Die für den FFF 3D-Druck verwendeten Materialien sind meist hygroskopisch. Das bedeutet, dass sie leicht Wassermoleküle aus der Umgebung, in der sie sich befinden, anziehen. Beim Drucken verhält sich ein Material, das Feuchtigkeit aufgenommen hat, möglicherweise nicht wie erwartet.
Vorbeugung
Einige Filamente sind stärker hygroskopisch als andere. Wenn Sie ein neues Material verwenden, stellen Sie sicher, dass Sie sich über dessen Eigenschaften und die beste Art der Lagerung informieren. Am besten ist es, wenn Sie das Filament möglichst nicht trocknen müssen.
Am besten bewahren Sie Ihre Filamente in einem geschlossenen Raum oder einer Box auf, in der sich ein Trockenmittel befindet. Wenn Sie nur begrenzte Möglichkeiten für diese Art der Lagerung haben, sollten Sie hier vorrangig Filamente lagern, die eher hygroskopisch sind. PLA zum Beispiel verändert seine Eigenschaften durch die Aufnahme von Feuchtigkeit nicht allzu sehr, während Polyamid davon ziemlich stark betroffen ist.
Sie können eine Box erwerben, die speziell dazu dient, das Filament trocken zu halten (wie beispielsweise die Prusa USS Trockenbox), oder selbst basteln.
Eine weitere beliebte Lösung, um Ihr Filament trocken zu halten, ist die Verwendung von Vakuumbeuteln zur Aufbewahrung. Es gibt spezielle Beutel für Filamente, aber Sie können jeden verwenden, in den ein Filament hineinpasst. Bewahren Sie ein Trockenmittel in dem Beutel auf, wenn Sie das Filament aufbewahren.
Multi-Werkzeug-Druck
Bei Druckern wie dem Original Prusa XL, bei denen das Filament direkt in die Druckköpfe eingelegt wird, ist jegliche Feuchtigkeit im Filament von entscheidender Bedeutung. Beim Drucken mit mehreren Druckköpfen bleiben die nicht verwendeten Druckköpfe beheizt (die Standby-Temperatur ist standardmäßig auf 70 °C eingestellt). Ist das Filament feucht, wird Feuchtigkeit in den Druckkopf abgegeben, was zu Fadenbildung im Druckkopf führt. In solchen Fällen kann sogar PLA genug Feuchtigkeit aufnehmen, um Druckprobleme zu verursachen. Dadurch ist der XL im Vergleich zu Druckern mit nur einem Druckkopf anfälliger für Filamentfeuchtigkeit. Daher empfehlen wir, das Filament vor dem Drucken auf dem Original Prusa XL zu trocknen.
Wie Sie erkennen, ob das Filament Feuchtigkeit aufgenommen hat
Wenn ein Material durch Feuchtigkeit beeinträchtigt wird, ist das erste Signal in der Regel eine schlechte Qualität der Modelloberfläche.
In einigen Fällen kann der hohe Wassergehalt im Filament zu einer geringen Haftung der Schichten, zu Klecksen auf den Drucken und zu Blasenbildung und Rauch beim Drucken führen.
Polyamid, PVA und TPU (Flex) sind Filamente, die häufiger getrocknet werden müssen als beliebtere Filamente wie PLA.
Prusament Spulentypen
Prusament-Filamente werden ab Oktober 2025 auf eine neu gestaltete Spule gewickelt, die mehrere Verbesserungen für ein noch besseres Druckerlebnis bietet. Die neue Spule verfügt über einen einfachen Verriegelungsmechanismus, der eine schnelle und einfache Demontage ermöglicht und so ein müheloses Nachfüllen gewährleistet. Außerdem bleibt sie auch bei höheren Temperaturen während des Filamenttrocknungsprozesses stabil.
Für Standardfilamente (Niedertemperaturfilamente) verwenden wir eine schwarze Spule, die Trocknungstemperaturen von bis zu 90 °C standhält. Für Hochtemperaturfilamente (Prusament PEI 1010) verwenden wir eine graue Spule, die für Temperaturen von bis zu 150 °C geeignet ist. Die neuen Spulen erfordern vor dem Trocknen keine zusätzlichen Vorbereitungen.
Allerdings gibt es nach wie vor eine beträchtliche Anzahl alter Spulen auf dem Markt, die vor dem Trocknen des Filaments einer zusätzlichen Vorbereitung bedürfen.
Prusament schwarze Spule (alte Version)
Die schwarzen Kunststoffseiten der Prusament Spulen sind fest in den Pappzylinder gepresst. Die Kunststoffseiten dehnen sich bei steigender Temperatur aus und bewirken, dass sich auch die Pappmitte ausdehnt. Wenn die Temperatur sinkt, schrumpft der Kunststoff wieder in seine ursprüngliche Form zurück, aber der Karton bleibt ausgedehnt, wodurch sich die Spule lockert. Die Spulen können sicher auf bis zu 45 ºC erhitzt werden, ohne dass dies geschieht.
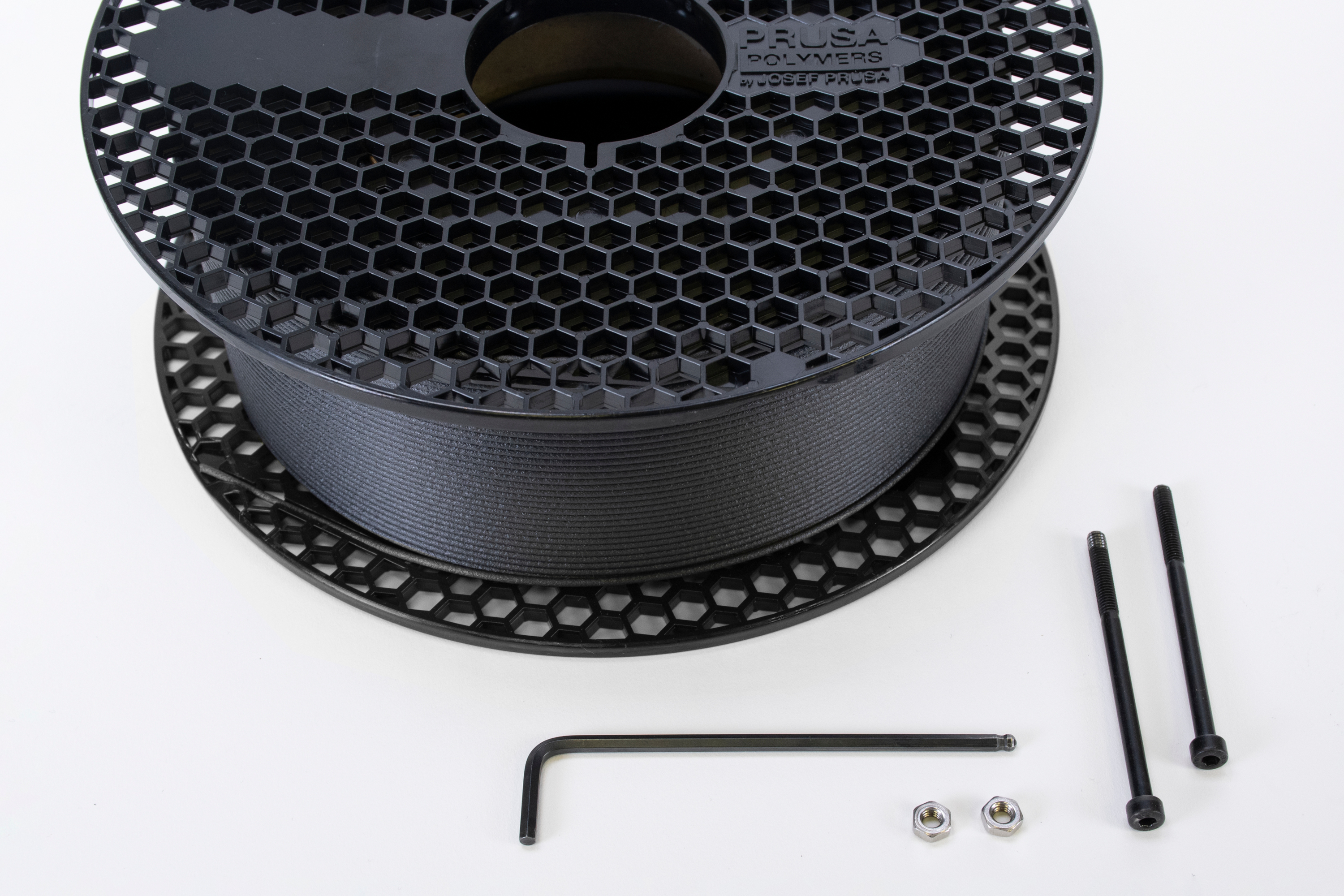
Alternativ ist es möglich, eine Schraube hinzuzufügen, die die beiden Seiten des Kunststoffs zusammenhält. Die Schraube muss ein Gewinde von mindestens 65 mm haben. Auf den Bildern verwenden wir eine Schraube M4x65, die mit einem 3,5 mm Innensechskantschlüssel angezogen wird.
Nachdem die Spule auf über 45 °C erhitzt wurde, muss die Schraube die Spule bis zum Ende ihrer Nutzungsdauer festhalten, da die Spule sonst auseinanderfällt.
 |  |
 |  |
Prusament graue Spule (alte Version)
Die alten Prusament-Spulen mit grauen Kunststoffseiten sind auf den Kartonkern geklebt, um ein Auseinanderfallen zu verhindern. Der verwendete Klebstoff ist bis zu 90 °C hitzebeständig. Daher ist es nicht erforderlich, die Spule zum Trocknen zu verschrauben, sofern diese Temperatur nicht überschritten wird.
Für die alte Version des PA11CF Filaments werden die grauen Prusament-Spulen verwendet. Es wird empfohlen, dieses Filament zwischen jedem Gebrauch in einer Trockenbox aufzubewahren, auch wenn das Filament bald verwendet wird. Falls dies nicht möglich ist, trocknen Sie das Filament vor jedem Gebrauch.
Trocknungsmethoden
Temperaturen
Wenn Sie sicher sind, dass die Spule nicht auseinanderfällt, werden die folgenden Temperaturen und Zeiten für die Prusament-Materialien empfohlen. Es ist wichtig, diese Temperaturen beim Trocknen des Filaments nicht zu überschreiten, sonst wird das Filament weich und klebt zusammen.
Außerdem ist es wichtig, die empfohlenen Trocknungszeiten einzuhalten, um ein Übertrocknen zu vermeiden.
| Material | Temperatur | Zeit |
|---|---|---|
| PLA/rPLA | 45 °C | 6 Stunden |
| Woodfill | 45 °C | 6 Stunden |
| PVB | 45 °C | 8 Stunden |
| PETG (alle Versionen) | 55 °C | 6 Stunden |
| TPU | 60 °C | 4-6 Stunden |
| PP Carbon Fiber/Glass Fiber | 70 °C | 2-4 Stunden |
| ASA | 80 °C | 4 Stunden |
| PC Blend | 85 °C | 5 Stunden |
| PC Blend Carbon Fiber | 90 ºC | 4 Stunden |
| PC Space Grade | 90 °C | 4-6 Stunden |
| PA11 Carbon Fiber | 90 °C | 6 Stunden |
| PEI | 150 °C | 8 Stunden |
Filament-Trockner
Es gibt spezielle Boxen, die Filamente nicht nur trocken halten, sondern auch aktiv die Feuchtigkeit aus den Filamenten entfernen. In der Regel können Sie das Filament auch während des Druckens in der Box aufbewahren.
Prüfen Sie unbedingt die Spezifikationen der Box, die Sie verwenden möchten, um sicherzustellen, dass sie für die Trocknungstemperatur Ihres Filaments geeignet ist.
Backofen
Da die meisten Menschen einen Ofen zu Hause haben, scheint dies der einfachste Weg zu sein, Filament zu trocknen. Beim Trocknen von Filament in einem herkömmlichen Ofen sind jedoch einige Dinge zu beachten.
Haushaltsbacköfen haben keine sehr präzise Temperaturmessung. Die Schwankungen, die sich nicht auf Ihr Essen auswirken, können Ihr Filament beschädigen, insbesondere bei niedrigen Temperaturen wie PLA. Wenn Sie einen Backofen verwenden, stellen Sie sicher, dass Sie ein externes Thermometer haben, um die Temperatur gegebenenfalls zu korrigieren.
Ein weiteres Problem ist, dass viele Öfen zu Hause nicht auf eine Temperatur eingestellt werden können, die niedrig genug ist, um die Filamente zu trocknen, ohne sie zu beschädigen. Selbst wenn Sie sie weniger lange als empfohlen stehen lassen, beschädigen hohe Temperaturen das Filament.
Professionelle Trockenöfen
Wenn Sie hochleistungsfähige oder stark hygroskopische Materialien (wie PEI, PEEK oder kohlenstoffhaltige Nylons) mit präziser und stabiler Temperaturregelung trocknen müssen, bieten wir Ihnen Trockenöfen in Laborqualität an.
Wir bieten die Öfen der UF-Serie von Memmert an, die sich durch eine genaue Temperaturregelung, eine einstellbare Lüftergeschwindigkeit und eine für die Trocknung von Filamenten geeignete Abluftklappe auszeichnen.
Lebensmitteltrockner
Eine andere Methode der Trocknung ist die Anpassung eines Lebensmitteltrockners, damit eine Filament-Spule hineinpasst. Die Anpassung erfolgt in der Regel, indem man die Schalen zwischen den Schichten abnimmt und die Filamente hineinlegt. Diese Dehydratoren haben in der Regel nur niedrige Temperaturen. Prüfen Sie also die Trocknungstemperatur Ihres Filaments, bevor Sie einen kaufen.
1 Kommentar
Is it that much more expensive?
Many materials on the black spools need to be dried at higher temps as 45 Degrees...