Pressure Advance aims to improve the quality of printed parts by compensating for the pressure changes in the nozzle during printing.
It replaces Linear Advance on MK4/S, MK3.9/S, XL, and MINI/+, from firmware version 5.0.0 and above.
The Pressure Advance value is set based on the latest command, either M900 (converted 1:1 to Pressure Advance value) or M572.
M572 GCode
The Buddy-firmware-specific GCode M572 is used to set parameters for Pressure Advance.
- D
: Set the extruder number. - S<value>: Set the pressure advance value. If zero the pressure advance is disabled.
- W
PrusaSlicer default start GCode
The default start GCode includes an M572 command that sets Pressure Advance parameters. The example screenshot below is taken from the start GCode of an MK4/S print.
In this example, the S parameter changes, depending on the nozzle diameter.
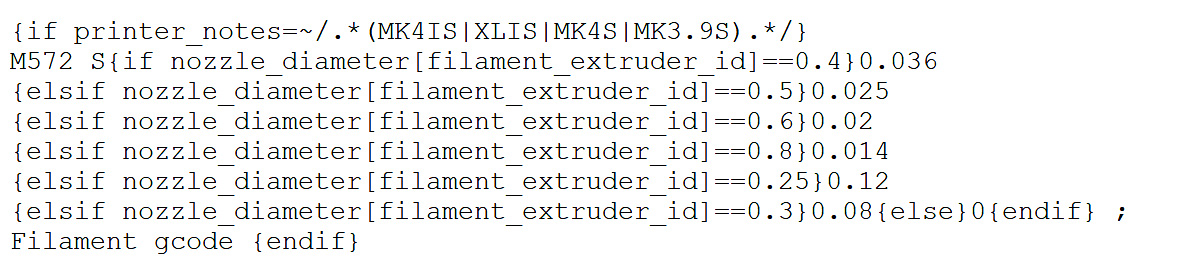
We recommend keeping the default S parameter, optimized for most applications on our printers.
5 comments
Not the M900 command. You want the M572.
Ideally I would like to adjust it live during the print. But at least to be able to change the PA for reprinting previously sliced files. Like, remove all PA settings from the GCode, but set it manually on the printer, or via PrusaConnect.
https://garethky.github.io/PrusaSlicerPressureAdvanceCalibration/