Informations de base
Description
Les filaments flexibles sont des matériaux résistants chimiquement et mécaniquement. Les couches individuelles tiennent fermement ensemble et il y a une excellente adhérence de la surface d'impression (s'applique uniquement pour le TPU et le TPEE). En raison de ces qualités, il est nécessaire d'imprimer sur une plaque thermolaquée ou d'utiliser un séparateur spécial sur la surface d'impression (bâton de colle ou ruban kapton). Les filaments flexibles sont du TPE (élastomère thermoplastique), cependant, ils sont distribués sous divers noms, tels queTPU, TPEE, etc. Par exemple, le TPU est essentiellement un sous-type du TPE et la principale différence entre le TPU et le TPE réside dans sa dureté shore. Le TPU est généralement à environ 60A-90A sur l'échelle de dureté Shore. De façon générale, plus le filament est souple, plus il est difficile à imprimer.
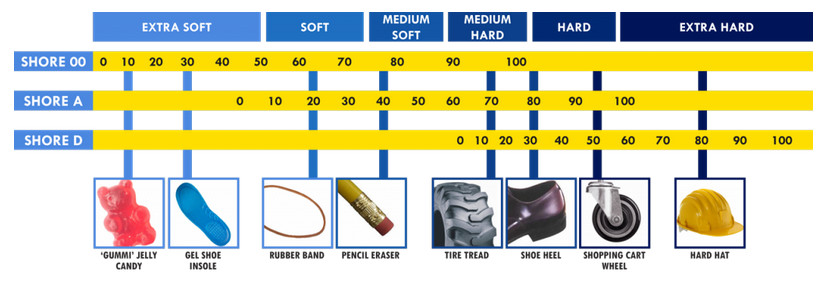 |
| Échelle de dureté Shore, source : smooth-on.com |
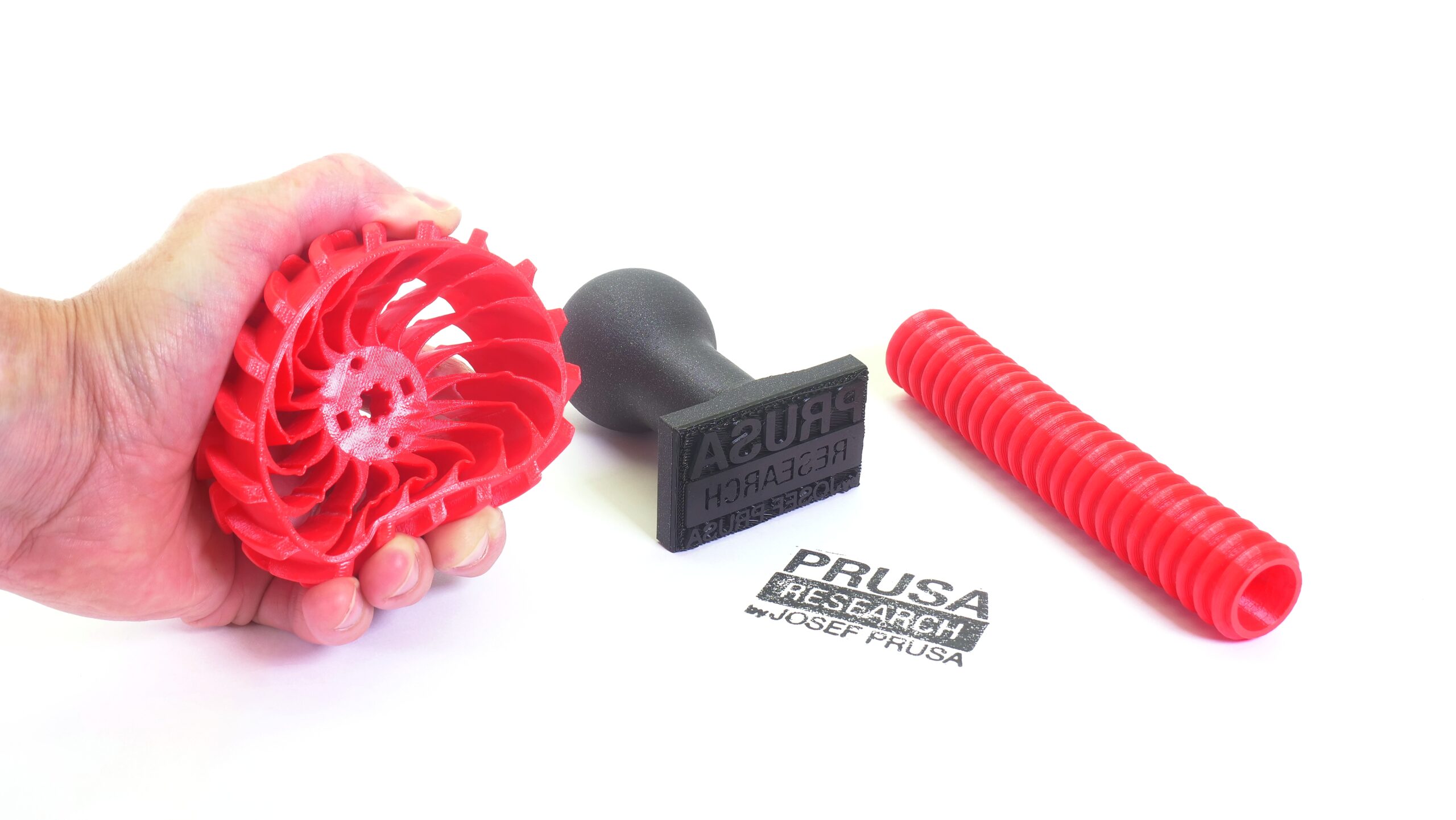
Les filaments flexibles sont généralement très résistants à l'usure (frottement), restent flexible même dans des environnements froids, et montrent une grande résistance à divers solvants. Les dimensions sont stables, il y a peu ou pas de rétrécissement et de déformation. Leur ténacité et résistance à la traction sont excellentes : les pièces imprimées en 3D peuvent résister à de grandes contraintes avant de se casser. Ces propriétés le rendent approprié pour l'impression de rondelles d'espacement et d'autres pièces fortement sollicitées. Avec des paramètres d'impression appropriés, vous pouvez imprimer des tampons, des pneus RC, des semelles de chaussures, des ceintures, etc.
L'impression avec des filaments flexibles est recommandée uniquement pour les makers expérimentés, compte tenu des divers challenges lors de l'impression. Nous parlons de colmatage fréquent des buses, de mauvaises caractéristiques de pontage et de surplomb, de l'enchevêtrement du filament dans les engrenages de l'extrudeur, de création de fils et de coulures.
Pour comparer les propriétés des matériaux pris en charge, consultez notre table des matériaux.
|
Avantages |
Inconvénients |
|---|---|
|
✔ Flexibilité & ténacité |
✖ Difficulté d'impression élevée |
|
✔ Stabilité dimensionnelle (faible rétrécissement) |
✖ Faible vitesse d'impression |
|
✔ Bonne adhérence des couches |
✖ Très mauvais ponts et surplombs |
|
✔ Haute résistance mécanique et chimique |
✖ Retrait des supports difficile |
|
✖ Création de fils | |
|
✖ Matériau hygroscopique (absorbe l'humidité) |
Meilleure utilisation
La meilleure utilisation du filament flexible est pour l'impression de rondelles d'espacement et d'autres pièces fortement sollicitées. Avec des paramètres d'impression appropriés, vous pouvez imprimer des tampons, pneus RC, semelles de chaussures, ceintures, etc.
Règles importantes pour une impression réussie avec des filaments flexibles
- Assurez-vous que la buse n’est pas obstruée. Si vous n'êtes pas sûr, effectuez un tirage à froid pour le nettoyer complètement.
- Desserrez la roue libre pour que les engrenages ne poussent le filament que très délicatement. S'ils le pressent trop fort, le filament risque de s'emmêler dans les engrenages.
- Si vous imprimez sur une plaque lisse ou satinée, appliquez une couche de séparation dessus (du bâton de colle ou du ruban kapton devraient fonctionner). La plaque poudrée texturée ne nécessite aucune couche de séparation - l'impression collera très bien et peut être facilement retirée sans endommager la surface.
- Imprimez lentement. Le plus lent, mieux c'est. Une vitesse typique pour les filaments flexibles est généralement de 20 mm/s, la vitesse maximale recommandée se situe entre 30 et 40 mm/s. Avec des vitesses plus élevées, vous risquez d'obstruer la buse ou d'enchevêtrer le filament dans les engrenages. Pour les imprimantes Original Prusa, nous vous recommandons d'utiliser les profils "Semiflex ou Flexfill 98" ou "Filatech FilaFlex40" dotés de paramètres de vitesse appropriés.
- Augmentez la température de la buse de 5°C, cela réduira la résistance du filament. Gardez le refroidissement de l'impression désactivé.
- Gardez le filament au sec. Les filaments flexibles ont tendance à absorber l'humidité et peuvent être difficiles à imprimer lorsqu'ils sont humides.
Conseils pour une impression réussie
Flexibilité et paramètres du slicer
Avez-vous besoin d'une meilleure résistance mécanique ? Définissez plus de remplissage et de périmètres dans PrusaSlicer. Mais si vous en avez besoin de conserver la flexibilité du matériau, essayez de réduire le nombre de périmètres et de couches supérieures / inférieures. Cependant, gardez à l'esprit que les filaments flexibles ne sont pas bons pour les ponts et les surplombs. Une combinaison de couches minces et de mauvais ponts peut conduire à des trous et des saillies laides.
Rétractions
Si vous utilisez un programme différent de PrusaSlicer, essayez d'ajuster un peu les rétractions. Avec des rétractions plus faibles, il y a moins de risque de colmatage de la buse ou d'emmêlement du filaments. C'est bien de désactiver complètement les rétractions puis d'essayer de les augmenter et de regarder les résultats.
Supports d'impression
Les supports peuvent avoir besoin de plus d'espace sur l'axe Z. Essayez del'augmenter à 0,3 mm. Les supports plus proches de votre modèle peuvent y adhérer trop fortement et être difficiles à retirer. Augmentez la 'séparation XY entre un objet et elle supporte au moins 100%.
Capteur de filament
N'oubliez pas que le changement automatique de filament peut ne pas fonctionner correctement avec des filaments flexibles.
Vous souhaitez en savoir plus sur l'impression avec des filaments flexibles ? Consultez notre article du blog.
XL
L'Original Prusa XL a un long chemin depuis le chargement jusqu'à la buse de l'extrudeur. En raison de leur mollesse, les filaments flexibles nécessitent une attention particulière lors de leur chargement dans cette imprimante. Vous pouvez imprimer le contournement pour filament flexible et suivre les instructions de la vidéo ci-dessous :
CORE One+ et CORE One L
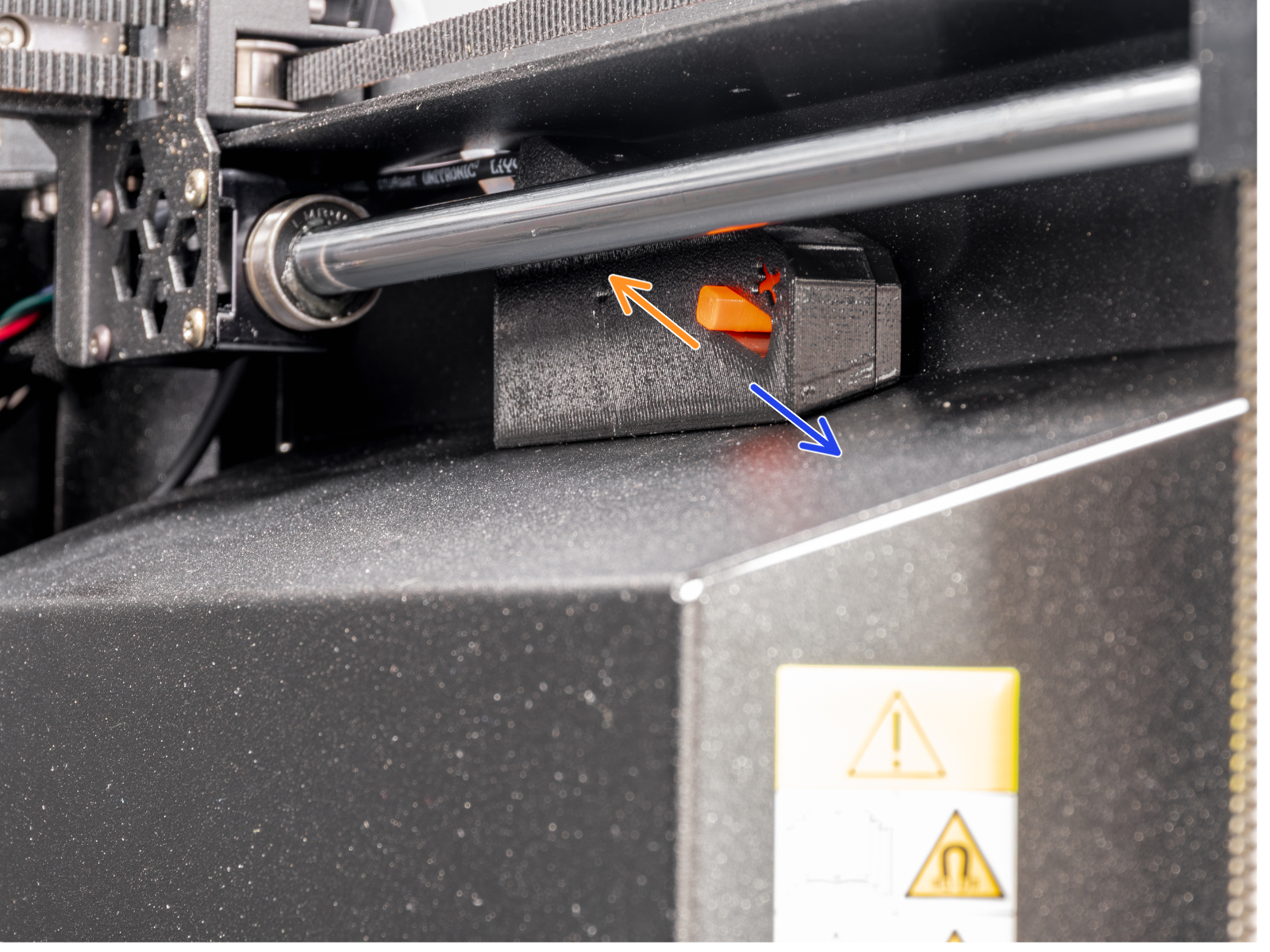
Les CORE One+ et CORE One L sont dotés d'un commutateur matériel sur le boîtier du capteur de filament latéral qui permet de desserrer le levier du capteur de filament, facilitant ainsi le chargement des filaments flexibles dans l'extrudeur.
Déplacer le commutateur vers l'avant, le côté marqué d'un x, permettra de desserrer le levier et de charger le filament flexible. Déplacer le commutateur vers l'arrière resserrera le levier.
Exemples d'impressions
|  |
| Tampons, tuyaux et pneus | Exemple de flexibilité du filament |
 |  |
| Pneus RC | Housse de protection pour Gopro et téléphone |
4 commentaires
j'ai une imprimante M3KS+ firwmware 3.13.2-7080
avec mmu 3.0.1 , je veux imprimer avec du filament fiberflex 40D
mais impossible , le filament se charge dans la buse mais trop vite et l'imprimante le decharge et il reste bloquer dans la buse
pouvez vous m'aider svp, Merci
Je souhaites imprimer un pneu de roue de poussette avec le fiberflex 40D mais après a peine 1 minutes d'impression, le mmu3 (avec mk4) décharge le filament sans raison.
J'utilise pourtant le profil spécifique pour ce filament sans changement de filaments.
Quel peut être le problème. Un réglage a faire?
Merci d'avance.
Cdt.
Merci,
https://help.prusa3d.com/fr/article/traction-a-froid-cold-pull-mk3s-mk2-5s_5171