- English
- Čeština
- Español
- Deutsch
- Polski
- Français
- 日本語
- Home
- Utilizzo della stampante
- Guida ai materiali
- Materiali flessibili
Materiali flessibili
- Modelli 3D
- Guida ai materiali
- ABS
- ASA
- Materiali compositi (riempiti con carbonio, kevlar o vetro)
- Materiali compositi (con particelle di metallo o legno)
- CPE
- Essiccare il filamento
- Materiali flessibili
- Informazioni di base
- Descrizione
- Utilizzo ottimale
- Regole importanti per una stampa corretta con filamenti flessibili
- Consigli per una stampa corretta
- Filamento flessibile
- Stampe di esempio
- HIPS
- Come stampare con il PEI 1010
- Come utilizzare la ricarica Prusament refill
- Valori di trasparenza dei filamenti e codici esadecimali di HueForge
- LW PLA
- NGEN
- PEEK-CF (Polietere-etere-chetone)
- PEI (Ultem)
- PEKK-CF (Polietere-chetone-chetone)
- PETG
- PLA
- Poliammide (Nylon)
- Policarbonato (PC)
- Polipropilene (PP)
- PPS (Polifenilene solfuro)
- PPSU (Polifenilsulfone)
- Prusament Resin Model Color Kit
- PSU (Polisolfone)
- PVB
- L'ingiallimento della resina e come ridurlo
- Resine
- Resine testate
- Solubile in acqua (BVOH/PVA)
- Slicing
- Manutenzione della stampante
- Prusa Connect & PrusaLink
Informazioni di base
Descrizione
I filamenti flessibili sono materiali chimicamente e meccanicamente resistenti. I singoli strati si tengono fortemente insieme e si ottiene un'ottima adesione della superficie di stampa (vale solo per TPU e TPEE). A causa di queste qualità, è necessario stampare su un piano verniciato a polvere o utilizzare uno speciale separatore sulla superficie di stampa (colla stick o nastro di Kapton). I filamenti flessibili sono materiali in TPE (elastomero termoplastico) , tuttavia, vengono spesso distribuiti sotto vari nomi come TPU, TPEE, ecc.. Per esempio il TPU è fondamentalmente un sottotipo di materiale TPE e la principale differenza tra TPU e TPE è la sua durezza shore. Il TPU è solitamente intorno a 60A-90A sulla scala di durezza Shore. In generale, più il filamento è morbido, più è difficile da stampare.
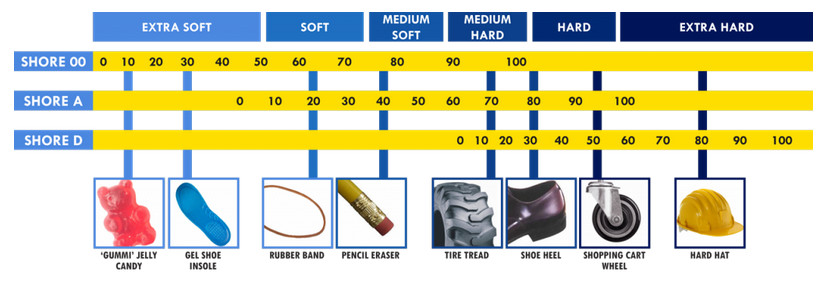 |
| Scala di durezza Shore, fonte: smooth-on.com |
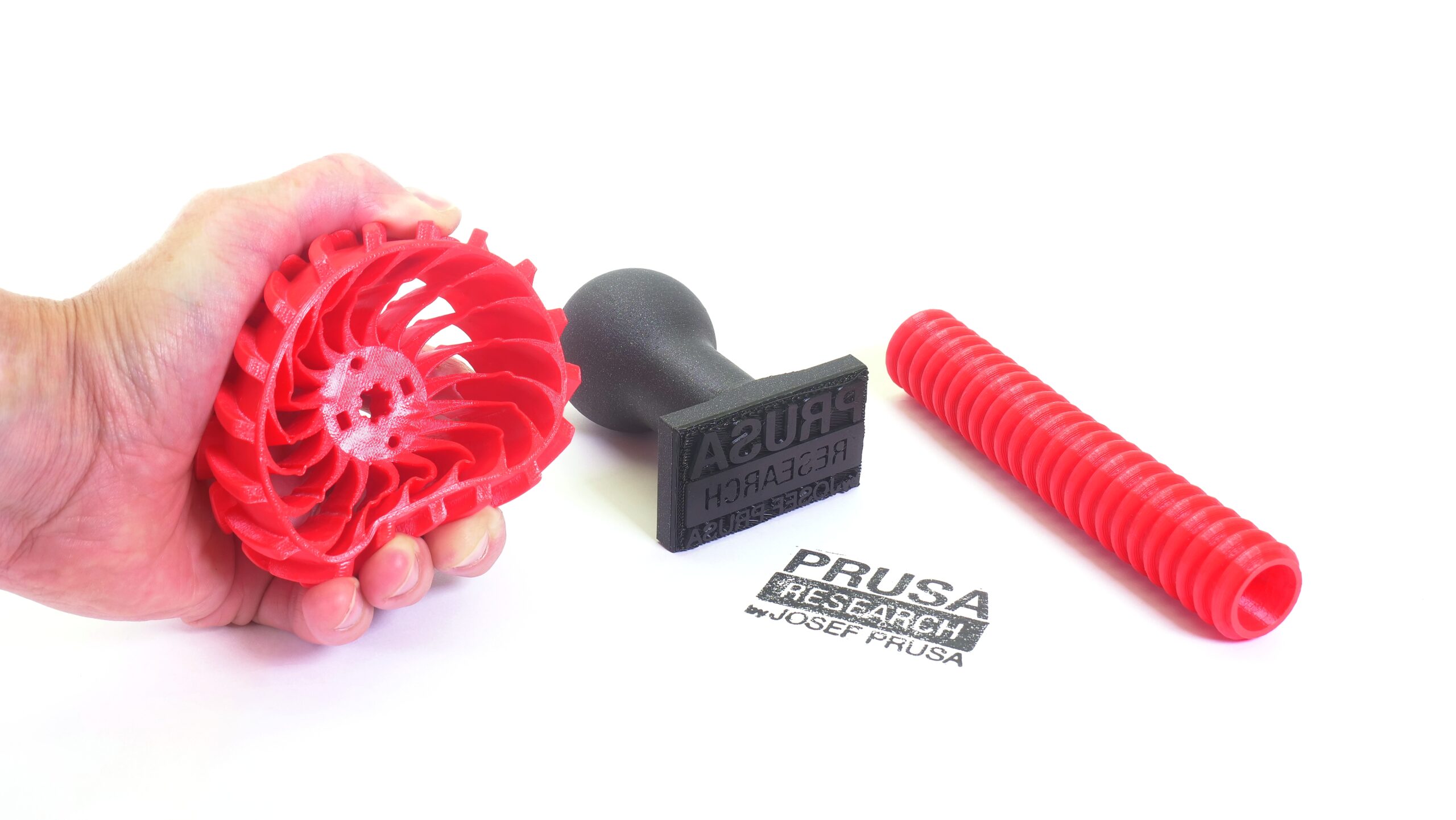
I filamenti flessibili sono di solito molto resistenti all'usura (graffi), restano flessibili anche in ambienti freddi, e mostrano grande resistenza ai vari solventi. Le dimensioni sono stabili, c'è un minimo restringimento e deformazione. La loro tenacità e resistenza alla trazione sono eccellenti: Le parti stampate in 3D possono resistere a grandi sollecitazioni prima di rompersi. Queste proprietà lo rendono adatto per la stampa di rondelle distanziatrici e altre parti altamente sollecitate. Con le impostazioni di stampa corrette, è possibile stampare timbri, pneumatici RC, suole di scarpe, cinture, ecc.
La stampa con filamenti flessibili è consigliata solo ad utenti esperti, considerate le varie sfide durante la stampa. Parliamo dei frequenti intasamenti dell'ugello, bridging e sporgenze scadenti, il filamento si aggroviglia negli ingranaggi dell'estrusore, stringing e oozing.
Per confrontare le proprietà dei materiali supportati, vedere la nostra tabella dei materiali.
|
Pro |
Contro |
|---|---|
|
✔ Flessibilità & tenacia |
✖ Molto difficile da stampare |
|
✔ Stabilità dimensionale (basso restringimento) |
✖ Bassa velocità di stampa |
|
✔ Buona adesione dei layer |
✖ Pessimi bridging e sporgenze |
|
✔ Elevata resistenza meccanica e chimica |
✖ Difficile rimozione dei supporti |
|
✖ Stringing | |
|
✖ Materiale igroscopico (assorbe l'umidità) |
Utilizzo ottimale
Il miglior uso per il filamento flessibile è per la stampa di rondelle spaziatrici e altre parti fortemente sollecitate. Con le impostazioni di stampa corrette, è possibile stampare timbri, pneumatici RC, suole di scarpe, cinture, ecc.
Regole importanti per una stampa corretta con filamenti flessibili
- Assicurati che l'ugello non sia ostruito. Se non sei sicuro, esegui un tiro a freddo per pulirlo completamente.
- Allenta l'idler così che gli ingranaggi spingano il filamento delicatamente. Se troppo pressato, il filamento potrebbe aggrovigliarsi negli ingranaggi.
- Se stampi su un piano liscio o satinato, applica uno strato di separazione su di esso (colla stick o nastro Kapton dovrebbe andare bene). Il piano verniciato a polvere testurizzato non necessita di uno strato di separazione - la stampa attaccherà bene e può essere rimossa facilmente senza danneggiare la superficie.
- Stampa lentamente. Più è lenta, meglio è. Una velocità tipica per i filamenti flessibili è solitamente di 20 mm/s, la velocità massima consigliata è compresa tra 30 e 40 mm/s. Con velocità più elevate si rischia di intasare l'ugello o di aggrovigliare il filamento negli ingranaggi. Per le stampanti Original Prusa, consigliamo di usare i profili “Semiflex o Flexfill 98A” o “Filatech FilaFlex40” che possiedono già le giuste impostazioni di velocità.
- Aumenta la temperatura ugello di 5 °C, questo abbasserà la resistenza del filamento. Tieni il raffreddamento della stampa spento.
- Mantieni il filamento asciutto. I filamenti flessibili tendono ad assorbire l'umidità e possono essere difficili da stampare quando sono bagnati.
Consigli per una stampa corretta
Impostazioni slicer e flessibilità
Ti serve una migliore resistenza meccanica? Imposta più riempimento e perimetri su PrusaSlicer. Ma se ti serve mantenere la flessibilità del materiale, prova a diminuire il numero dei perimetri e dei layer superiori/inferiori. Tuttavia, tenere presente che i filamenti flessibili non sono buoni a fare ponti e sporgenze. La combinazione di strati sottili e di un cattivo bridging può portare a brutti buchi e sporgenze.
Retrazioni
Se utilizzi un programma diverso da PrusaSlicer, prova a regolare un po' la retrazione. Più è bassa la retrazione, meno rischi si corre che l'ugello si otturi o si aggrovigli. È anche possibile disattivare completamente le retrazioni e provare ad aumentarle e verificare il risultato.
Stampa di supporti
I supporti potrebbero necessitare di più spazio sull'asse Z. Provare ad aumentarli a 0,3 mm. I supporti più vicini al modello potrebbero attaccarsi ad esso troppo tenacemente e potrebbero essere difficili da rimuovere. Aumentare la "separazione XY tra oggetto e il suo supporto" almeno al 100%.
Sensore filamento
Ricorda che il cambio automatico del filamento potrebbe non funzionare correttamente con i filamenti flessibili.
Vuoi saperne di più sulla stampa con filamenti flessibili? Controlla il nostro articolo sul blog.
Filamento flessibile
La Original Prusa XL ha un lungo percorso che va dal punto di caricamento fino all'ugello dell'estrusore. A causa della loro morbidezza, i filamenti flessibili richiedono un'attenzione particolare quando vengono caricati in questa stampante. Per questo, segui le istruzioni riportate nel video qui sotto:
Stampe di esempio
|  |
| Timbri, tubi e pneumatici | Esempio di flessibilità del filamento |
 |  |
| gomme RC | Custodie GoPro e cellulari |
Commenti


Hai ancora delle domande?
Se hai una domanda su qualcosa che non è trattato qui, dai un'occhiata alle nostre risorse aggiuntive.
E se questo non dovesse funzionare, è possibile inviare una richiesta a [email protected] o tramite il pulsante qui sotto.