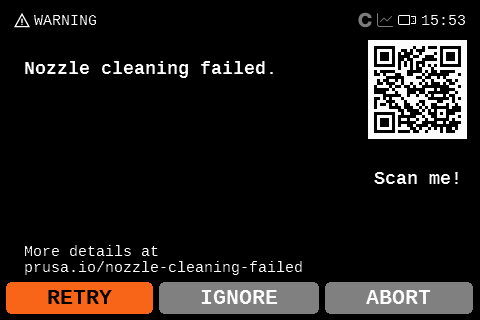
Pro dosažení vysoce kvalitních výtisků musí tryska správně přilnout k tiskovému povrchu. Pokud se tak nestane, tiskárna zobrazí zprávu „Čištění trysky se nezdařilo.“
Průvodce čištěním trysky
Jakmile se zpráva objeví, máte možnost tisk přerušit, ignorovat čištění trysky a spustit tisk, nebo čištění trysky zopakovat.
 | 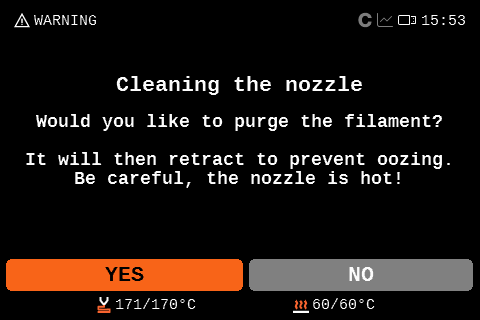 | 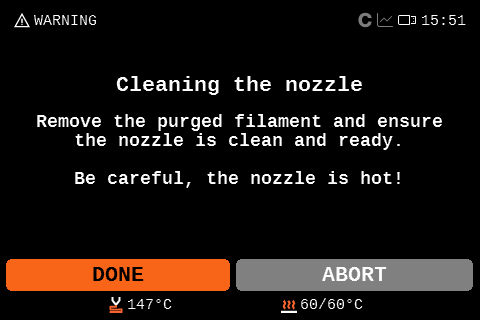 |
Pro opětovné čištění trysky můžete vytlačit více filamentu, abyste trysku zbavili nečistot. Po vytlačení se filament zatáhne, aby nedocházelo k odkapávání. Poté tiskárna znovu spustí čištění trysky. Pokud to problém nevyřeší, zkuste zkontrolovat níže uvedené položky.
Čištění trysky
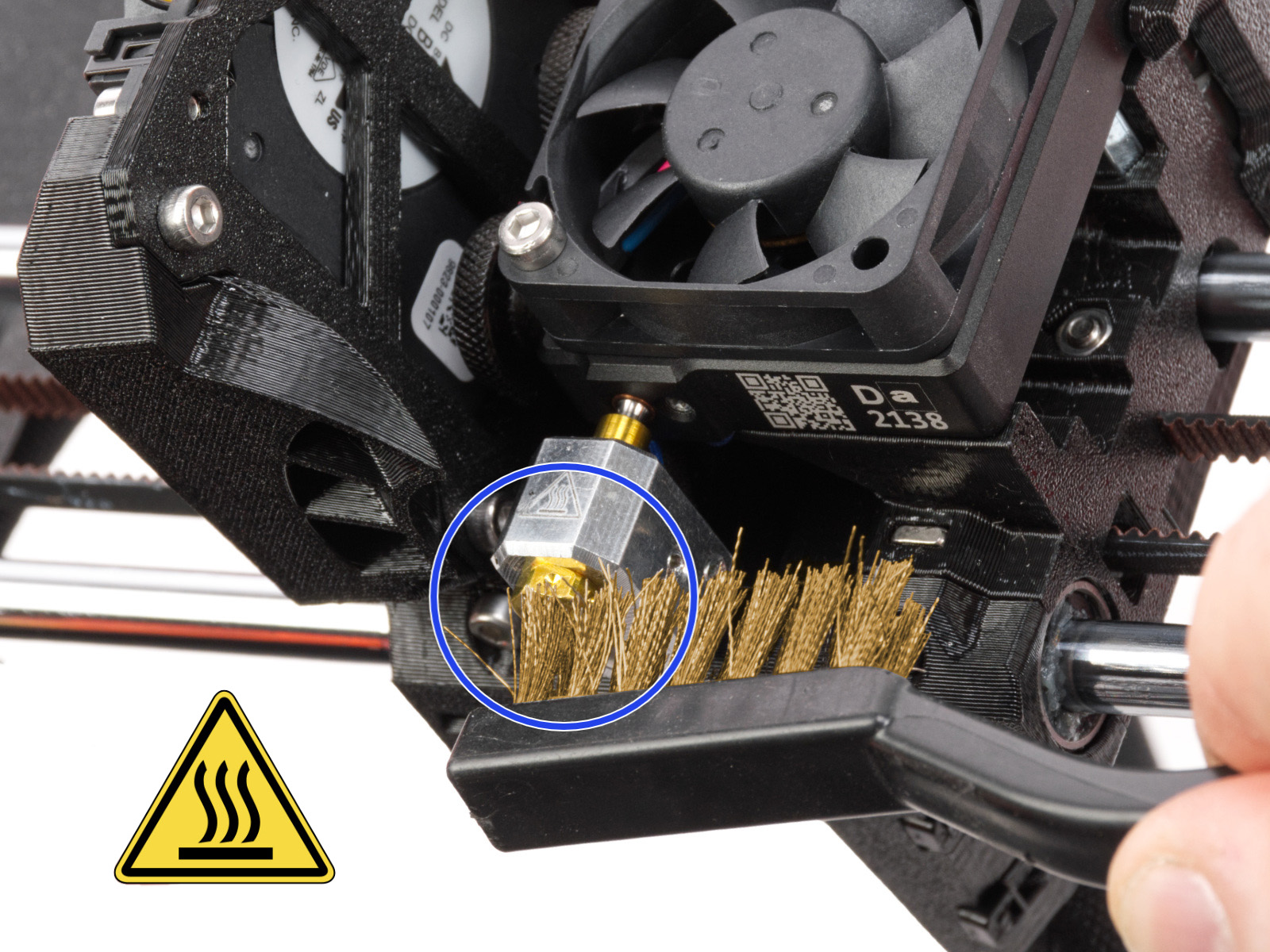
Zkontrolujte, zda na trysce nejsou nečistoty. Nečistoty na trysce nebo topném bloku mohou ovlivnit tepelné vlastnosti. Chcete-li trysku vyčistit, zahřívejte ji tři až pět minut na teplotu 250 °C, zbytky filamentu je třeba zahřát, aby se daly snáze odstranit.
Pomocí malého mosazného kartáčku odstraňte všechny staré zbytky plastu nalepené na trysce a topném bloku.
Zabraňte kontaktu kartáčku s kabely hotendu, mohlo by dojít ke zkratu.
Upozornění: Tiskárna má stále vysokou teplotu! Počkejte, až horké díly vychladnou na pokojovou teplotu. To trvá přibližně 10 minut. Tiskárny se nedotýkejte! Vždy zkontrolujte hodnoty na displeji.
Čištění ocelových tiskových plátů
Ujistěte se, že je ocelový plát čistý od zbytků filamentu. Hladký, zrnitý nebo saténový plát očistěte 90% nebo více procentním isopropylalkoholem (IPA).
Také se ujistěte, že se mezi ocelovým plátem a vyhřívanou podložkou nic nenachází
Cívka filamentu
Pokud musí extrudér vyvinout příliš velké úsilí, aby vytáhl vlákno, může dojít k chybě při čištění trysky. Pokud se tato chyba zobrazuje při použití cívky těžší než 2 kg, zkuste ji pro testování vyměnit za menší. Také, pokud máte vlastní vedení filamentu, ujistěte se, že se filament nikde nezachytává.
Zkontrolujte, zda není tryska uvolněná.
Tryska na Nextruderu musí být ve správné výšce a bezpečně dotažená. Než budete pokračovat dalším krokem, ujistěte se, že je tryska vychladlá.
XL
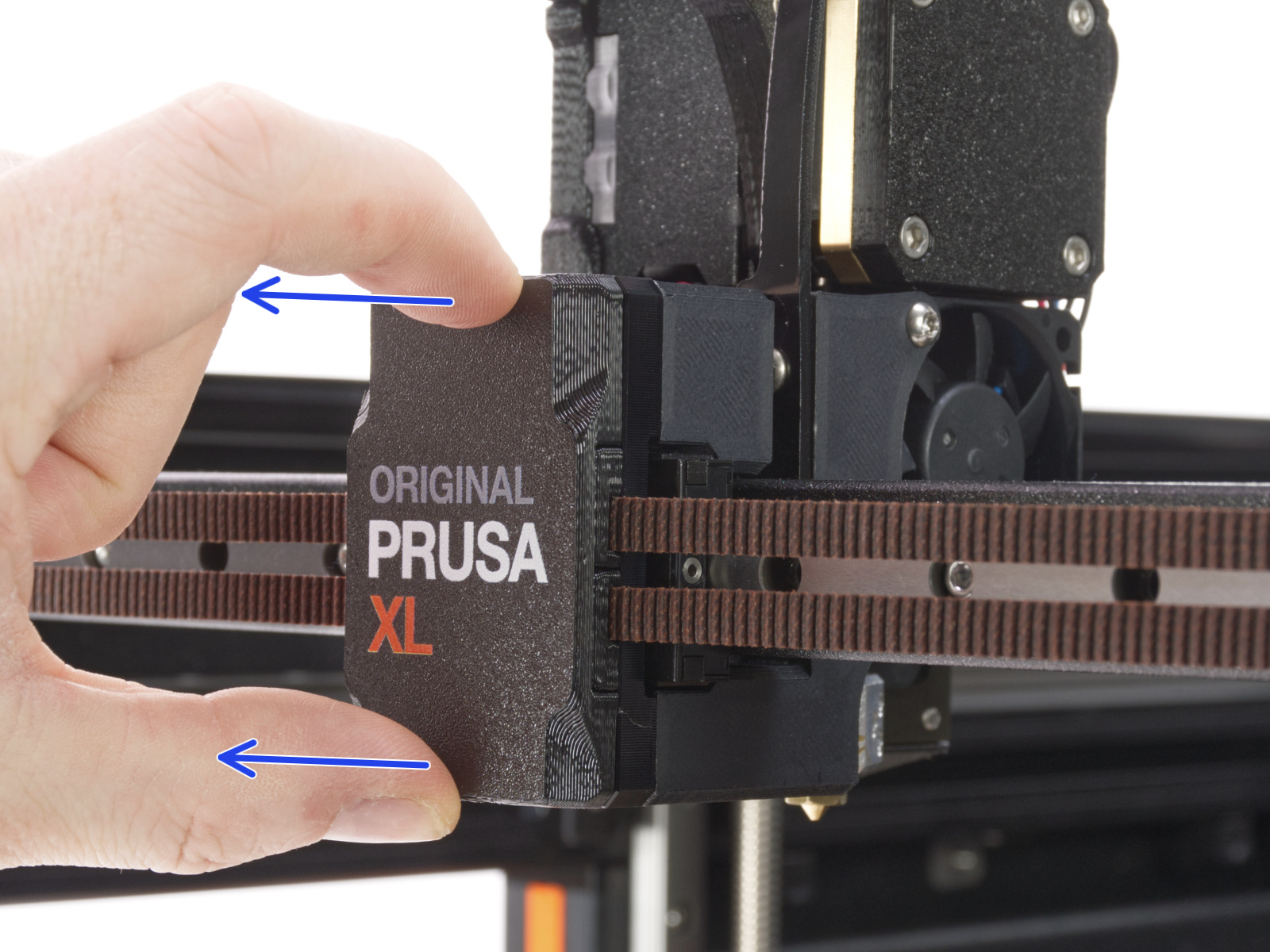
U modelu XL s jednou nástrojovou hlavou přidržte po sejmutí x-carriage blok topení (dbejte na to, aby tryska nebyla zahřátá!) a pomocí klíče Torx TX8, jak je znázorněno na obrázku, utáhněte stavěcí šroub. Při utahování nepoužívejte příliš velkou sílu, protože by mohlo dojít k poškození trubičky hotendu. Tryska musí být přibližně pod úhlem 35°-40°, aby nedošlo k poškození kabelů hotendu.
 | 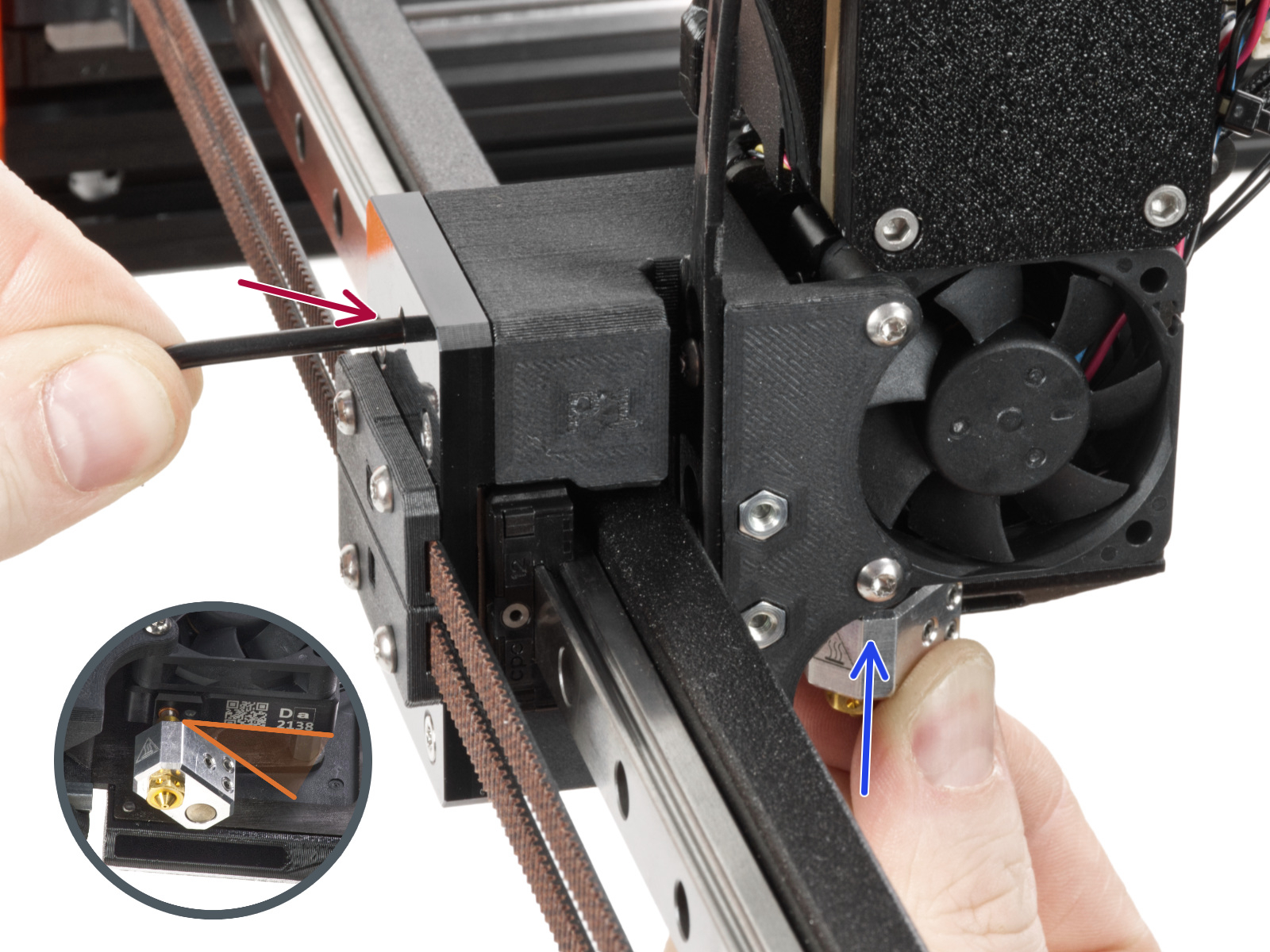 |
Na tiskárně XL s více nástroji vyberte ten s tryskou, která má být zkontrolována, a zaparkujte jej. Přidržte topný blok (ujistěte se, že tryska není zahřátá!) a pomocí klíče Torx TX8 v části zobrazené na obrázku utáhněte stavěcí šroub. Při utahování nepoužívejte příliš velkou sílu, protože by mohlo dojít k poškození trubice hotendu. Tryska musí být přibližně pod úhlem 35°-40°, aby nedošlo k poškození kabelů hotendu.

Jakmile tento krok provedete, při stále studené a vypnuté tiskárně, zkontrolujte, zda se topný blok neotáčí. Pokud se topný blok otáčí:
- Znovu zkontrolujte dotažení trysky z předchozích kroků.
- Zkontrolujte, zda není uvolněné spojení trysky a topného tělesa. V případě potřeby postupujte podle průvodce výměnou trysky jako referenčního materiálu pro dočasné vyjmutí hotendu a dotažení trysky.
MK3.9/S, MK4/S, CORE One/+, CORE One L
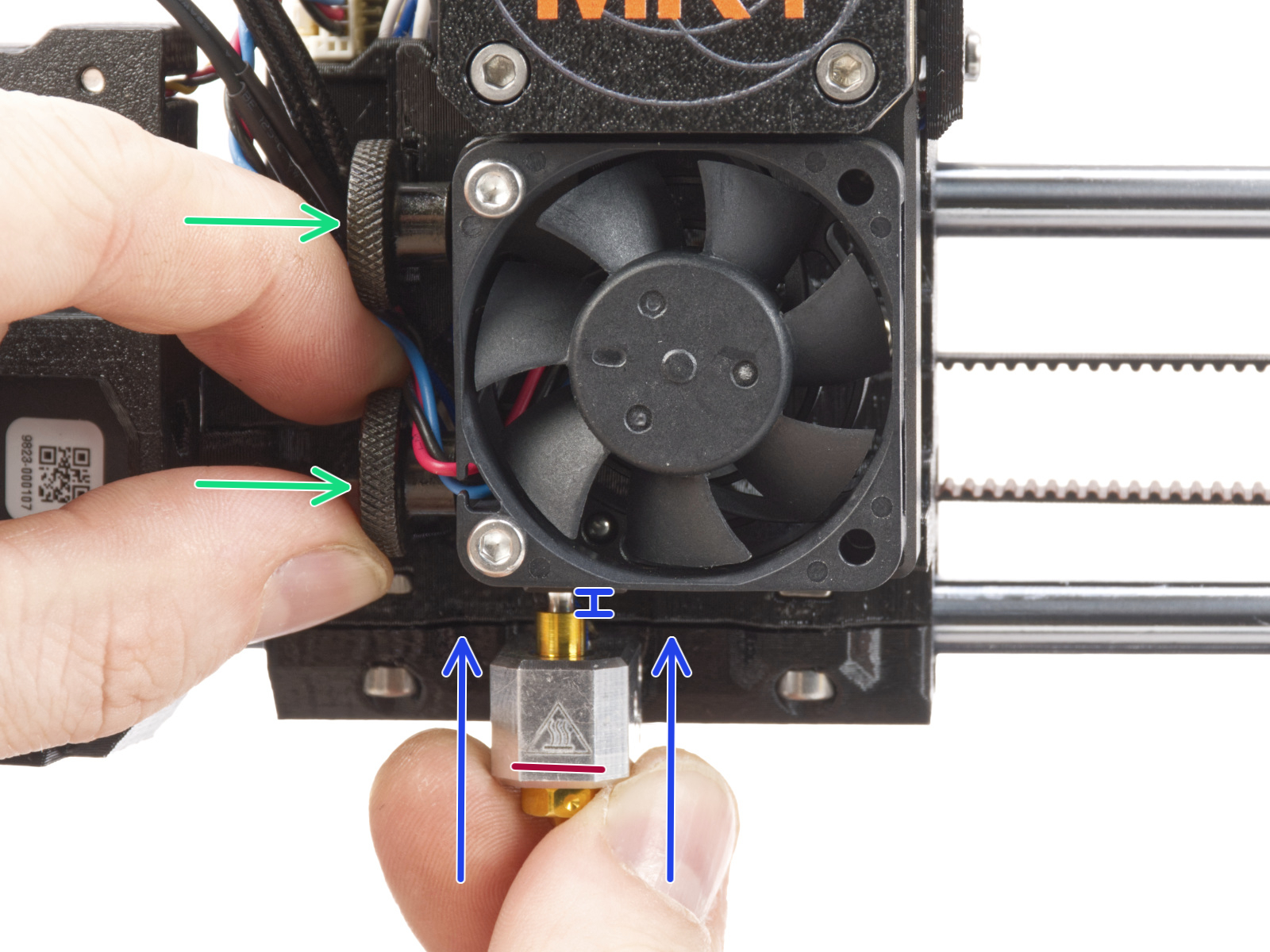
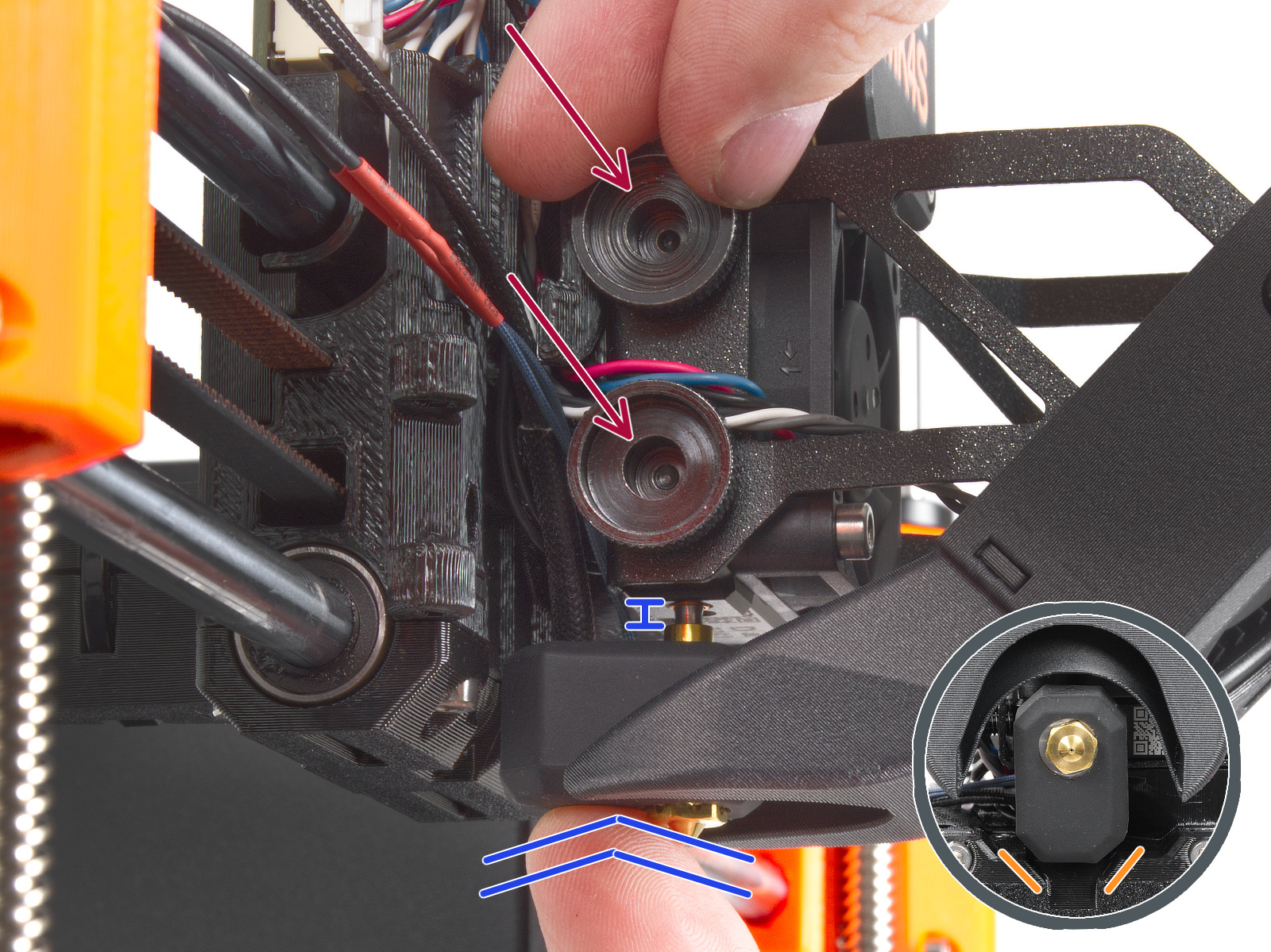
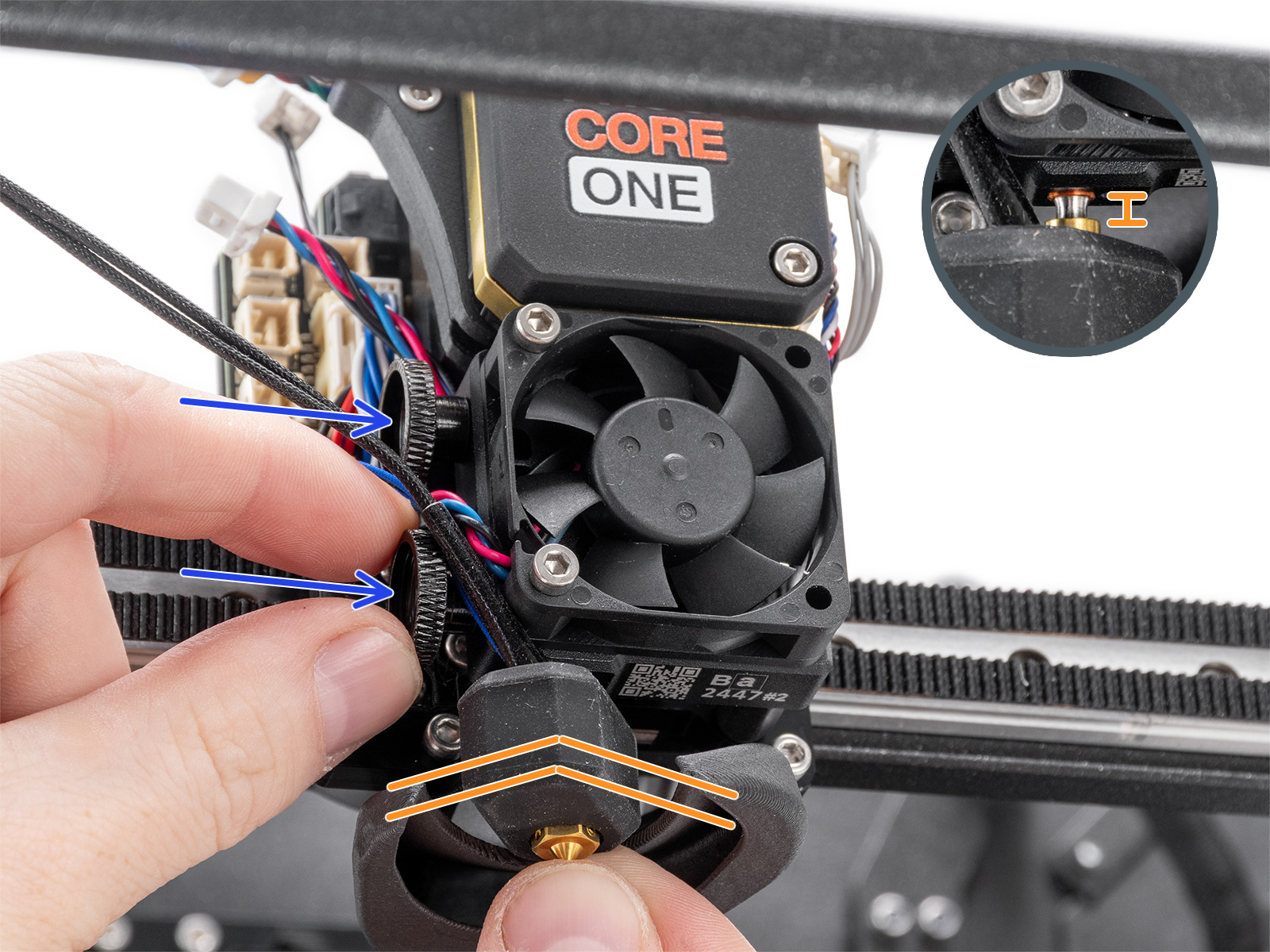
Poté povolte stavěcí šrouby (zcela je neodstraňujte, stačí několik otáček) na boku heatbreaku a zatlačte trysku nahoru. Stavěcí šrouby utáhněte pouze rukama, nepoužívejte žádné nářadí. Po utažení šroubů zkuste s hotendem pohnout do stran a ujistěte se, že se nepohybuje.
Pokud máte Adaptér trysky, zkontrolujte znovu instalaci a ujistěte se, že při instalaci adaptéru nedošlo ke snížení nebo uvolnění trysky.
 |  |
| MK4, MK3.9 | MK4S, MK3.9S |
 | |
| CORE One, CORE One L | |
Zkontrolujte pouzdro ložiska osy Z (XL)
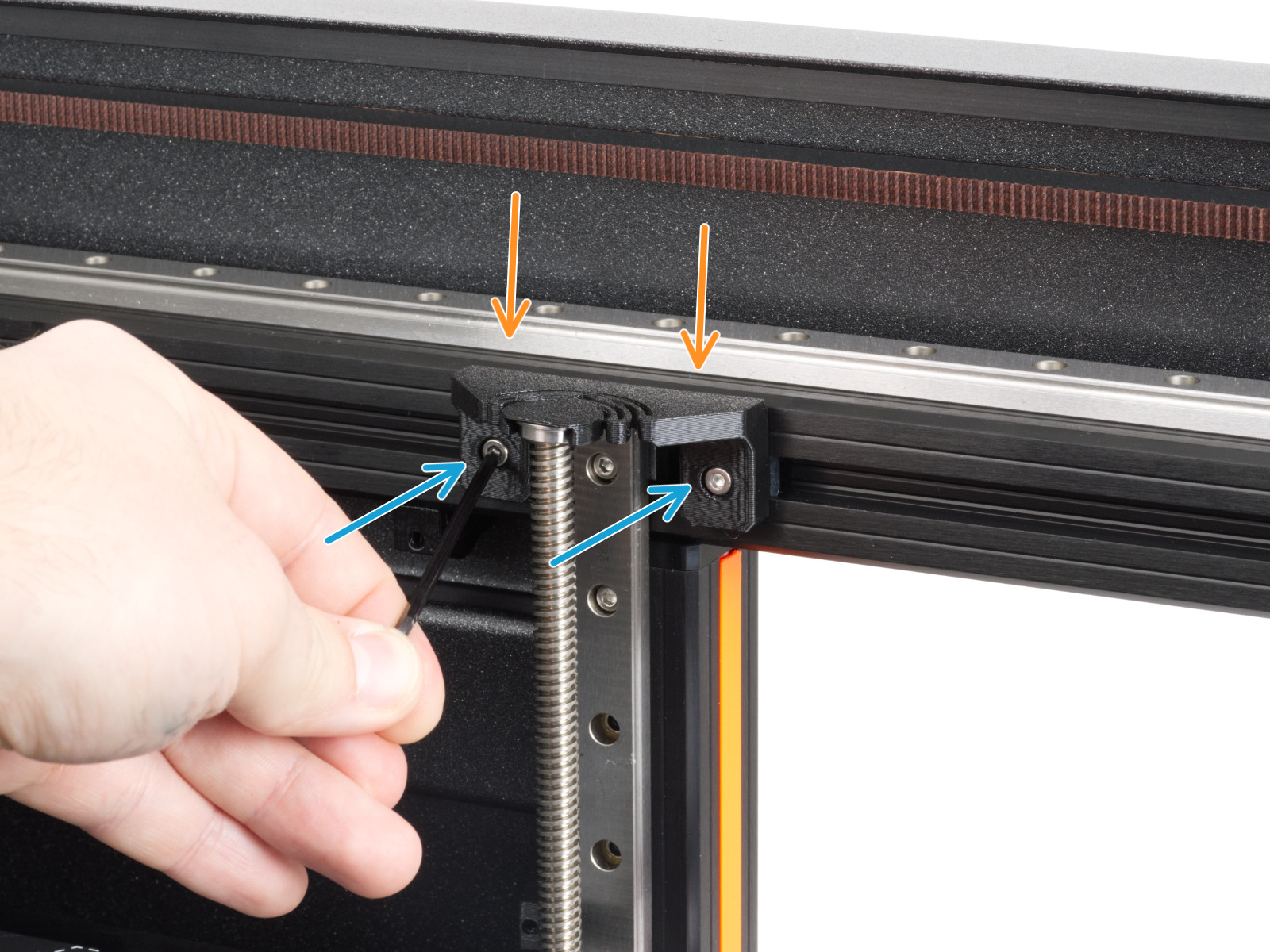
Ložisková pouzdra osy Z jsou současně koncovým dorazem osy Z. Když je tiskárna v horní poloze, je nutné zachovat mírnou vůli mezi pouzdry ložisek osy Z a rámem vyhřívané podložky.
Během vyrovnávání podložky (mesh bed leveling) a procedurou autohome je ideální, když se tryska zlehka dotkne tiskové plochy.
Příliš malá vůle může způsobit selhání čištění trysky. V takovém případě, abyste dosáhli ideální vůle, lehce povolte šrouby držící pouzdra ložisek na místě.
Pokud se varovná zpráva stále zobrazuje, znovu lehce povolte zmíněné šrouby, přičemž dbejte na to, aby ložisková pouzdra osy Zbyla stále přiměřeně těsná a držela na místě.
Jakmile najdete ideální míru utažení šroubů, které funguje a drží objímky ložisek osy Z na místě, nic dále neměňte.
Zkontrolujte šrouby, které interagují s loadcellem (MK3.9/S, MK4/S, CORE One/+, CORE One L)
Některé šrouby Nextruderu, pokud jsou příliš utažené, mohou vytvářet dodatečné síly, které mohou být snímány loadcellem a zkreslovat jeho údaje, což může způsobit tento problém. Zkontrolujte, zda problém vyřeší lehké uvolnění následujících šroubů, přičemž díly jsou stále pevně utaženy a zajištěny na svém místě:
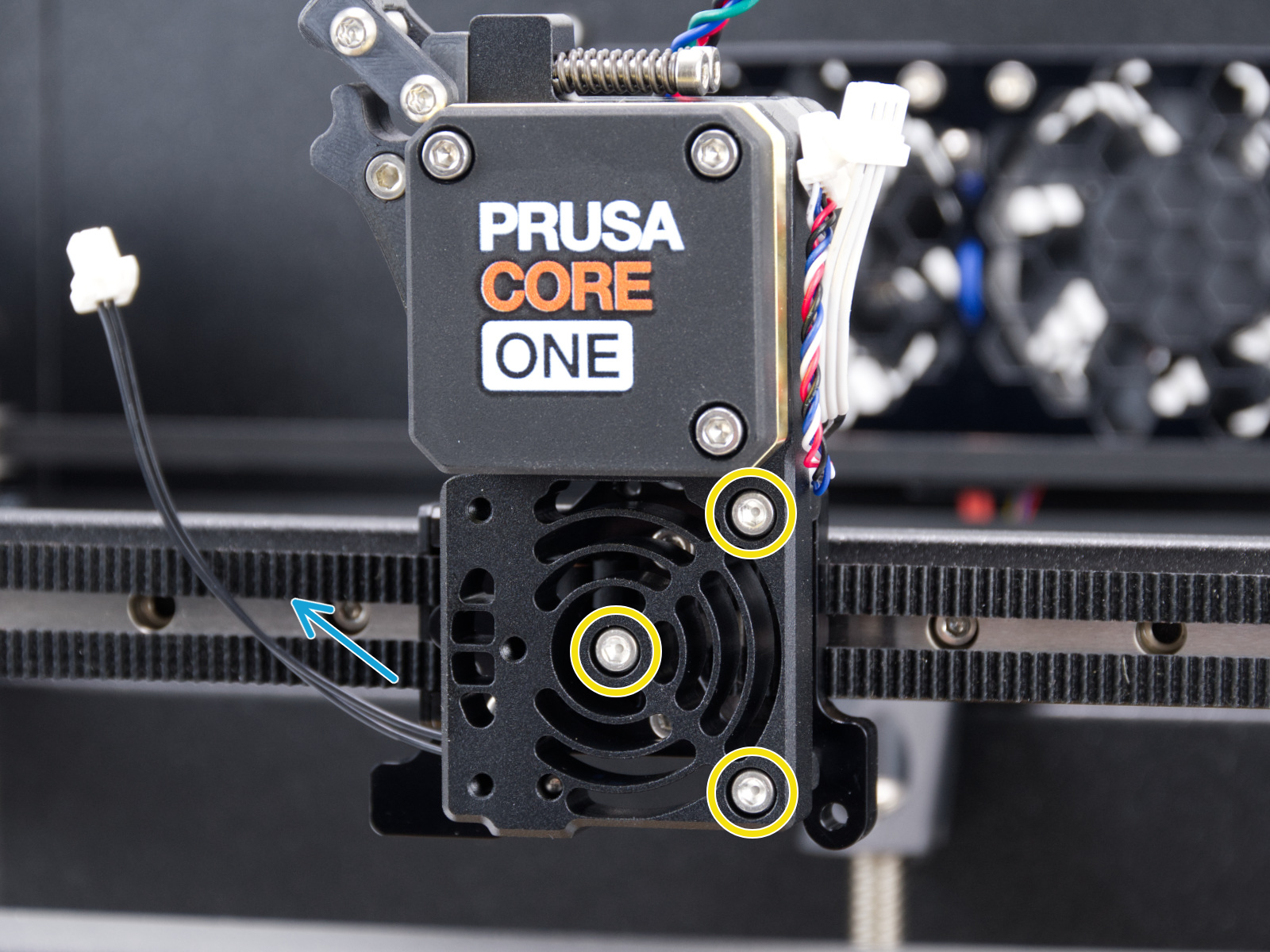
Ventilátor hotendu
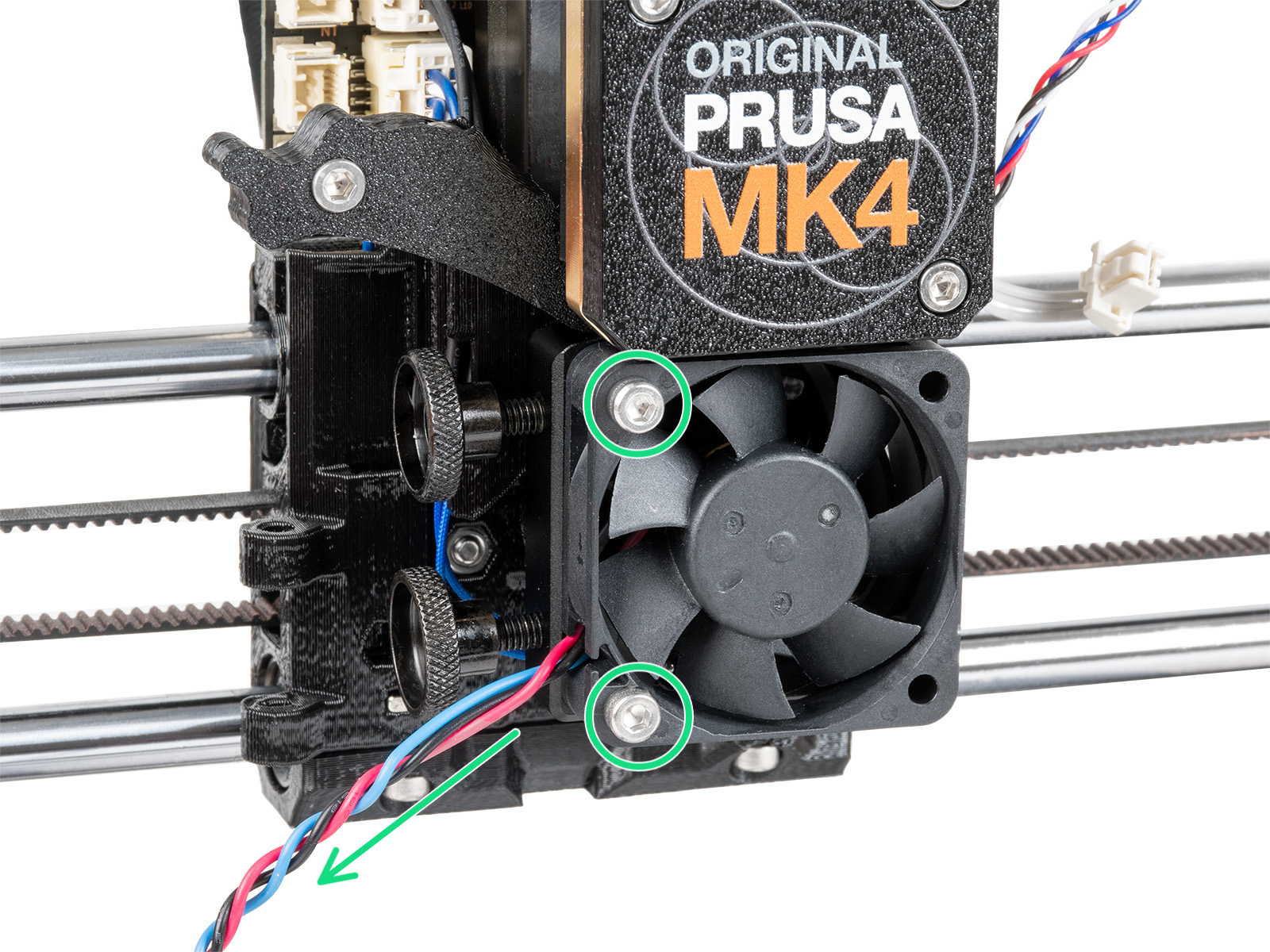
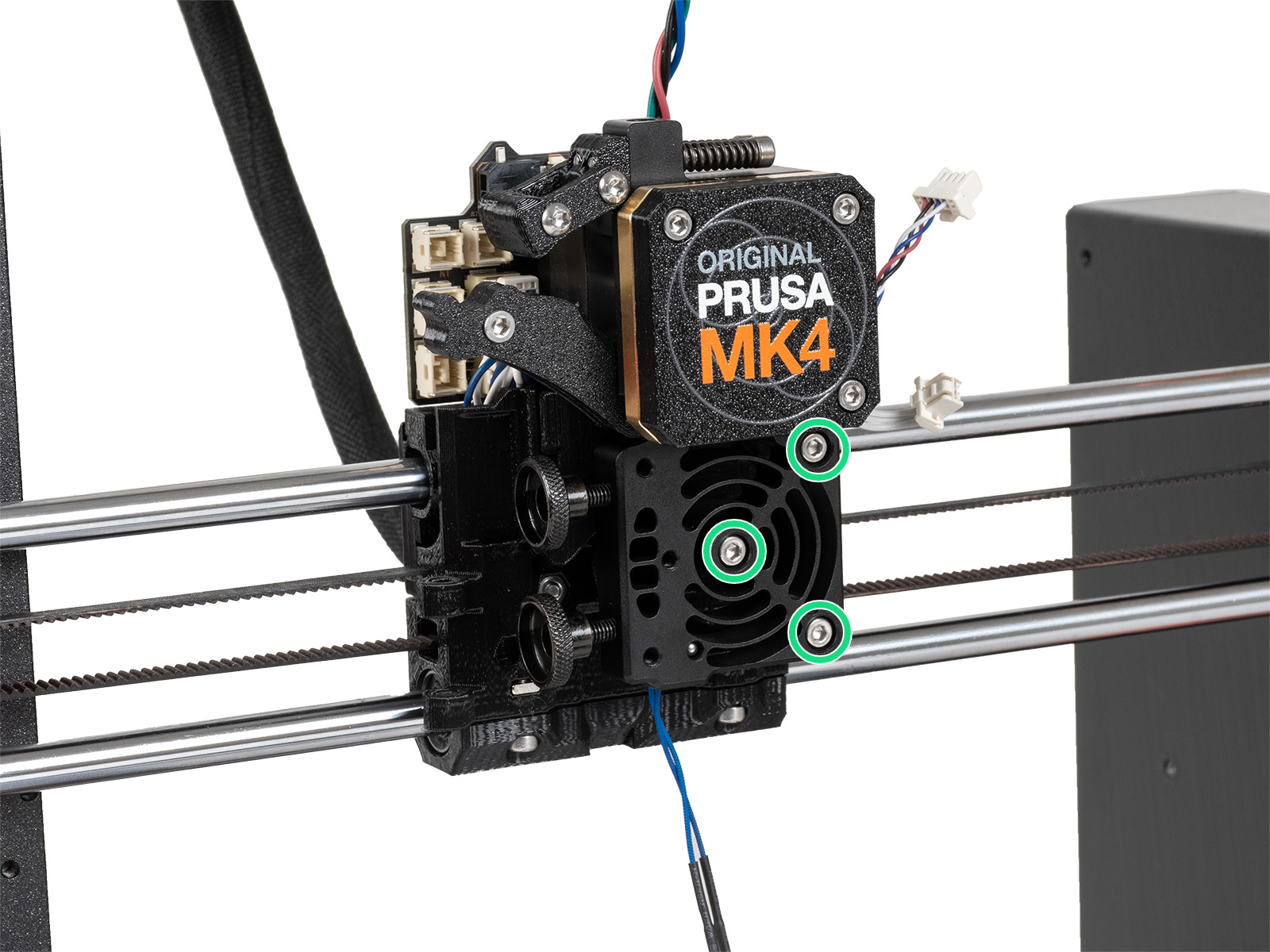
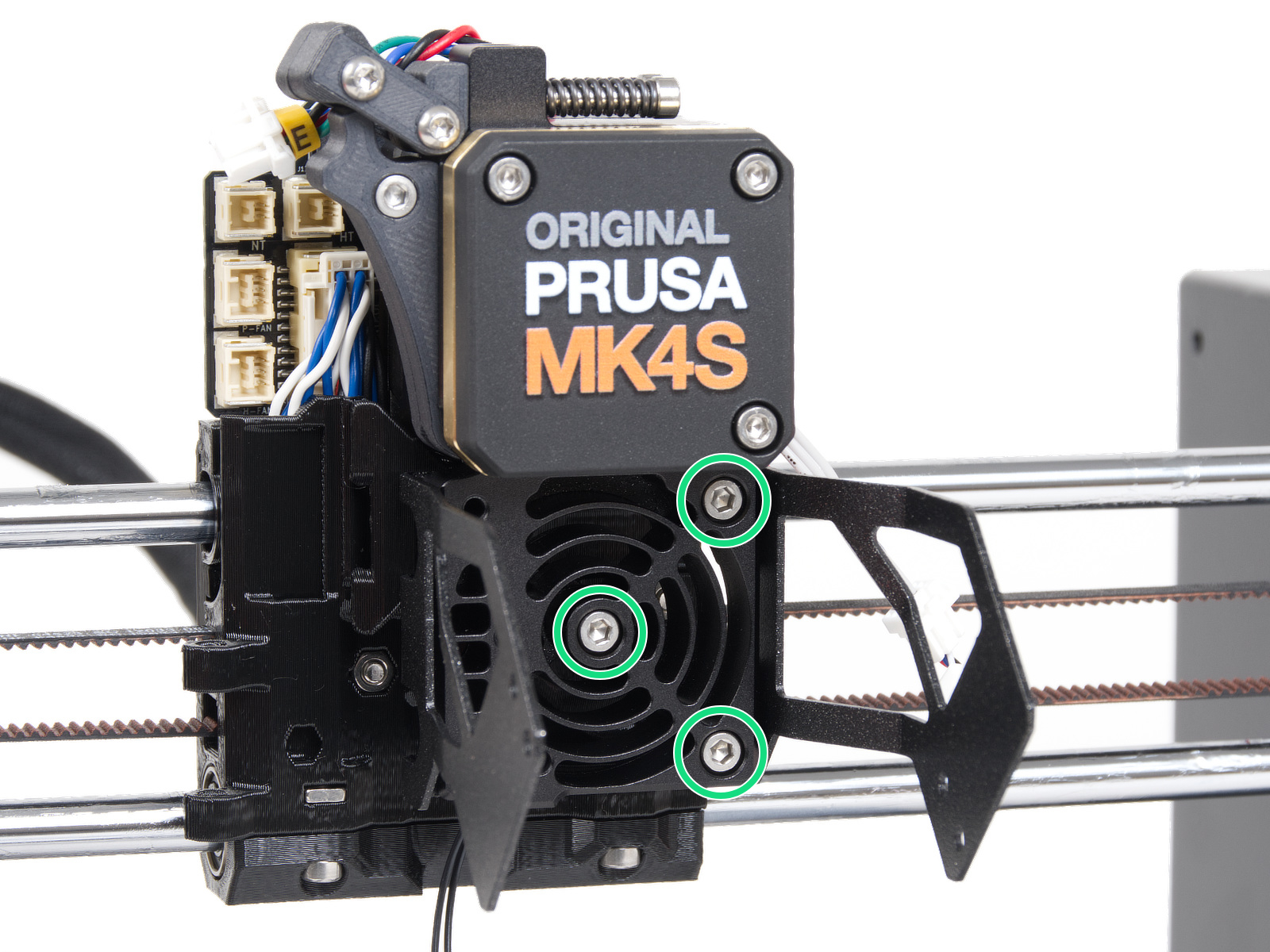
Zkontrolujte, zda není ventilátor hotendu přitažen příliš. Šrouby můžete povolit o 1/2 otáčky.
 | 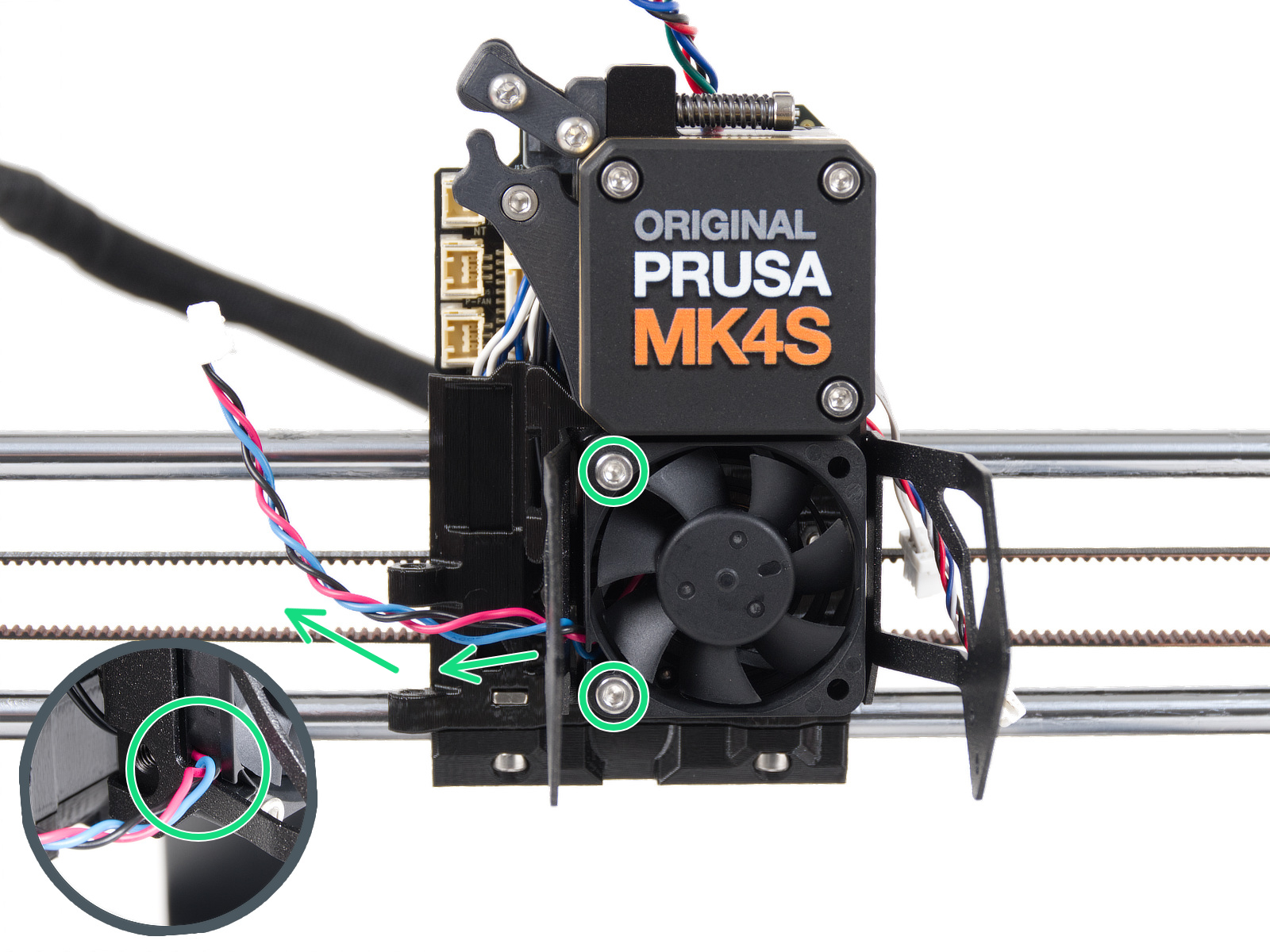 |
| MK4, MK3.9 | MK4S, MK3.9S |
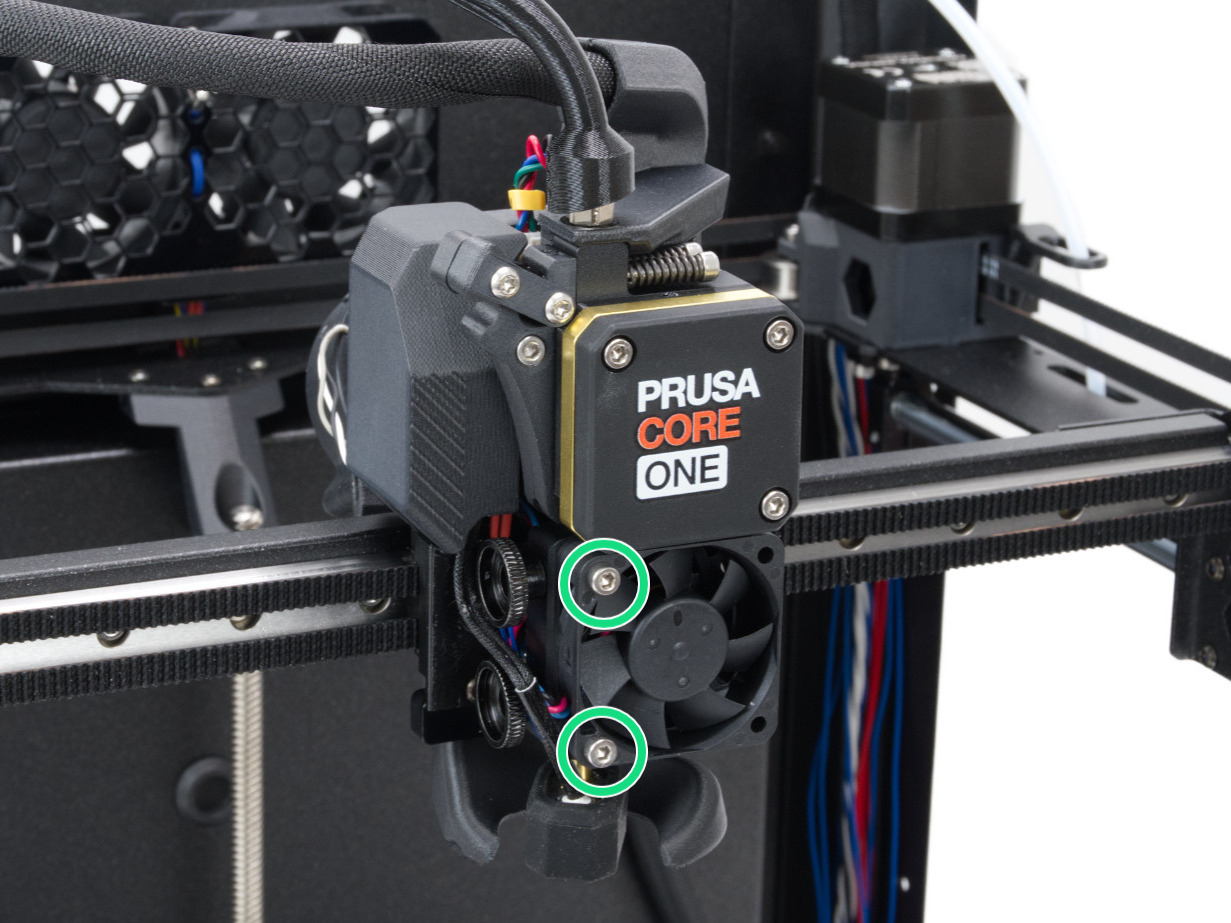 | |
| CORE One, CORE One L | |
Chladič
Dočasně odstraňte ventilátor hotendu odstraněním dříve seřízených šroubů. Tímto se odhalí chladič/loadcell. Poté velmi opatrně uvolněte tři šrouby, které drží chladič/loadcell na místě.
 |  |
| MK4, MK3.9 | MK4S, MK3.9S |
 | |
| CORE One, CORE One L | |
Těsnění loadcellu
Vodiče loadcellu se nachází v chladiči tiskárny. Vodiče a těsnění, které je chrání, se mohou poškodit. Pro přístup k těsnění otevřete čtyři šrouby držící přední kryt. Poté vyjměte přední kryt společně s PG kroužkem, převodovkou a hlavní deskou v jednom kuse. Těsnění může být bílé nebo černé.
 |  |
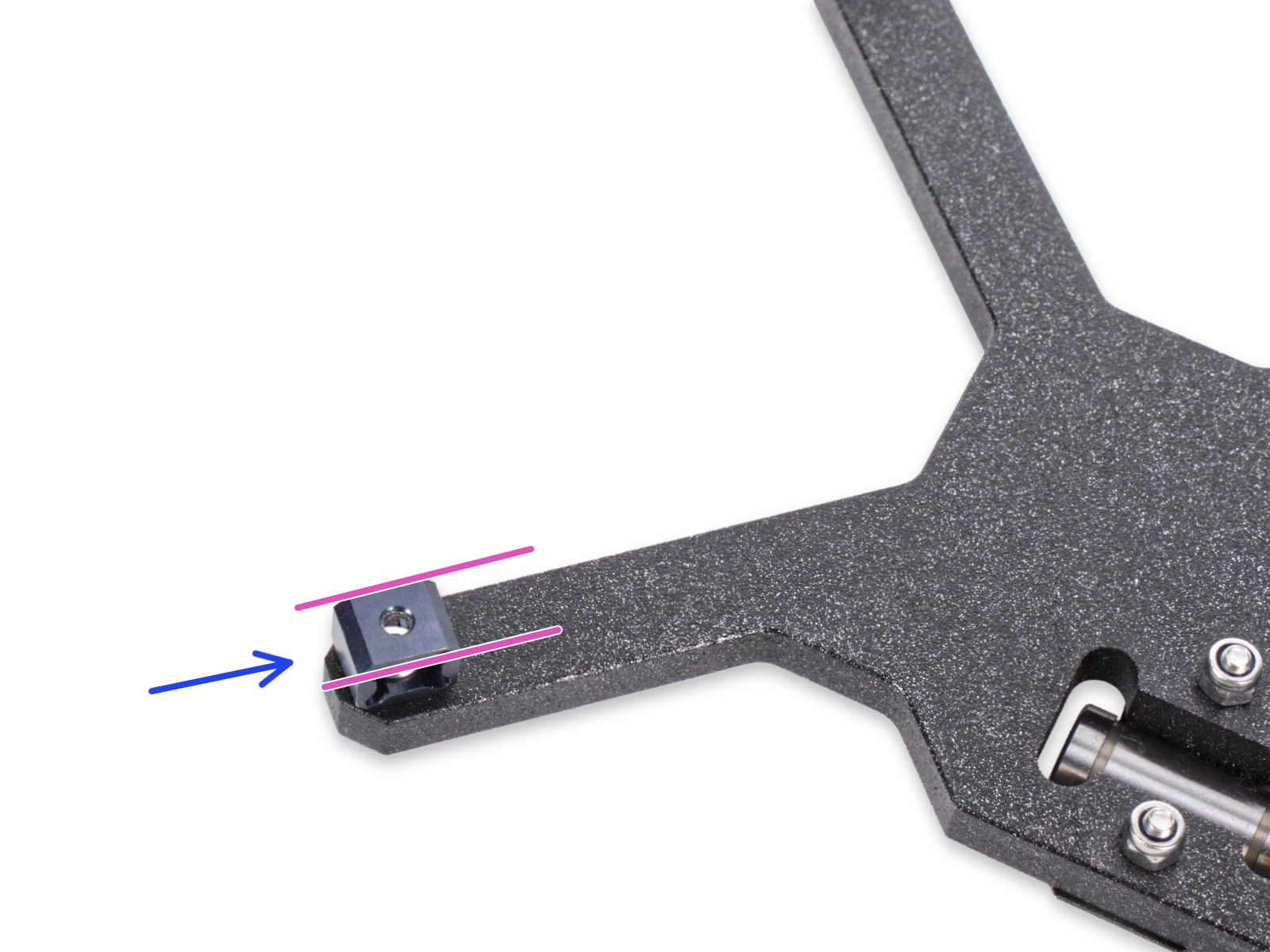
Dilatační spoje (CORE One/+, MK4/S, MK3.9/S)
Špatná orientace dilatačních podložek může způsobit více chyb, včetně neúspěšného čištění trysek. Ujistěte se, že všechny směřují ke středu carriage.