Le Prusament PETG Ultraglow Green est le filament phosphorescent le plus lumineux du marché. Il est rempli de la plus grande quantité possible d'aluminate de strontium, qui est le matériau le plus dur que nous ayons jamais utilisé. Il est extrêmement abrasif, et il serait naïf de penser qu'un filament contenant un tel additif serait aussi facile à imprimer que le PLA et le PETG classiques. Comme toujours, nous avons fait de notre mieux pour que l'impression soit aussi simple que possible, mais il y a plusieurs éléments à prendre en compte :
- Utilisez une buse durcie ! C'est le matériau le plus abrasif que nous ayons jamais fabriqué. Cette chose dévore les composants métalliques de notre chaîne de production comme s'il ne s'agissait de rien. Elle détruira votre buse en laiton en un rien de temps.
- Attendez-vous à une usure accélérée des tubes PTFE et des composants durcis. Cela inclut les buses en acier trempé et les engrenages du Nextruder. L'impression occasionnelle ne posera pas de problème, mais une utilisation régulière et intensive réduira la durée de vie des composants métalliques. Si vous voulez être sûr à 100%, vous pouvez utiliser la buse E3D DiamondBack, qui est plus dur que l'aluminate de strontium et ne s'usera pas.
- Une buse de 0,6 mm de diamètre est recommandée. Bien que nous fournissions des profils de 0,4 mm, nous recommandons fortement des diamètres plus importants afin d'éviter tout colmatage. Les buses standard (non à haut débit) sont plus adaptées à ce matériau.
Préparations de la XL et des CORE One/+/L
- Assurez-vous que votre XL est correctement configurée et calibrée avant l'impression multi-couleurs. Nous vous recommandons vivement de consulter notre cours de la Prusa Academy axé sur l'utilisation et la maintenance de la XL.
- Les tubes PTFE longs peuvent engendrer une friction supplémentaire susceptible de provoquer un colmatage. Assurez-vous de réduire la friction en pliant le moins possible les tubes. Cela est surtout perceptible sur la XL, la CORE One/+ et la CORE One L. Dans la gamme CORE One, les composants les plus critiques sont le tube Bowden du Nextruder et le capteur de filament latéral. Nous recommandons de retirer la partie coudée du tube PTFE du bowden du Nextruder et de désactiver le capteur de filament latéral. La XL ne nécessite aucune préparation supplémentaire. Veillez simplement à ce que le tube PTFE soit plié le moins possible.

Coude du bowden du Nextruder de la CORE One
Séchage du filament
Séchez le filament avant utilisation (facultatif). Bien que le PETG n'absorbe pas l'humidité aussi facilement que certains filaments, le séchage après un stockage prolongé réduit considérablement les cheveux d'ange, le suintement et le colmatage - particulièrement important pour l'impression multicolore (XL).
Propriétés phosphorescentes
L'aluminate de strontium peut être chargé en l'exposant à une source lumineuse, telle qu'une LED puissante, une ampoule, la lumière du soleil ou la lumière UV. De manière générale, les lumières chaudes et faibles (ampoules courantes) le chargent lentement et il est fort probable que cela n'aura pas l'effet désiré. La meilleure façon de le recharger est d'utiliser la lumière UV. La lumière du jour ou une LED puissante fonctionnent aussi, mais plus lentement.
Une fois chargé, le filament brille intensément pendant plusieurs minutes, puis l'intensité lumineuse diminue progressivement. La plus grande partie de la lueur perceptible est émise durant les 1,5 premières heures. Cependant, dans l'obscurité totale, une faible lueur peut être visible même 6-8 heures après la charge.
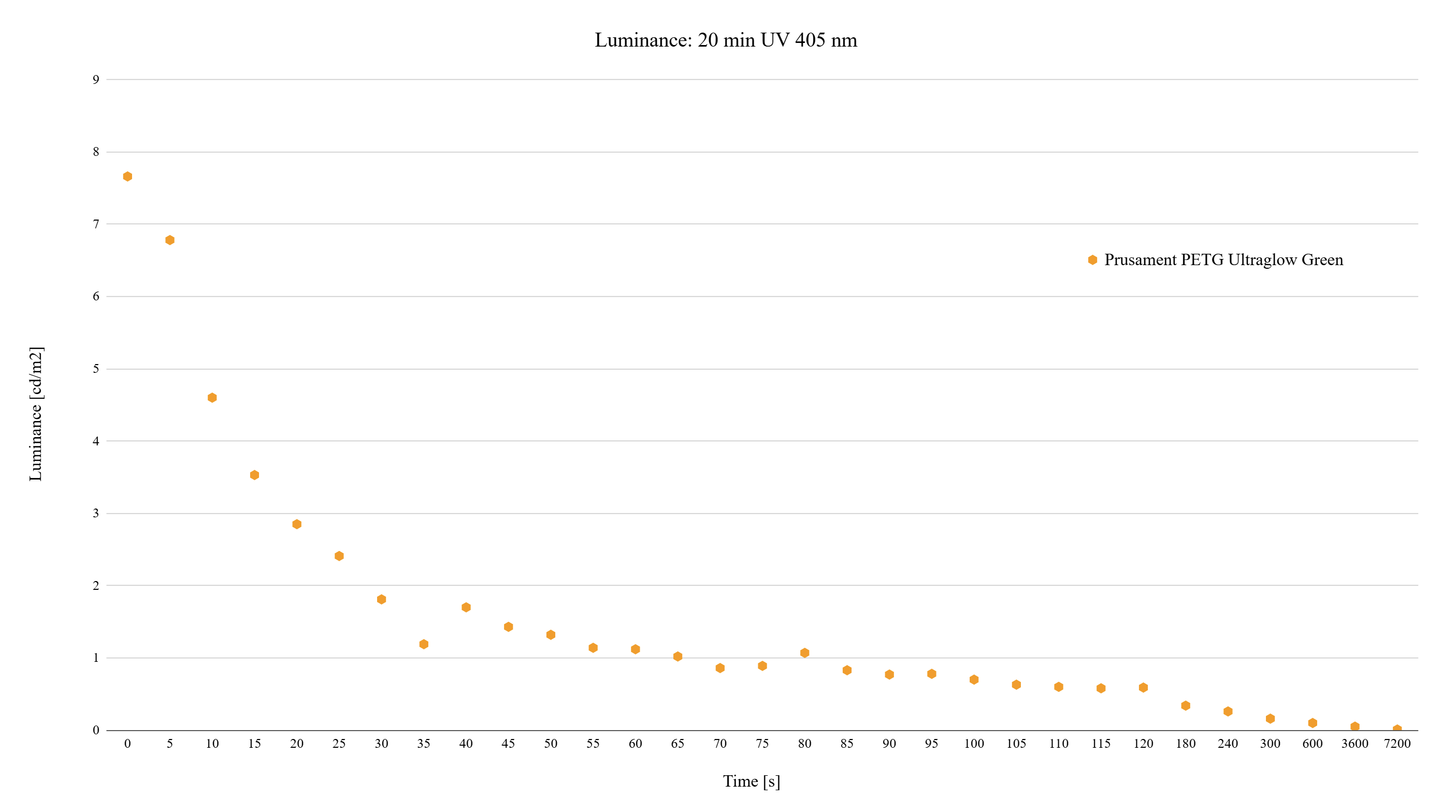
Intensité lumineuse mesurée au fil du temps.