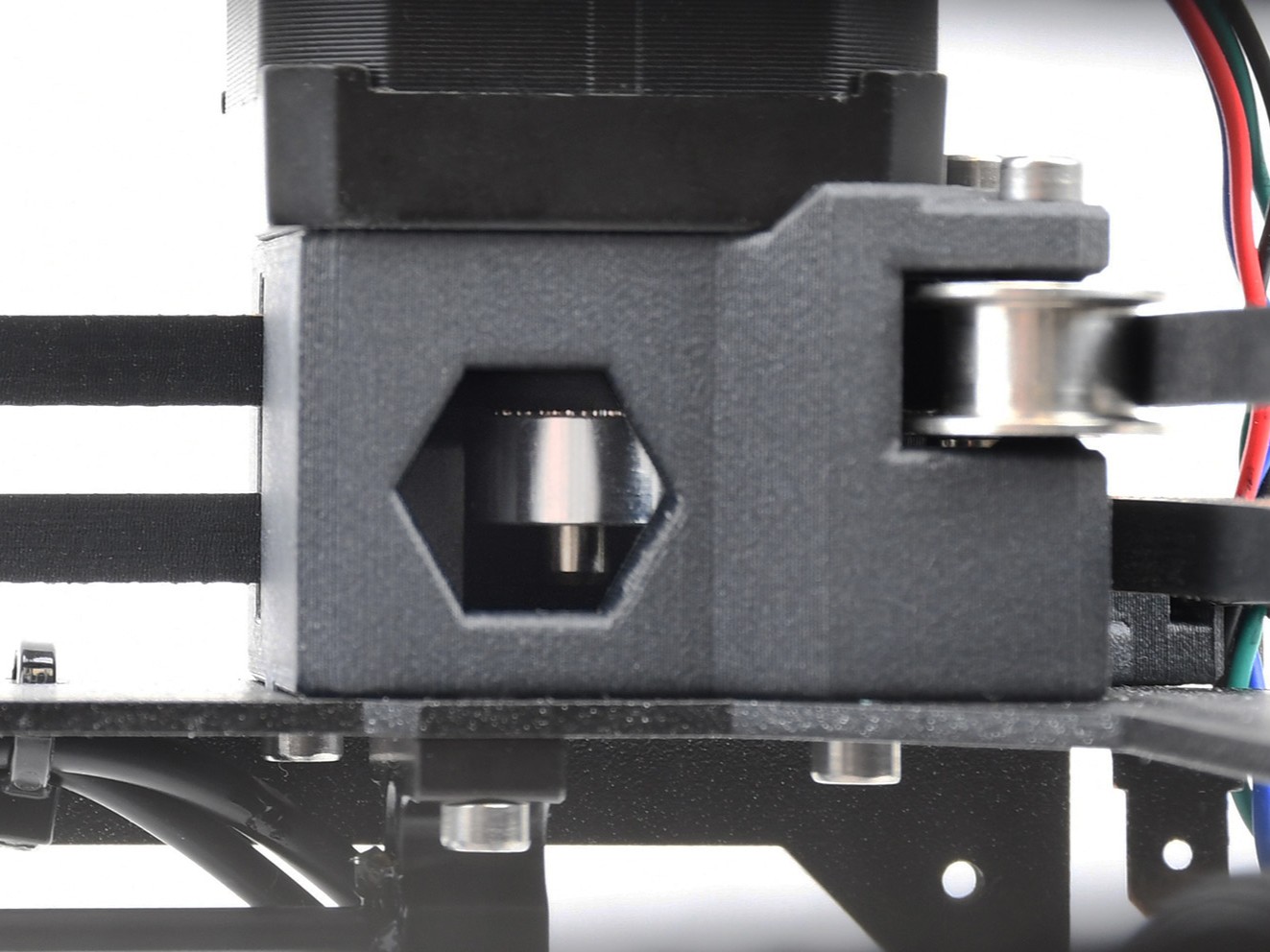
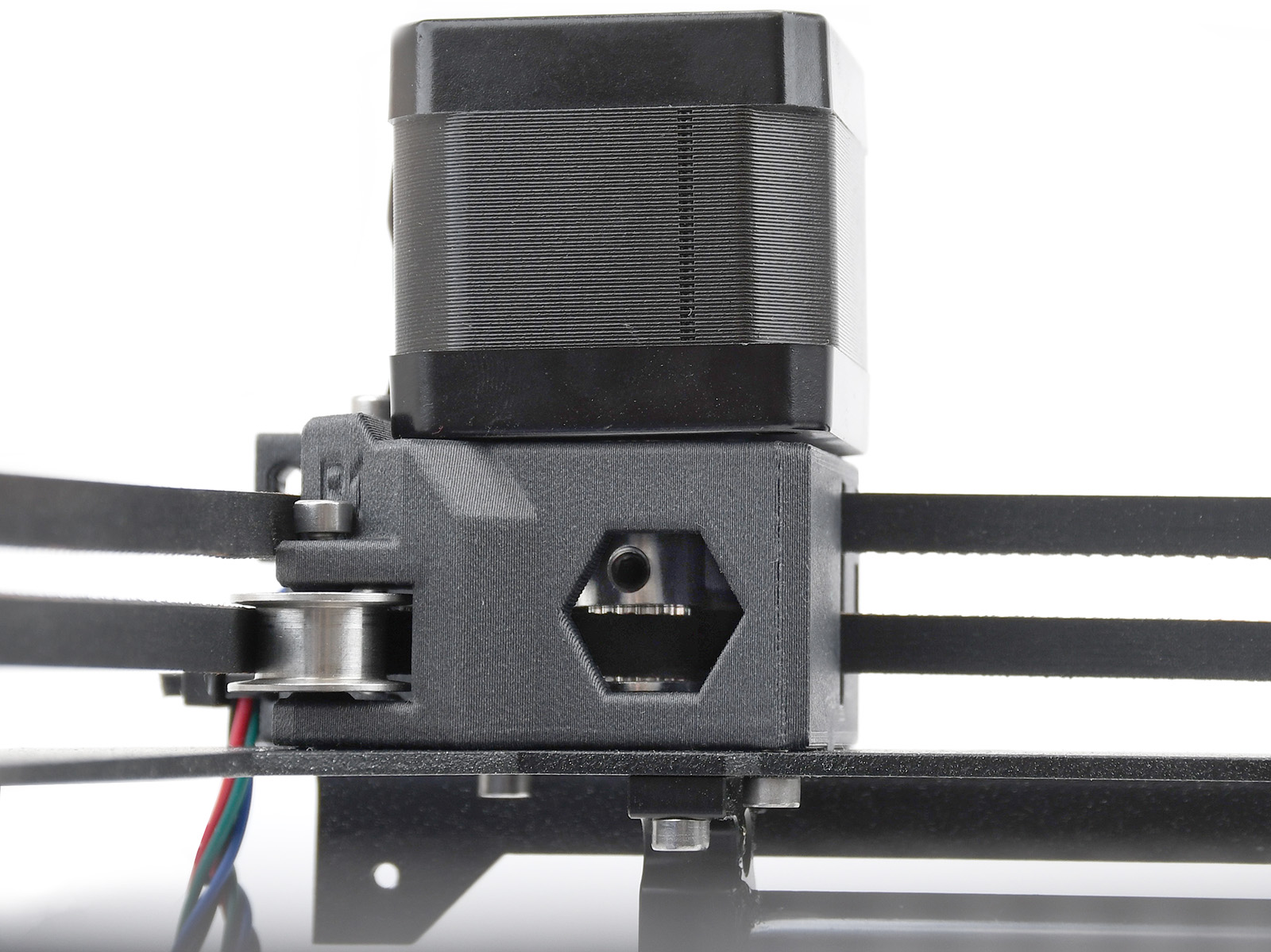
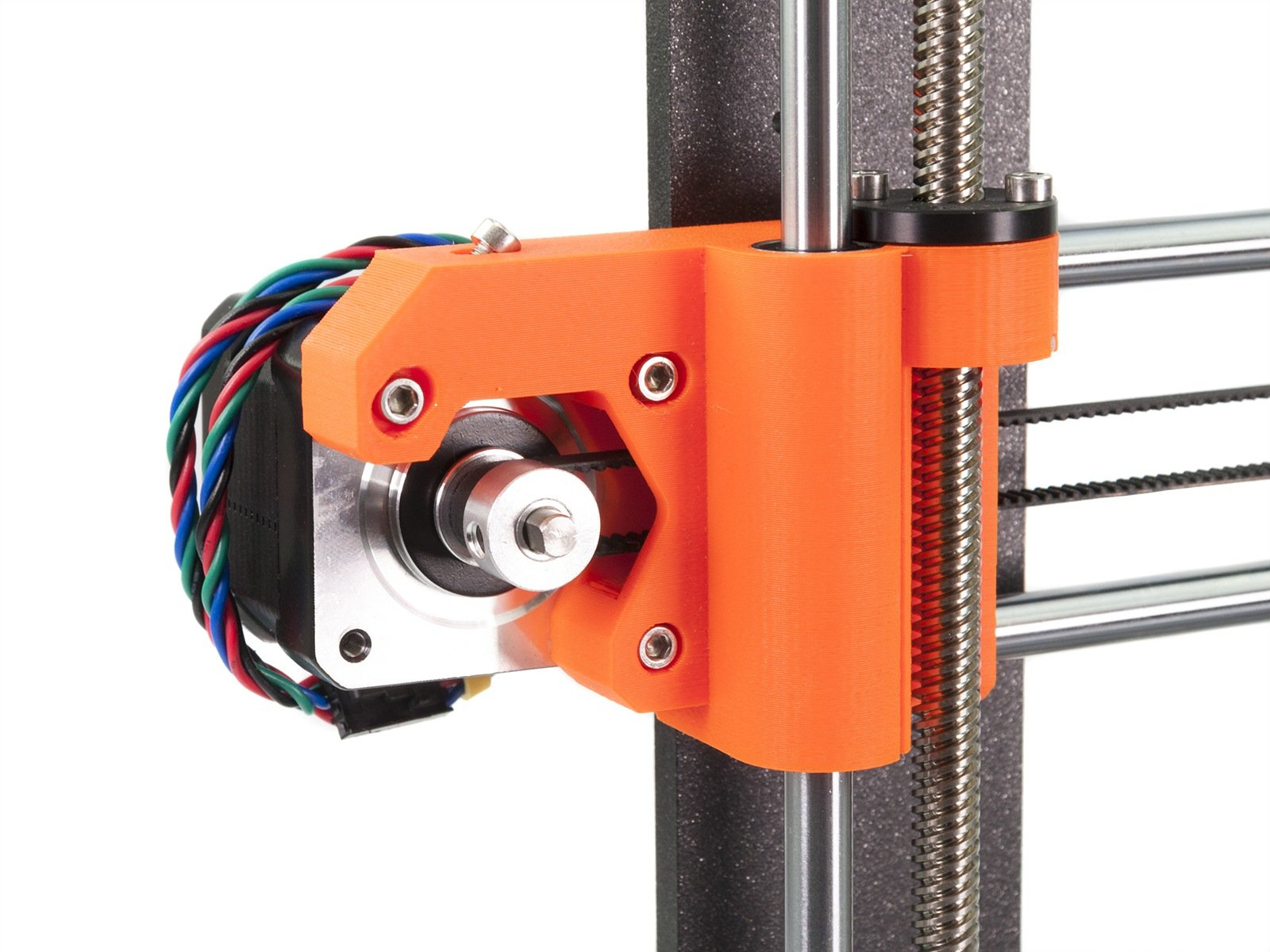
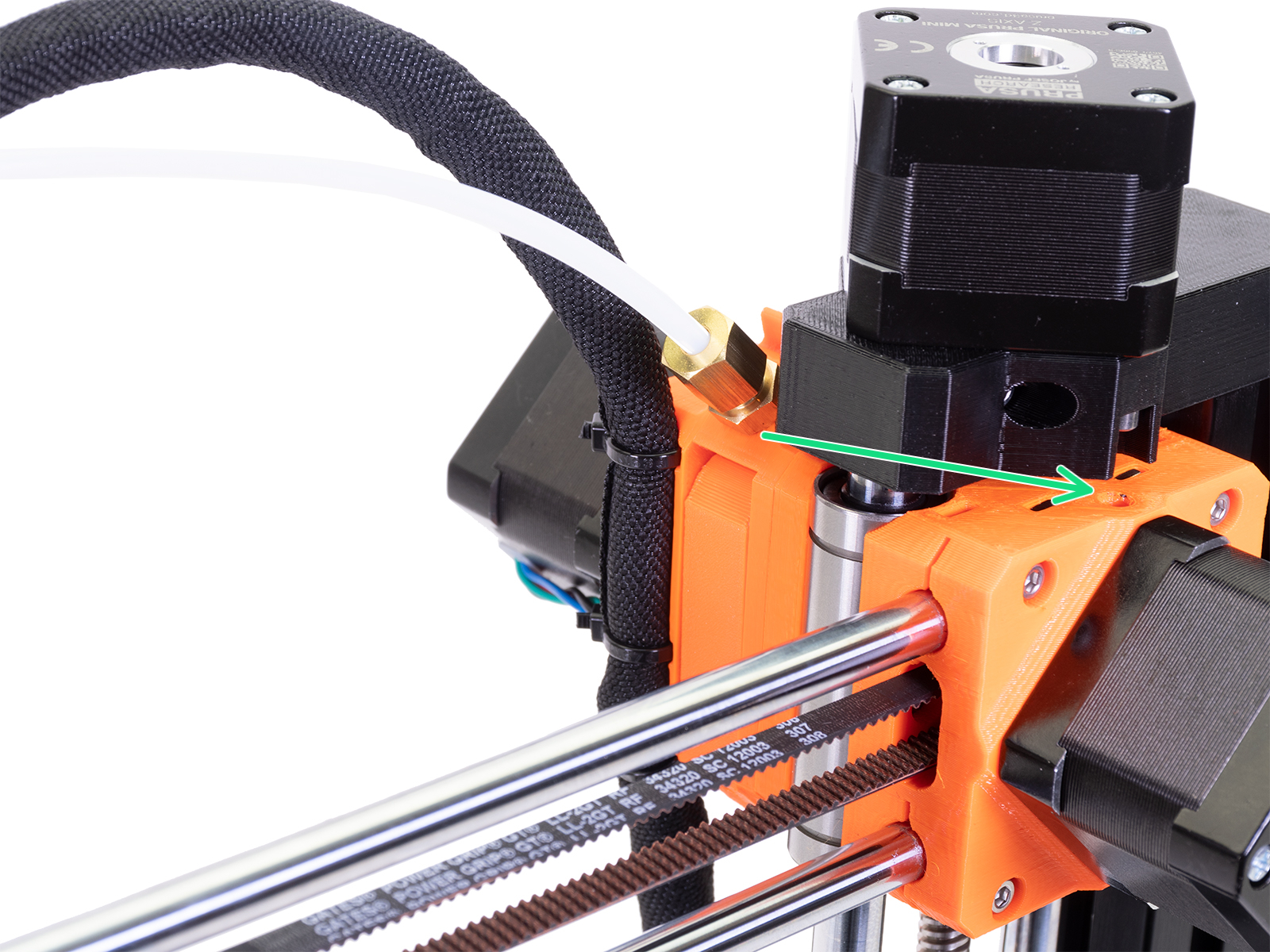
Je možné zkontrolovat, zda je řemenička osy X utažená, pomocí inspekčního otvoru. V některých případech však může být nutné provést částečnou demontáž, aby bylo možné ověřit a obnovit zarovnání mezi jedním ze stavěcích šroubů a plochou částí hřídele motoru osy X. Níže jsou uvedeny kroky, které je třeba provést, pokud je tato demontáž nutná.
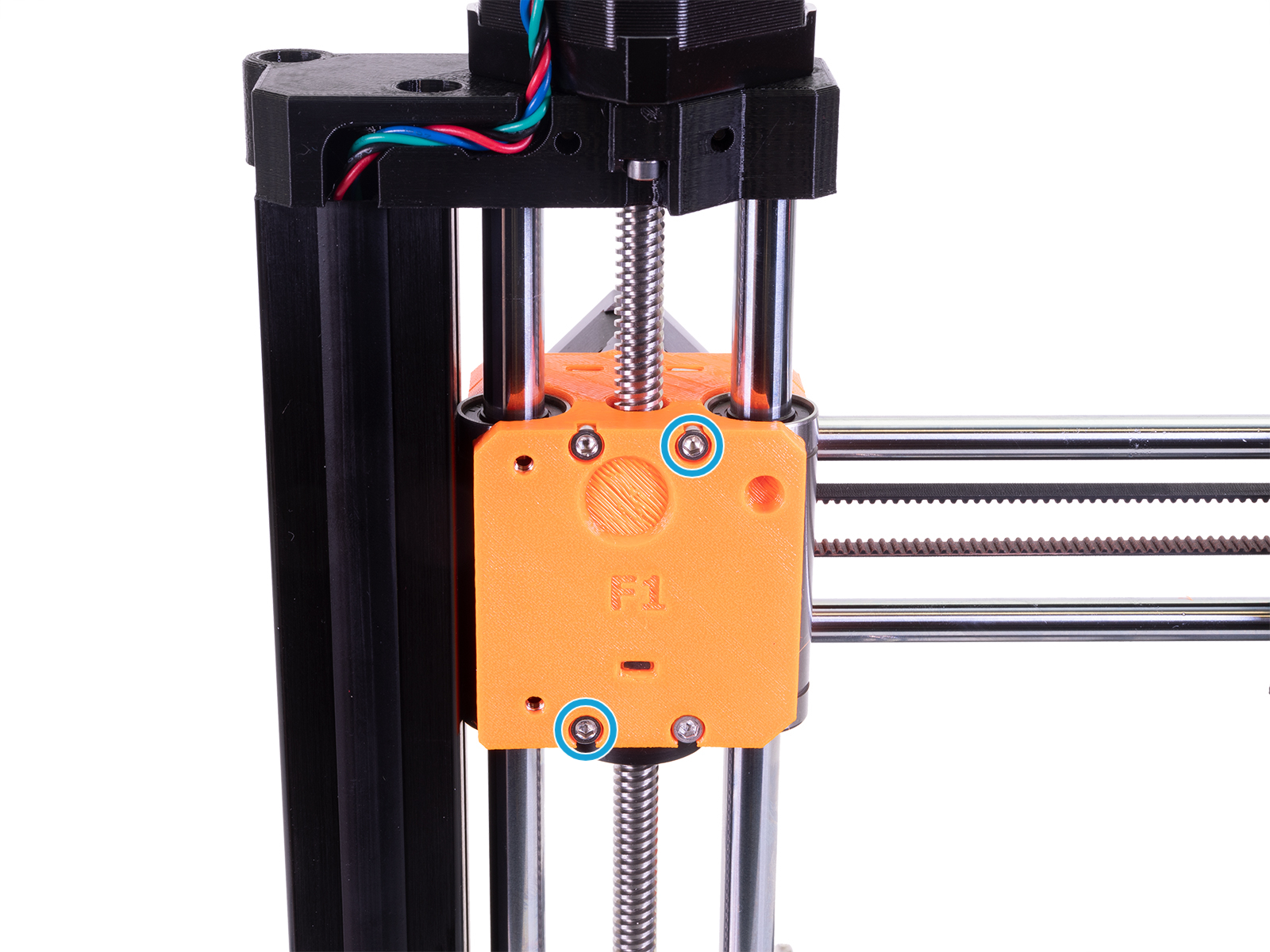
- Povolte horní šroub M3x25. Inspekční dvířka se mohou uvolnit; dočasně je sundejte.
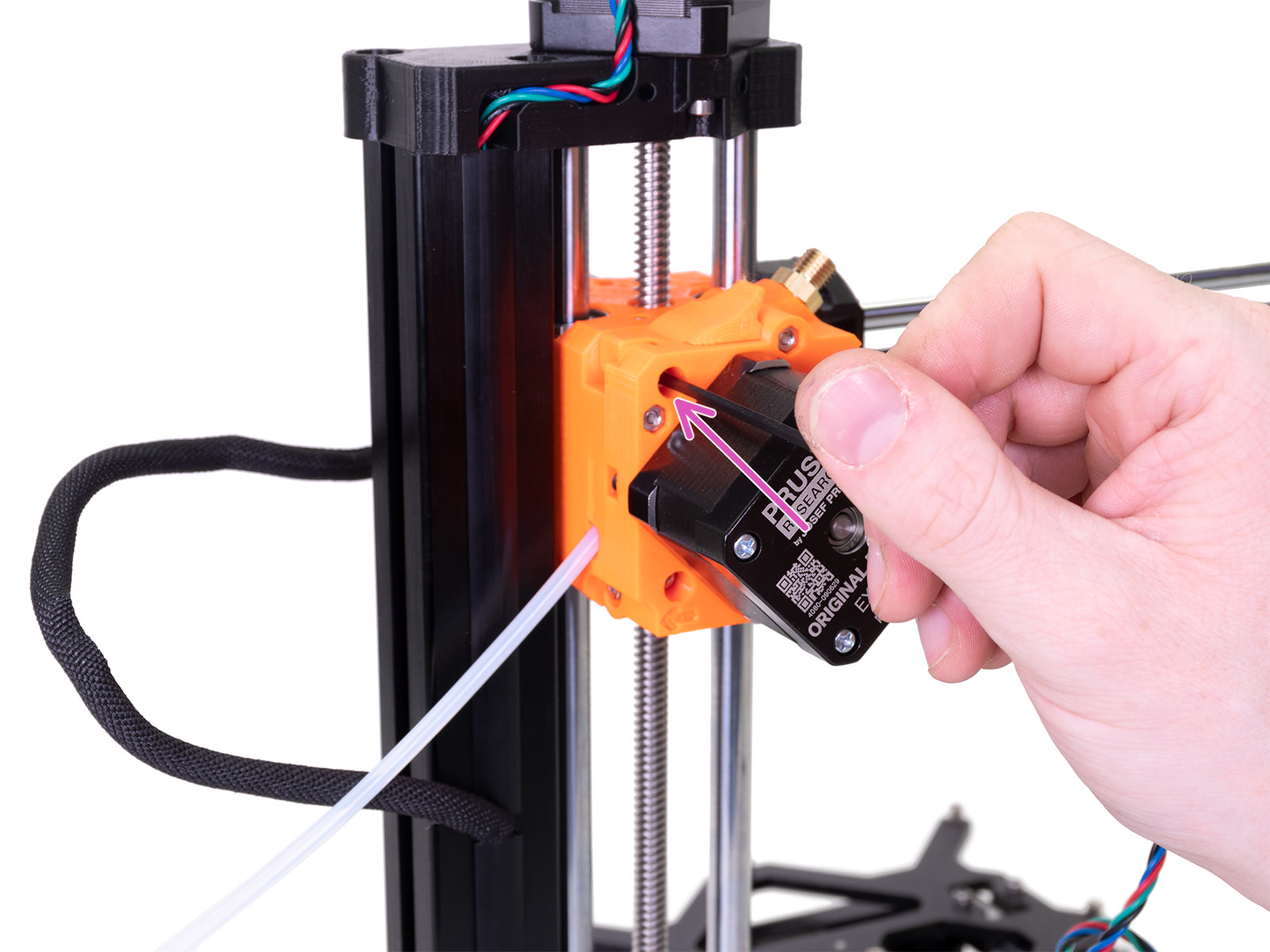
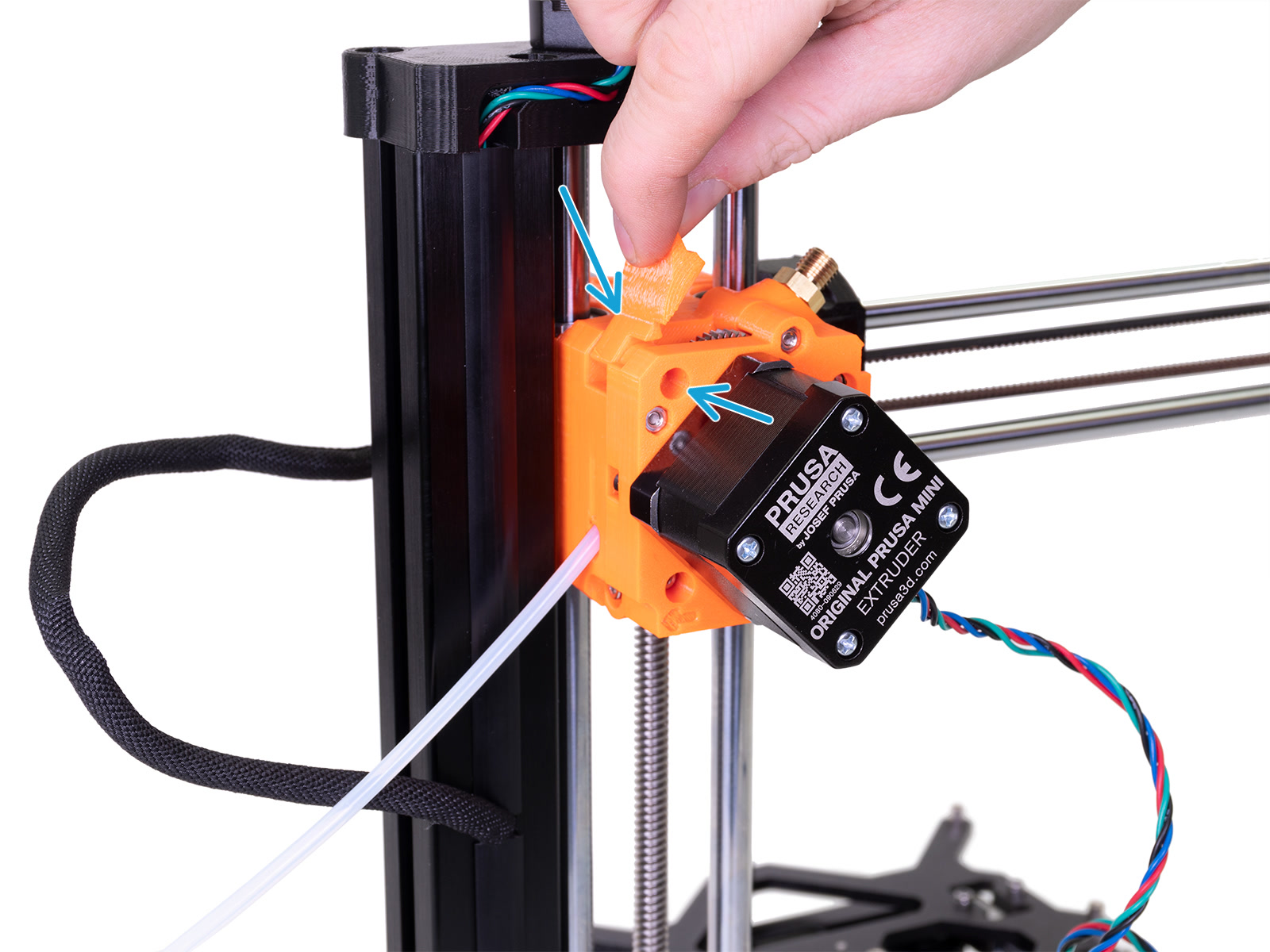
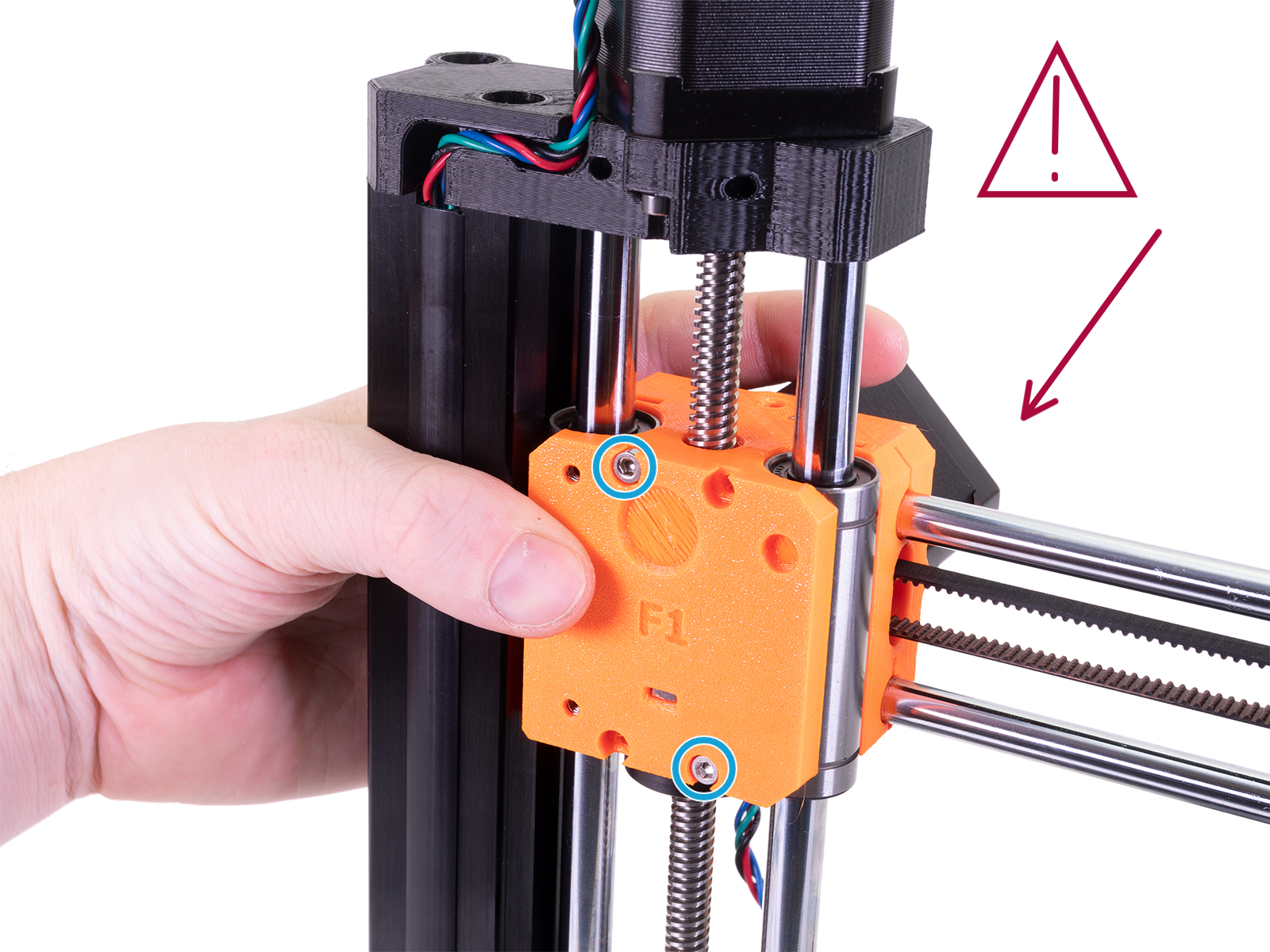
- Držte díly volnou rukou! Povolte spodní šroub M3x25 a sejměte blok extruderu.
 |  |
- Povolte šrouby M3x20, které drží trapézovou matici.
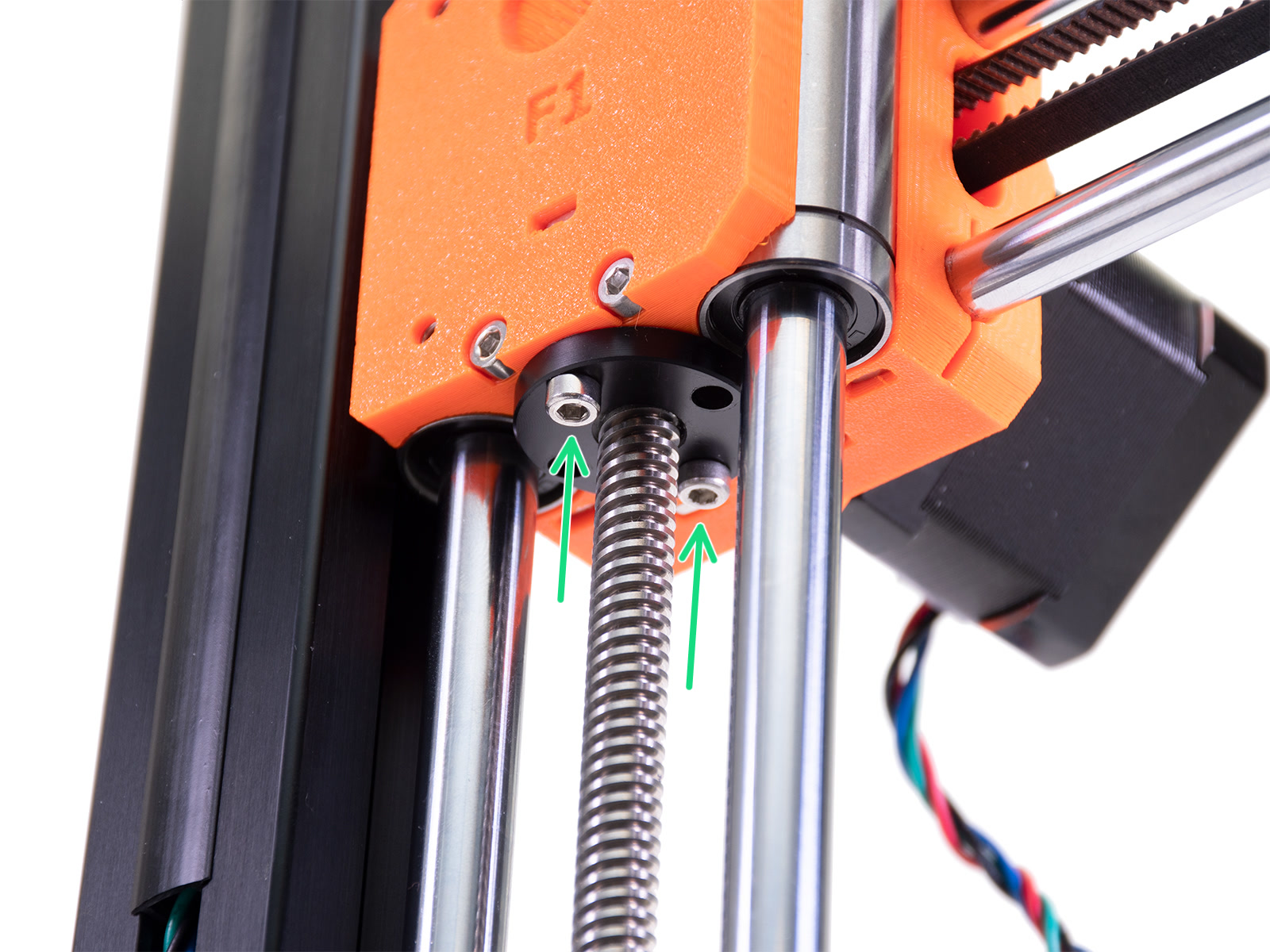
- Držte díly volnou rukou! Povolte šrouby M3x30, které drží blok osy X.
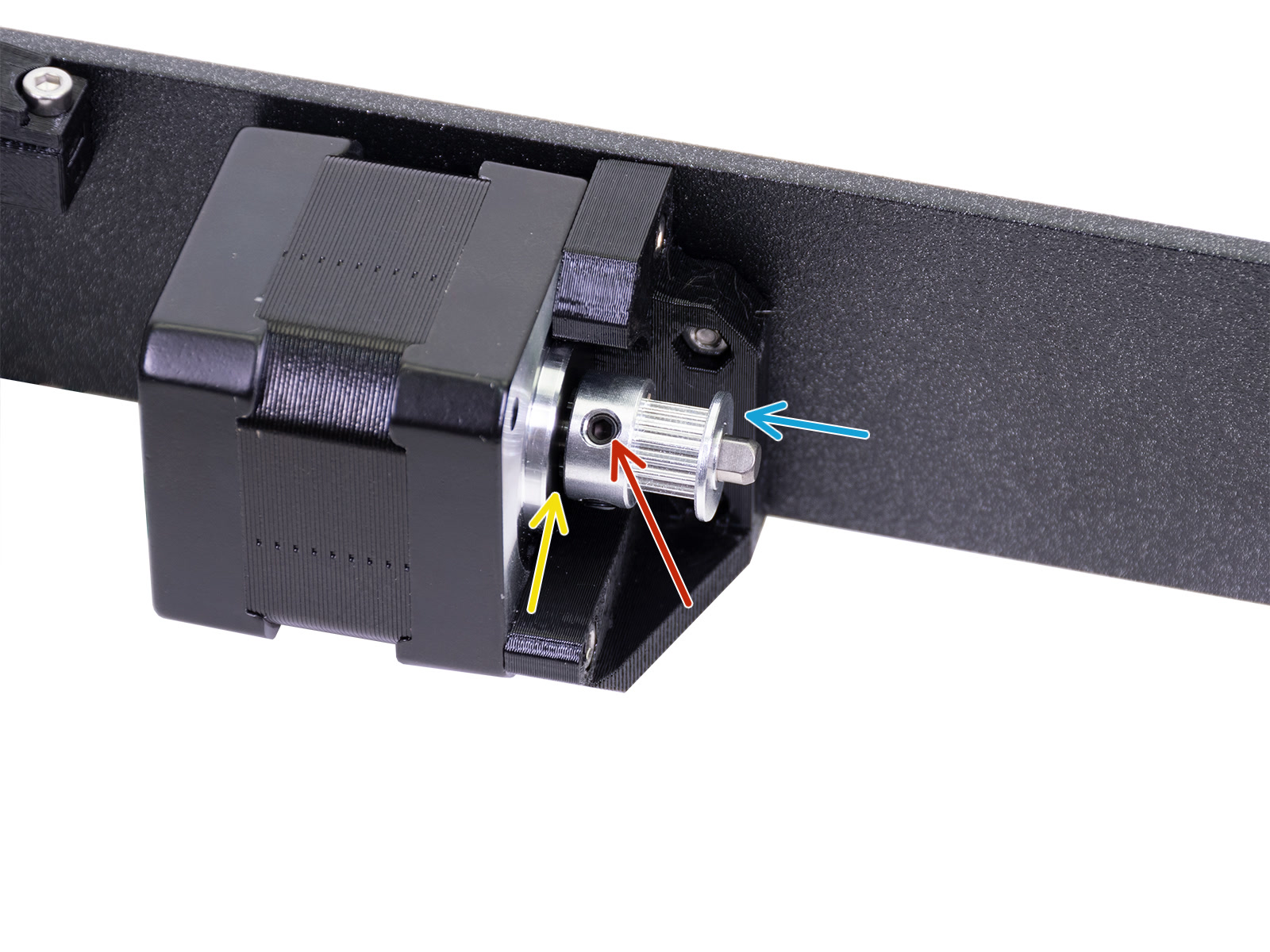
- Přesuňte tiskovou hlavu a podívejte se do inspekčního otvoru řemeničky osy X. Zastavte se, když uvidíte změnu v kontrolním otvoru, když je jeden ze dvou stavěcích šroubů řemenice zarovnán s otvorem.
- Porovnejte polohu stavěcího šroubu s rovnou částí hřídele motoru.

- V případě uvolněného nebo nesprávně zarovnaného stavěcího šroubu utáhněte jeden stavěcí šroub proti ploché části hřídele motoru a ujistěte se, že druhý stavěcí šroub je také dostatečně utažený. K tomuto kroku použijte 2,0mm inbusový klíč.
- Znovu sestavte tiskárnu provedením výše uvedených kroků v opačném pořadí.