Grundlegende Informationen
LW PLA ist ein Filament, das sich während des Druckens ausdehnen kann. Es eignet sich für Teile, die leicht sein müssen.
Beschreibung
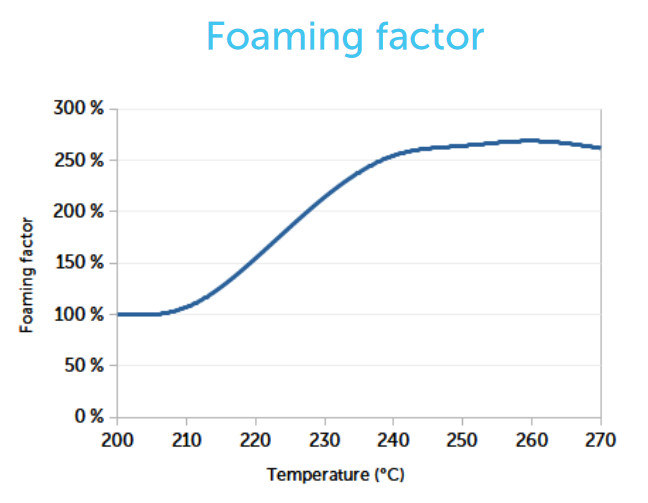
LW PLA (Lightweight PLA oder PolyLight 1.0) ist ein aktiv schäumendes Material, das sich beim Drucken auf das 2,3- bis 3-fache der ursprünglichen Materialgröße ausdehnen kann. Die Ausdehnung hängt von der Drucktemperatur und der Druckgeschwindigkeit ab.
Das LW PLA kann mit Standard-PLA-Einstellungen verwendet werden. Es verhält sich im Allgemeinen wie PLA, hat aber immer noch viel Nachlauf.
Dieses Filament eignet sich auch zum Drucken von Modellen mit dünnen Wänden und internen Strukturen, wie die 3DLabPrint-Flugzeuge. Wir haben ein Konfigurationspaket mit allen dafür erforderlichen Einstellungen vorbereitet, einschließlich des "Even-odd" Slicing-Modus in unserem E-Shop.
3DLabPrint bietet auch ein allgemeines Konfigurationspaket für die Teile auf ihrer Website an.
|
Vorteile |
Nachtteile |
|---|---|
|
✔ 65 % weniger Gewicht |
✖ Weniger steif als PLA |
|
✔ Steigerung des Volumens um 270 % |
✖ Niedrigere Glasübergangstemperatur |
|
✔ Kosteneffizient |
✖ Austritt während Transportbewegungen |
|
✔ Starke Haftung zwischen den Schichten | |
|
✔ Durch Wärme aktiviertes Schäumen | |
|
✔ Leicht mit Sekundenkleber zu verkleben | |
|
✔ Weniger sichtbare Schichten |
Empfohlene Einsatzbereiche
LW PLA eignet sich am besten für Modelle, die ein geringes Gewicht erfordern, wie Modellflugzeuge und Cosplay-Wearables.
Tipps für erfolgreiches Drucken
Musterdrucke
 |  |
| Teil der 3DLabPrint Flugzeugmodelle | Teil der 3DLabPrint Flugzeugmodelle |