Informazioni di base
Il PLA LW è un filamento che può espandersi durante la stampa. È utile per le parti che devono essere leggere.
Descrizione
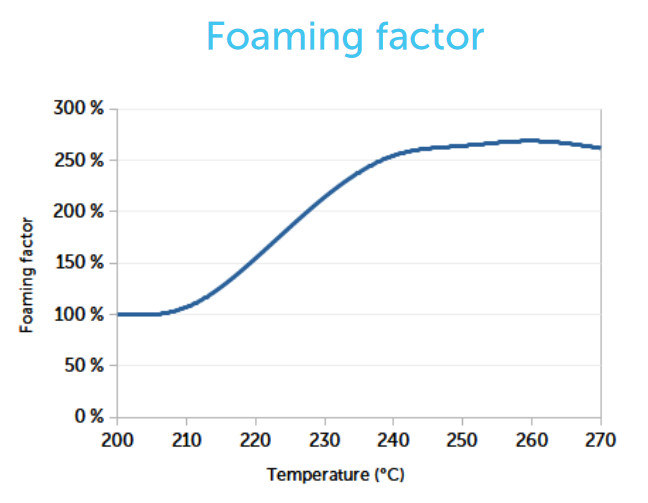
Il PLA LW (Lightweight PLA o PolyLight 1.0) è un materiale a schiuma attiva che può espandersi da 2,3 a 3 volte le dimensioni del materiale originale quando viene stampato. L'espansione dipende dalla temperatura di stampa e dalla velocità di stampa.
Il PLA LW può essere utilizzato con le impostazioni standard del PLA. In generale si comporterà come il PLA, ma presenterà comunque un oozing abbondante.
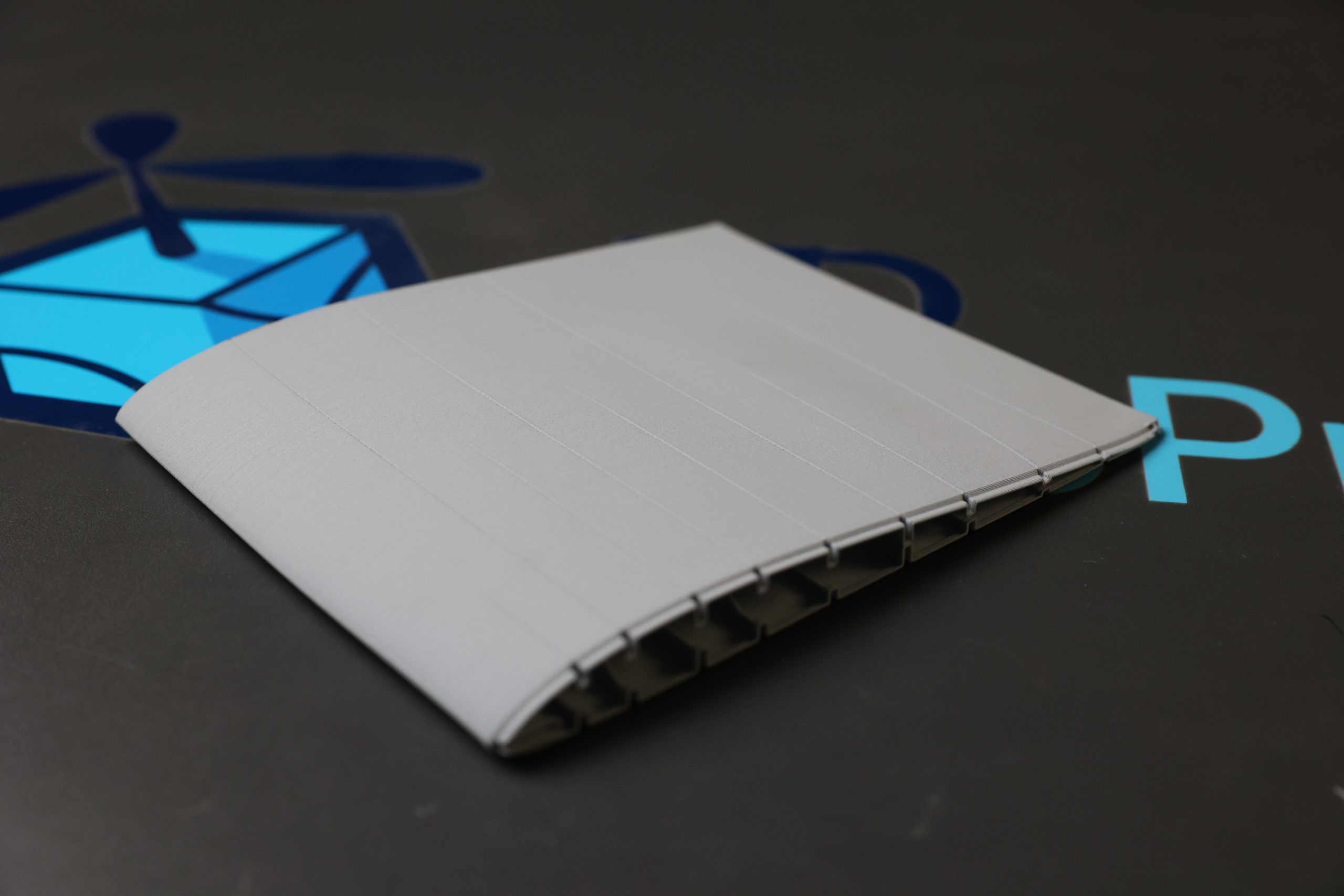
Questo filamento è utile anche per stampare modelli con pareti sottili e strutture interne, come i piani di 3DLabPrint. Abbiamo preparato un bundle di configurazione con tutte le impostazioni necessarie a questo scopo, compresa la “Even-odd” modalità Slicing, nel nostro e-shop.
3DLabPrint ha anche un pacchetto di configurazione generico per le componenti sul https://3dlabprint.com/faq/prusaslicer/.
|
Pro |
Contro |
|---|---|
|
✔ Peso ridotto del 65% |
✖ Meno rigido del PLA |
|
✔ Aumento del volume del 270% |
✖ Temperatura di transizione vetrosa più bassa |
|
✔ Efficiente dal punto di vista dei costi |
✖ Trasudazione durante gli spostamenti |
|
✔ Forte adesione tra gli strati | |
|
✔ Schiuma attivata dal calore | |
|
✔ Facile da incollare con colla CA | |
|
✔ Strati meno visibili |
Miglior utilizzo
Il miglior utilizzo del PLA LW è nei modelli che necessitano di un peso ridotto, come gli aeromodelli e gli indossabili per i cosplay.
Suggerimenti per stampare correttamente
Stampe di esempio
 |  |
| Parte dei modelli di aerei 3DLabPrint | Parte dei modelli di aerei 3DLabPrint |