Eine verstopfte Düse oder ein verstopftes Hotend ist ein häufiges Problem bei FFF/FDM-Druckern. Wenn es keine Probleme gibt, wird das Filament in das Hotend geschoben, geschmolzen und dann durch die Düse extrudiert. Wenn die Düse jedoch beschädigt ist oder das Filament Verunreinigungen enthält, kann es im Hotend stecken bleiben und den Drucker verstopfen.
Wie erkennt man eine verstopfte Düse/ein verstopftes Hotend?
Visuelle Prüfung
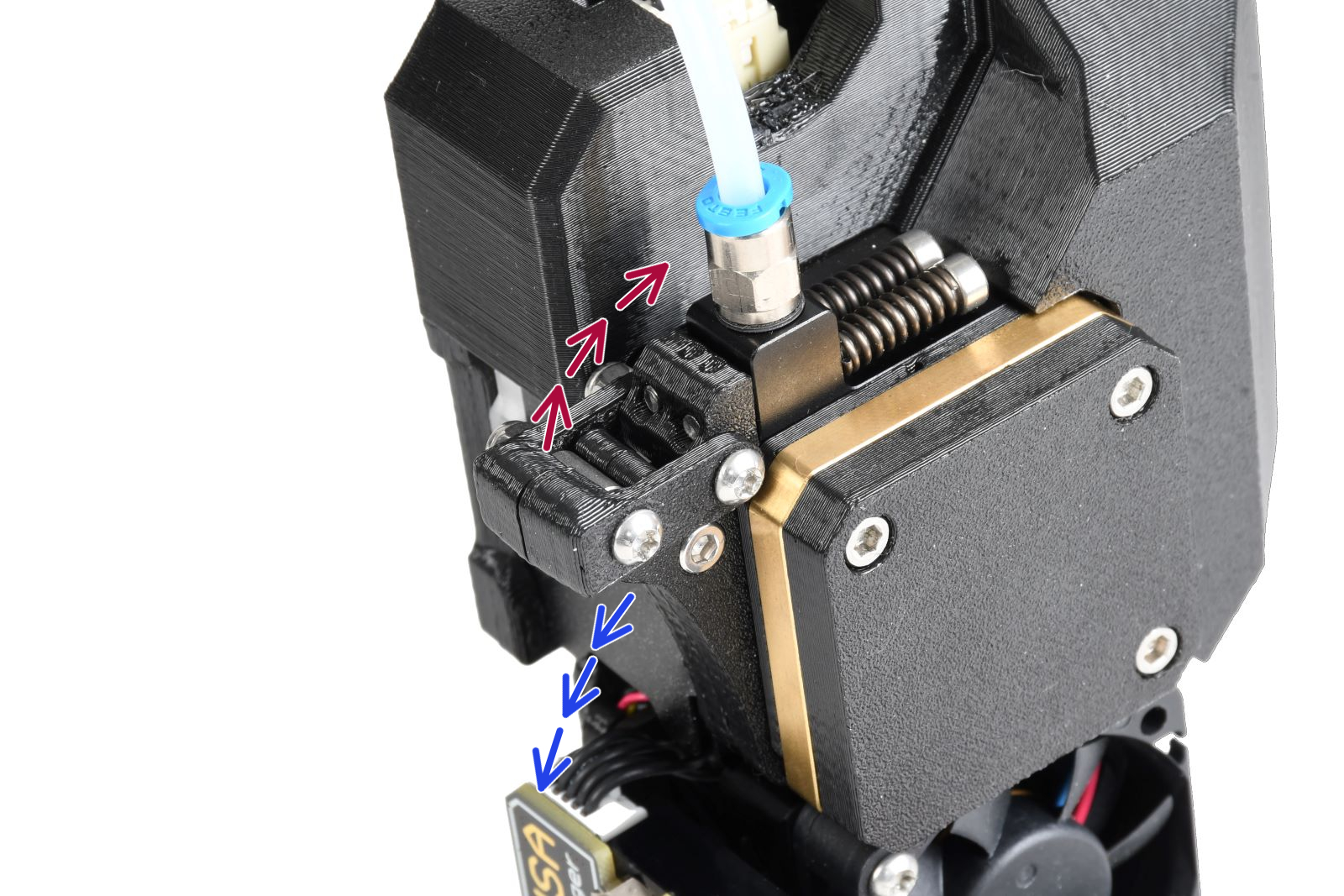
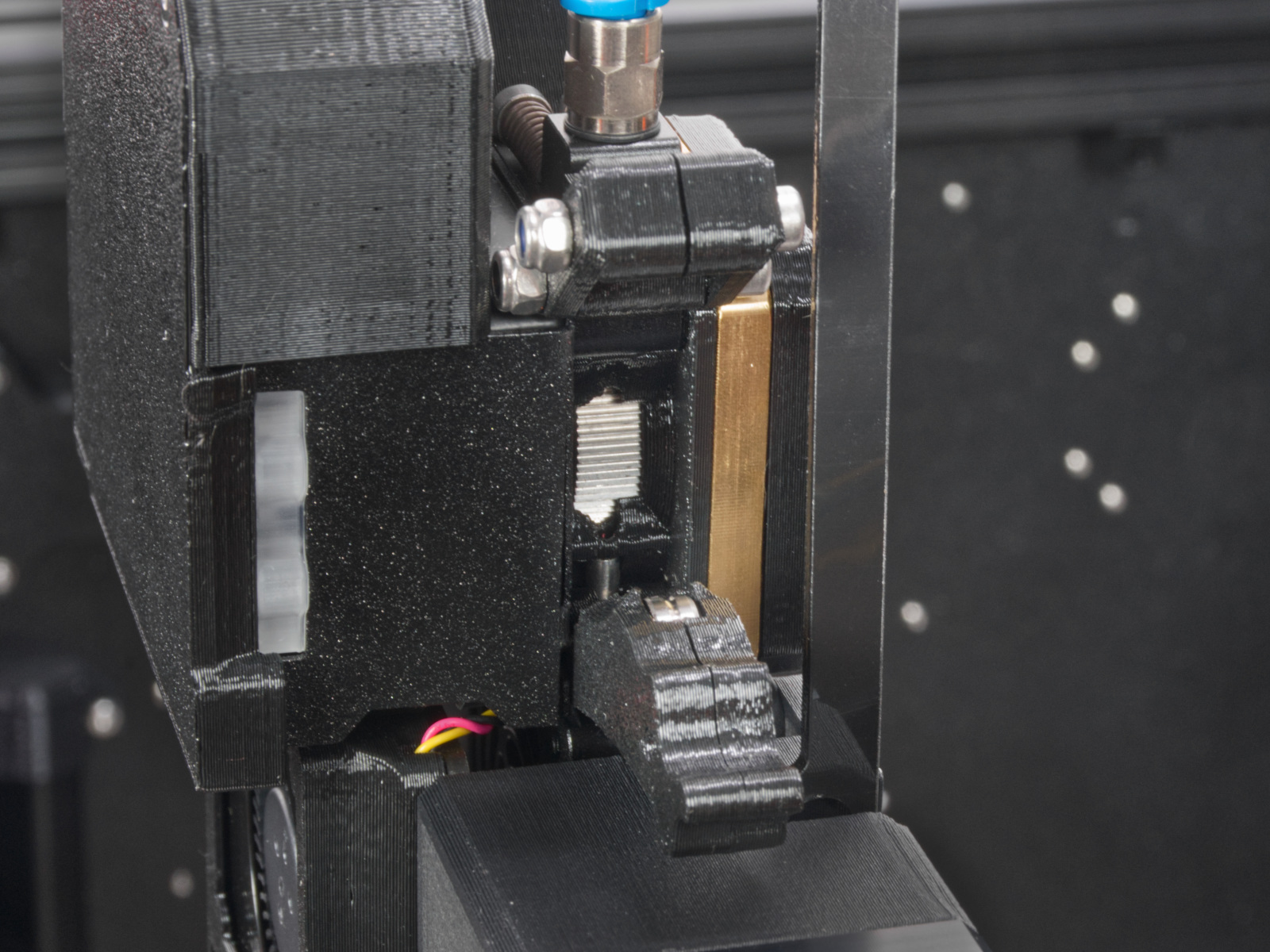
- Erreicht das Filament die Düse? Prüfen Sie, ob das Filament am Nextruder-Getriebe vorbeiläuft.
- Kommt das Filament aus der Düse? Achten Sie beim Laden des Filaments darauf.
- Teilweise Verstopfung - Lücken und fehlende Schichten
- Teilweise Verstopfung - Filament rollt sich auf und klebt an der Düse
Geräuschkontrolle
Überprüfen Sie, ob der Extruder Klickgeräusche von sich gibt
- Wenn ein lautes Klickgeräusch zu hören ist, deutet dies höchstwahrscheinlich darauf hin, dass die Düse verstopft oder verformt ist
- Wenn ein leichtes Klickgeräusch zu hören ist, kann dies höchstwahrscheinlich auf das Getriebe hindeuten
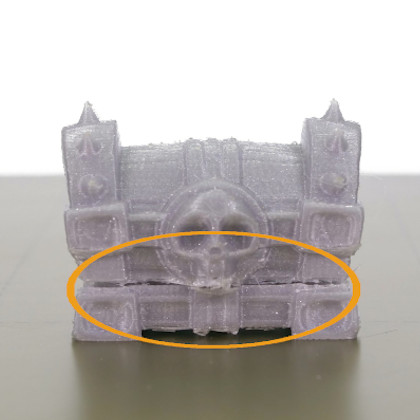
Teilweise Verstopfung
Manchmal ist die Düse nur teilweise verstopft, d.h. der Drucker kann zwar etwas Filament durchdrücken, aber es reicht nicht aus, um das Objekt richtig zu drucken, was zu sichtbaren Lücken und fehlenden Schichten führt. Ein frühes Anzeichen für eine verstopfte Düse ist, dass das Filament nicht gleichmäßig extrudiert wird, sich aufrollt und an der Düse klebt.
Extruder-Klicken
Das Hotend oder die Düse ist teilweise oder vollständig verstopft und der innere Widerstand gegen den Fluss des Filaments ist größer als das, was die Zahnräder schieben können. Infolgedessen springen die Zahnräder, was zu dem "klickenden" Geräusch und in den meisten Fällen auch zum Abschleifen des Filaments führt.
Wie kann man einen verstopften Drucker reparieren?
Die Wahl der richtigen Methode hängt davon ab, ob Sie das Filament zumindest teilweise laden/entladen können oder ob der Drucker vollständig verstopft ist und sich weigert, das Filament auch nur ein wenig zu bewegen.
Bevor Sie mit der Reparatur des Druckers beginnen, versuchen Sie, das Filament zu entladen und vollständig zu entfernen. Wenn Sie dazu nicht in der Lage sind, könnte dies auf ein ernsteres Problem hinweisen, aber wir werden uns auch mit diesem Problem befassen.
Bewegen Sie außerdem das Heizbett über LCD-Menü - Einstellungen - Achse bewegen - Z-Achse oder durch langes Drücken des Bedienknopfes nach unten, so erhalten Sie besseren Zugang zu den verstopften Teilen.
Extruder Spannschrauben
Der Extruder verfügt über zwei Spannschrauben, um den richtigen Abstand zwischen dem Antriebsrad und den beiden angetriebenen Zahnrädern einzustellen. Diese sind werksseitig auf die optimale Position eingestellt. Im Falle eines Eingriffs an diesem Teil können Sie die Spannschrauben auf ihre optimale Position einstellen: Die Spitzen der Schrauben müssen mit der vorderen Fläche der Spannmutter ausgerichtet sein. Danach schließen Sie den Spannrollenblock.

Zahnräder
Mit der Zeit können sich in den Rillen des Zuführungsgetriebes Ablagerungen von Filamentresten bilden, die dann zu einer unzureichenden Filament-Extrusion führen. Öffnen Sie das Getriebe, indem Sie die Idler-Mutter und dann den Idler-Hebel. Sie können den Schmutz mit Druckluft wegblasen oder eine Messingbürste oder einen gewöhnlichen Zahnstocher verwenden.
 |  |
Düse
- Erhitzen Sie die Düse auf die für das Filament, aus dem Sie drucken wollen, geeignete Temperatur. Führen Sie zunächst das Filament ein und stecken Sie dann eine Akupunkturnadel (in der Packung enthalten) oder einen dünnen Draht (0,3-0,35 mm) von unten bis zu einer Tiefe von etwa 1-2 cm in die Düse. Benutzen Sie Schutzhandschuhe, wenn plötzlich Material aus der Düse fließt.
- Wählen Sie die Option Filament laden aus dem LCD-Menü und überprüfen Sie, ob die Düse das Filament tatsächlich vorschiebt.
- Stecken Sie den Draht oder die Akupunkturnadel erneut in die Düse und wiederholen Sie den gesamten Vorgang mehrmals. Wenn das Filament korrekt extrudiert wird, ist die Düse sauber.
2 Kommentare
Danke