Základní informace
Popis
Flexibilní filamenty jsou chemicky and mechanicky odolné materiály. Mají skvělou soudržnost vrstev i přilnavost k podložce (platí pouze pro TPU a TPEE). Vzhledem k těmto vlastnostem je potřeba tisknout na texturovanou podložku nebo použít separační vrstvu (tyčinkové lepidlo či kaptonová páska). Flexibilní filamenty se dělí na TPE (thermoplastic elastomer) materiál, nicméně jsou distribuovány pod různými jmény, jako například TPU, TPEE atd. Například TPU je v podstatě subtyp TPE, hlavní rozdíl mezi nimi je v tvrdosti. TPU je obvykle na škále tvrdosti okolo 60A-90A. Obecně platí, že čím mekčí je filament, tím hůře se z něho tiskne.
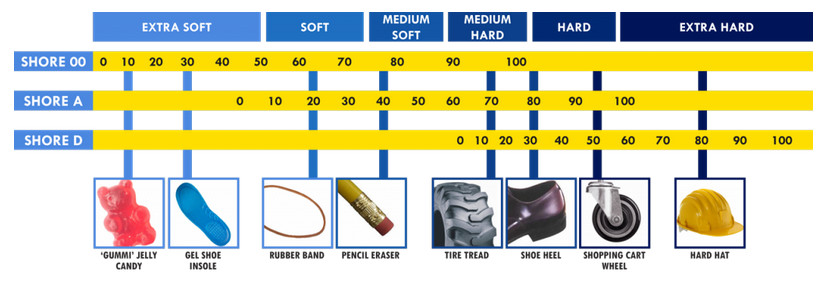 |
| Shore stupnice tvrdosti, zdroj: smooth-on.com |
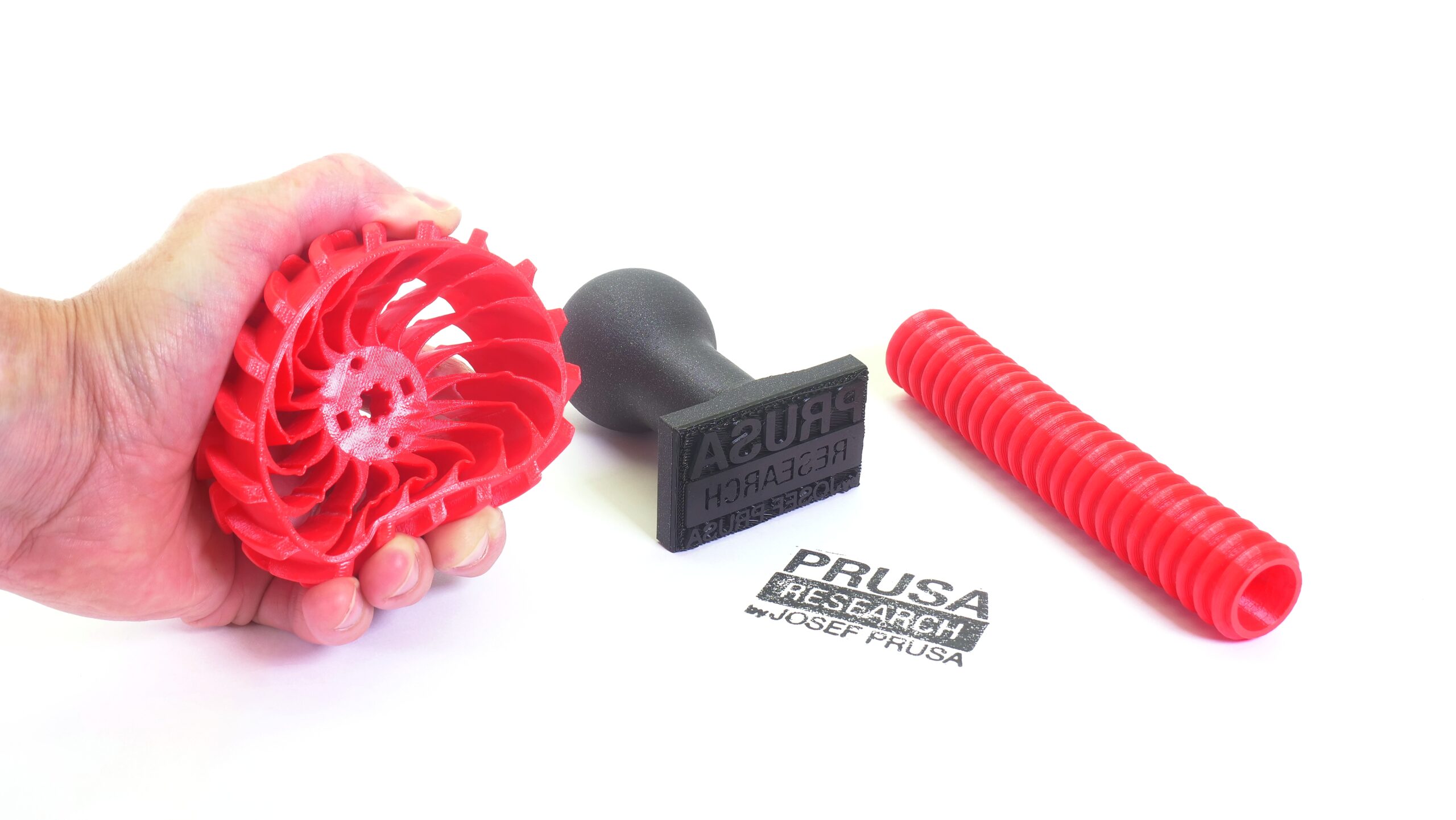
Flexibilní filamenty jsou obvykle velmi odolné proti poškození (odření), zůstávají flexibilní i v chladném prostředí a vykazují skvělou odolnost proti různým rozpouštědlům. Rozměry těchto filamentů zůstávají stálé, smrštivost a kroucení jsou slabé či žádné. Jejich houževnatost a odolnost v tahu jsou skvělé: 3D tištěné díly snesou velkou námahu, než prasknou. Tyto vlastnosti z nich činí optimální materiál pro tisk podložek a jiných namáhaných dílů. Se správným nastavením se dají z flexibilních materiálů tisknout razítka, RC pneumatiky, části bot, pásky apod.
Tisk z flexibilních materiálů se doporučuje pouze zkušeným uživatelům, vzhledem k řadě komplikací vznikajících při tisku. Mluvíme o častém ucpávání trysky, špatném přemostění a převisech, zamotávání filamentu do soukolí extruderu, tvorbě vlásků a blobů.
Vlastnosti jednotlivých materiálů můžete porovnat pomocí naší tabulky materiálů.
|
Klady |
Zápory |
|---|---|
|
✔ Flexibilita & houževnatost |
✖ Vysoká obtížnost tisku |
|
✔ Prostorová stabilita (malá smrštivost) |
✖ Nízká rychlost tisku |
|
✔ Dobrá soudržnost vrstev |
✖ Velmi špatné přemostění a převisy |
|
✔ Vysoká mechanická a chemická odolnost |
✖ Obtížné odstraňování podpěr |
|
✖ Stringing | |
|
✖ Hygroscopický materiál (pohlcuje vlhkost) |
Nejlepší použití
Nejlépe se flexibilní filamenty používají k tisku podložek, silent bloků a dalších namáhaných dílů. Se správným nastavením se dají tisknout razítka, RC pneumatiky, části bot, pásky apod.
Důležitá pravidla pro úspěšný tisk s flexibilními filamenty
- Ujistěte se, že nemáte ucpanou trysku. Pokud si nejste jisti, proveďte cold pull.
- Povolte idler, aby tlačila ozubená kola na filament jen zlehka. Pokud bude přítlak moc velký, filament se může zamotat do soukolí.
- Pokud tisknete na hladkou podložku nebo saténový plát, naneste na ni separační vrstvvu (tyčinkové lepidlo nebo kaptonová páska). Texturované TXT tiskové pláty nevyžadují žádnou separační vrstvu – výtisk bude držet hezky a po vychladnutí půjde snadno sundat.
- Tiskněte pomalu. Čím pomaleji, tím lépe. Typická rychlost pro tisk flexibilních filamentů se pohybuje kolem 20 mm/s, maximální doporučená rychlost je 30-40 mm/s. S vyšší rychlostí vzrůstá riziko ucpání trysky či zamotání filamentu. Při použití Original Prusa tiskáren doporučujeme použít profily “Semiflex or Flexfill 98A” nebo “Filatech FilaFlex40”, které jsou již správně nastavené.
- Zvyšte teplotu trysky o 5 °C, chlazení tisku nechte vypnuté. Takto snížíte odpor filamentu tlačeného do extruderu.
- Udržujte filament v suchu. Flexibilní filamenty dobře absorbují vlhkost a když navlhnou, špatně se s nimi tiskne.
Tipy pro úspěšný tisk
Flexibilita a nastavení sliceru
Potřebujete lepší mechanickou odolnost? Nastavte v Prusasliceru více perimetrů a hustší výplň. Ale pokud potřebujete zachovat flexibilitu materiálu, zkuste snížit počet perimetrů a vrchních/spodních vrstev. Ale pozor, flexibilní filamenty mají špatné vlastnosti přemostění a s nízkým počtem vrchních vrstev mohou na modelu vzniknout nehezké díry a prohlubně.
Retrakce
Používáte-li jiný program než PrusaSlicer, zkuste si pohrát s nastavením retrakcí. Čím nižší retrakce, tím menší je riziko ucpání trysky či zamotání filamentu. Optimální je vypnout retrakce, a pak je pomalu zvyšovat a sledovat výsledek.
Tisk podpěr
Je potřeba nastavit větší mezeru mezi podpěrami a modelem v ose Z. Zkuste jizvýšit na 0,3 mm. Při nižších hodnotách mohou podpěry přilnout k modelu tak dobře, že bude obtížné či nemožné je oddělit. Zvyšte hodnotu "XY separace mezi objektem a jeho podporou" alespoň na 100 %.
Filament sensor
Pamatujte i na to, že při tisku s flexibilními filamenty vám nemusí fungovat automatická výměna filamentu.
Chcete se dozvědět víc o tisku s flexibilními filamenty? Koukněte na tento článek.
XL
Tiskárna Original Prusa XL má dlouhou dráhu od místa zavádění filamentu k trysce extruderu. Flexibilní filamenty vyžadují při zavádění filamentu do této tiskárny vzhledem ke své měkkosti zvláštní pozornost. Můžete vytisknout díl flex filament bypass a postupovat podle pokynů ve videu níže:
CORE One+ a CORE One L
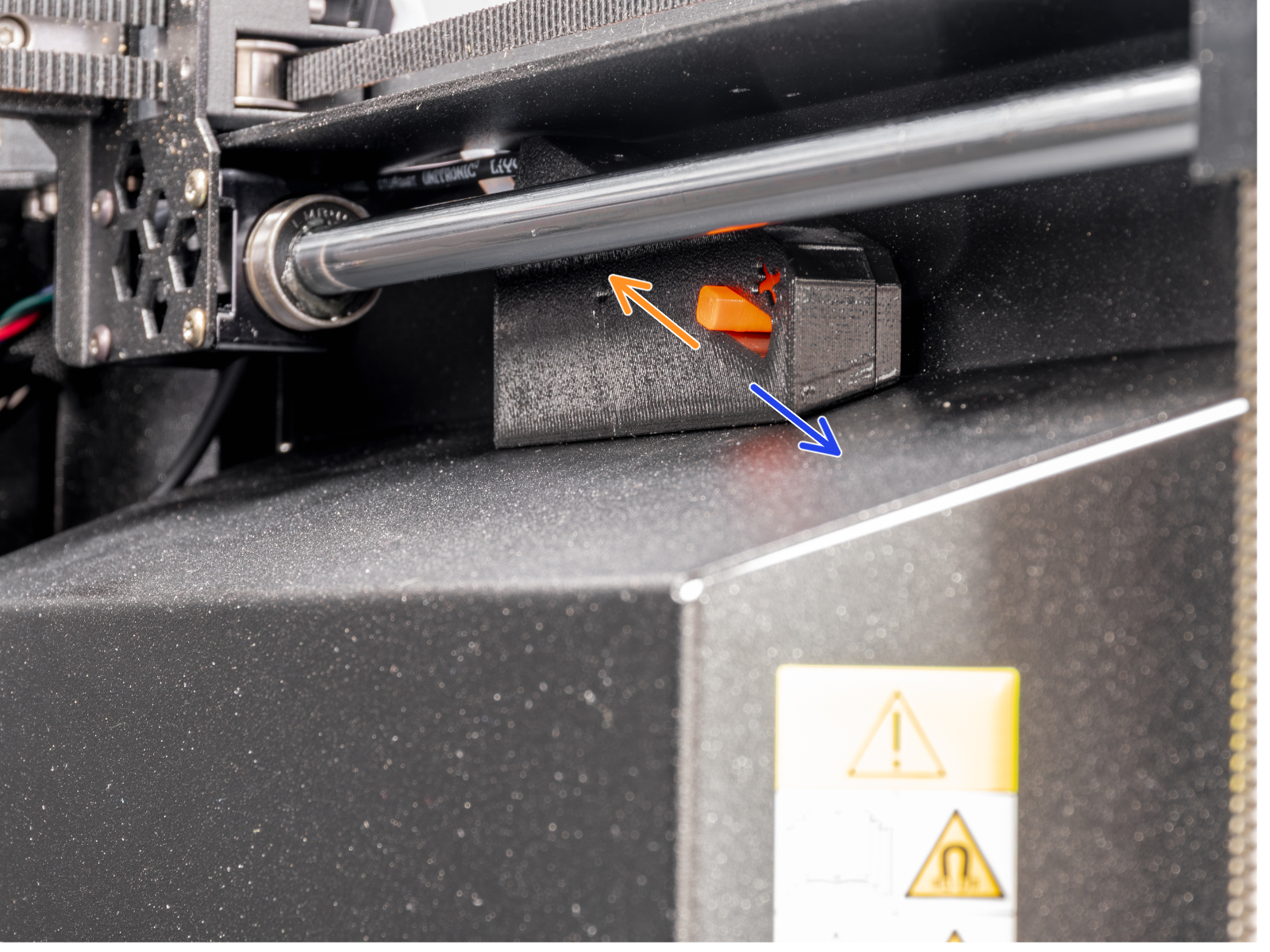
CORE One+ a CORE One L mají na boku těla senzoru filamentu hardwarový přepínač, který umožňuje nastavit páčku snímače filamentu volněji, což usnadňuje zavádění flexibilních filamentů do extruderu.
Posunutím západky dopředu (přední strana, ta s x) uvolníte páku, což vám umožní vložit flexibilní filament. Posunutím západky dozadu (zadní strana) páku utáhnete.
Vzorové tisky
|  |
| Razítka, hadice a pneumatiky | Ukázka pružnosti |
 |  |
| RC pneumatiky | Ochranné obaly na GoPro a telefon |