Selftest u tiskáren Original Prusa XL kontroluje nejběžnější chyby vzniklé během sestavení tiskárny, zapojení a elektronické součástky. Jde o první část Kalibračního Průvodce, který se spustí automaticky po prvním zapnutí tiskárny nebo po volbě Selftest selhal (XL). Po úvodní kalibraci můžete spustit Selftest přes LCD Menu - Ovládání - Kalibrace & Testy.
Testy prováděné během Selftestu:
- Test ventilátoru
- Test osy Y
- Test osy X
- Kalibrace zarovnání Z
- Kalibrace polohy doku
- Test Loadcellu
- Potvrzení průměru trysky
- Test osy Z
- Zkouška topení trysky
- Kalibrace senzoru filamentu
- Kalibrace posunu nástroje
- Test topení podložky
- Kalibrace Phase stepping
Průběh a výsledky jednotlivých fází se zobrazují na LCD displeji. Po provedení Selftestu můžete kdykoli zkontrolovat výsledky v LCD Menu -> Ovládání -> Kalibrace & Testy. Pokud některý krok testu selže, zobrazí se vedle položky nabídky červené „x“.
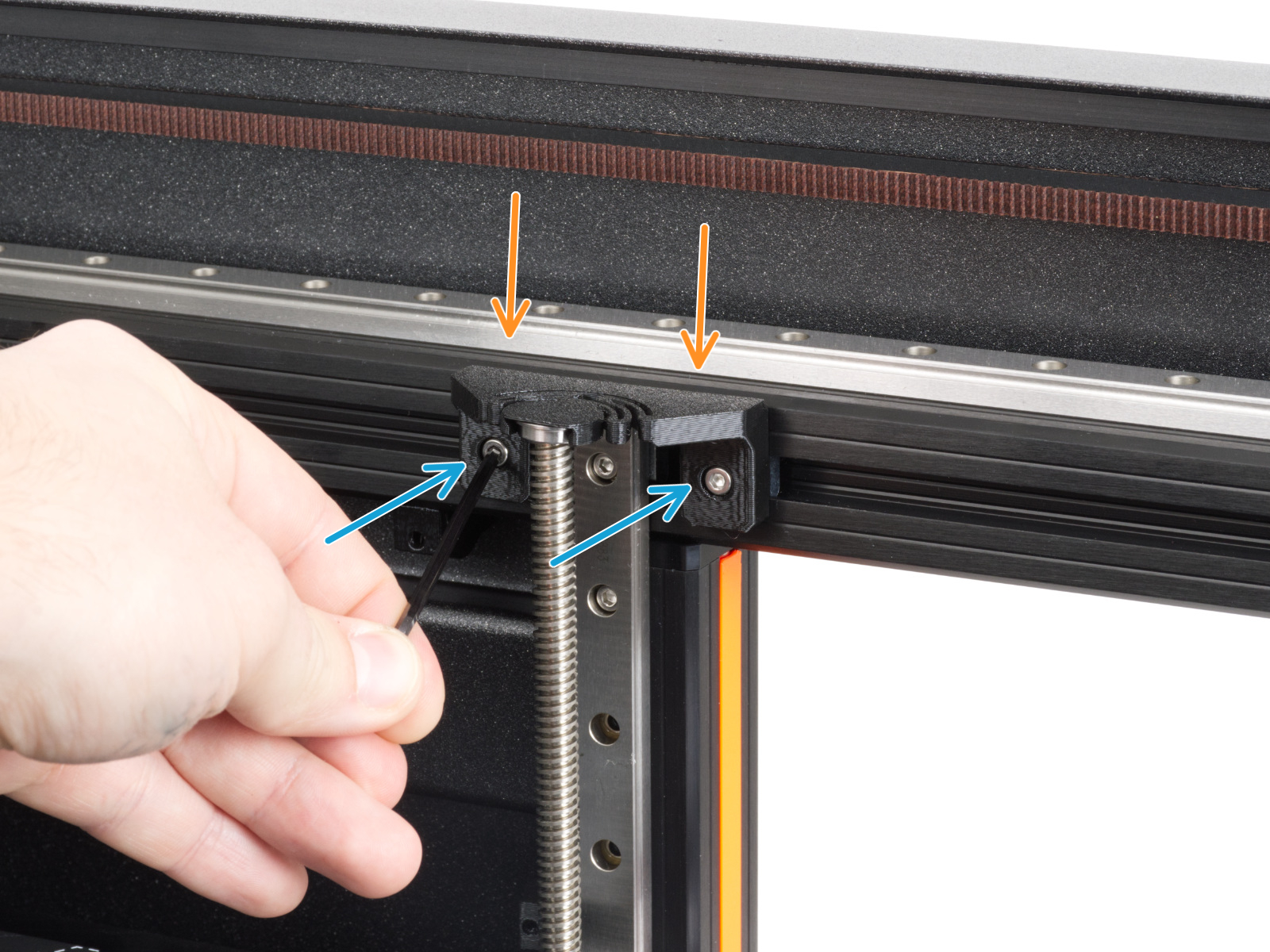
Nejprve, řemeny!
Řemeny ovlivňují většinu fází Selftestu u tiskárny Original Prusa XL. Z tohoto důvodu si pečlivě prostudujte Úprava napnutí řemenů (XL), v případě jakýchkoli problémů Selftestu souvisejících s osami, kalibrací polohy doku nebo kalibrací offsetu nástroje.
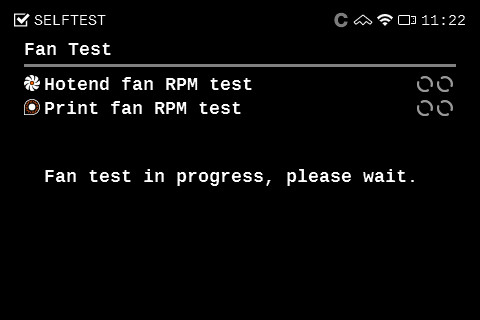
Test ventilátoru
Selftest ventilátorů kontroluje, zda jsou ventilátory správně připojeny a zda nic nebrání jejich otáčení. Za tímto účelem firmware měří otáčky ventilátorů, které se musí pohybovat mezi těmito hodnotami:
- Tiskový ventilátor: 5300 - 6799 RPM
- Ventilátor Hotendu: 6800 - 8700 RPM
Pokud některý z testů selže, zobrazí se vedle položky červené „x“.
- Zkontrolujte, zda jsou oba ventilátory připojeny ke správným slotům na desce Dwarf.
- Zkontrolujte, zda nejsou žádné překážky, které by mohly bránit otáčení některého z ventilátorů.
- Zkuste vyjmout díl fan shroud a proveďte test znovu. Pokud proběhne úspěšně bez dílu, znovu jej nainstalujte a pokračujte v testu. Test se shroudem není třeba opakovat.
Test os Y a X
Tiskárna dokáže určit, zda se komponenty správně pohybují podél každé osy.
Pokud osa X a/nebo Y testem neprojde, pohněte výměníkem nástrojů ručně v různých směrech a zkontrolujte odpor.
Pokud osy vydávají zvuk kovu na kov, zkontrolujte, zda z pojezdu některého z lineárních vedení nevypadla kulička. Pokud si nejste jisti, pořiďte video, na kterém je zvuk zřetelný, a pošlete ho na naší Zákaznická podpora.

Kalibrace zarovnání Z
V tomto kroku se vyrovná vyhřívaná podložka pohybem osy Z nahoru a dolů. Pokud se při tomto testu vyskytne problém, zkuste zkontrolovat trapézové matice, vyrovnání vyhřívané podložky, a zda nejsou šrouby osy Z ohnuté.
Pokud problém přetrvává, zkuste mírně povolit šrouby na pouzdrech ložisek osy Z (díl Z axis bearing housing). Neodstraňujte je úplně, ale ujistěte se, že šrouby nejsou dotažené.
Kalibrace polohy doku
V této fázi Selftestu se určuje poloha doku pro picking a parking tool (vybrání a parkování nástroje). Pro snazší pochopení doporučujeme otevřít návod krok po kroku. Pokud kontrolka na tiskové hlavě svítí žlutě, neváhejte se obrátit na naši Zákaznická podpora.
Pokud se zobrazí chybové hlášení Pozice doku mimo rozsah #17103 (XL), postupujte dle instrukcí k řešení problémů.
Pokud kalibrace končí červeným „x“, znamená to, že nástroj nemohl najít dok. Ujistěte se, že kabelový svazek této nástrojové hlavy není ohnutý nebo nebrání jejímu pohybu. Zkontrolujte polohu dokovací stanice: zda se neviklá; zda je kovová část doku kolmá na extruze a zda je zcela usazena v extruzi bez mezer; zda je kovová vložka doku (tch-mounting-insert) zcela vysunuta doleva. Pokud zjistíte některou z těchto chyb, zkuste dok uvolnit a znovu utáhnout.
 |
Test Loadcellu
Správně fungující loadcell je pro provoz tiskárny Original Prusa XL zásadní, protože zjišťuje, zda je tryska dostatečně blízko ocelovému plátu sloužícímu jako tiskový povrch, a zabraňuje poškození, které by mohlo být způsobeno proniknutím trysky do tohoto plátu.
- Ujistěte se, že je loadcell správně připojen k desce Dwarf.
- Ujistěte se, že povrch, na kterém tiskárna stojí, je co nejstabilnější. Jakákoli forma vibrací přenášených na povrch pod tiskárnou, či povrch pod tiskárnou, který není zcela stabilní, může způsobit falešný údaj z loadcellu, což vede k negativnímu výsledku Selftestu. To platí i pro ostatní tiskárny tisknoucí v blízkosti XL, na které je prováděn Selftest.
Potvrzení průměru trysky
První jednotky tiskárny Original Prusa XL byly dodávány s tryskami o průměru 0,6 mm, později jsme však zavedli trysky o průměru 0,4 mm. Podle tohoto návodu zkontrolujte, jakou variantou je vaše tiskárna vybavena, a potvrďte ji v nabídce menu.
Test osy Z
V této fázi Selftestu je kontrolována celá délka osy Z. Upozorňujeme, že tento test používá Loadcell, takže pokud se vyskytnou problémy s kalibrací Loadcellu, tento test rovněž selže. Pokud Loadcell nevykazuje žádné problémy, zkontrolujte, zda něco neblokuje pohyb vyhřívané podložky po jeho délce nebo zda se něco nedotýká extruderu.
Zkouška topení trysky
Tímto postupem se zahřejí všechna topná tělesa a zkontroluje se jejich funkčnost. Pokud některé z topných těles zobrazí chybu, zkuste vyměnit kabel topení s některou z ostatních nástrojových hlav. Zjistěte, zda se chyba přenese na jinou nástrojovou hlavu, nebo zůstane u té samé. Poté proveďte totéž s termistorem. Pokud v obou případech zůstane problém ve stejné nástrojové hlavě, příčinou by měla být deska. Pokud se problém přenese do nové nástrojové hlavy, vyměňte kabel, který byl přepojen. Problém zdokumentujte a zašlete na naši Zákaznická podpora.
Senzor filamentu
Tiskárna Original Prusa XL je vybavena dvěma senzory filamentu: první je umístěn na boku, v blízkosti vstupu PTFE trubičky, kam je přiváděn filament. Druhý je umístěn v extruderu. Oba senzory filamentu jsou nezbytné pro správné vytažení filamentu: když senzor na boku zjistí, že filament došel, filament se včas vytáhne.
Případné problémy se senzorem jsou obvykle způsobeny tím, že pružinky spouštějící senzor jsou zablokovány nečistotami a vlákny filamentu. V takovém případě vyčistěte boční senzor filamentu nebo senzor filamentu nástrojové hlavy.
Pokud to nepomůže, zkontrolujte, zda je senzor filamentu nástrojové hlavy připojen k desce Dwarf a zda je boční senzor filamentu dobře připojen k desce Sandwich.
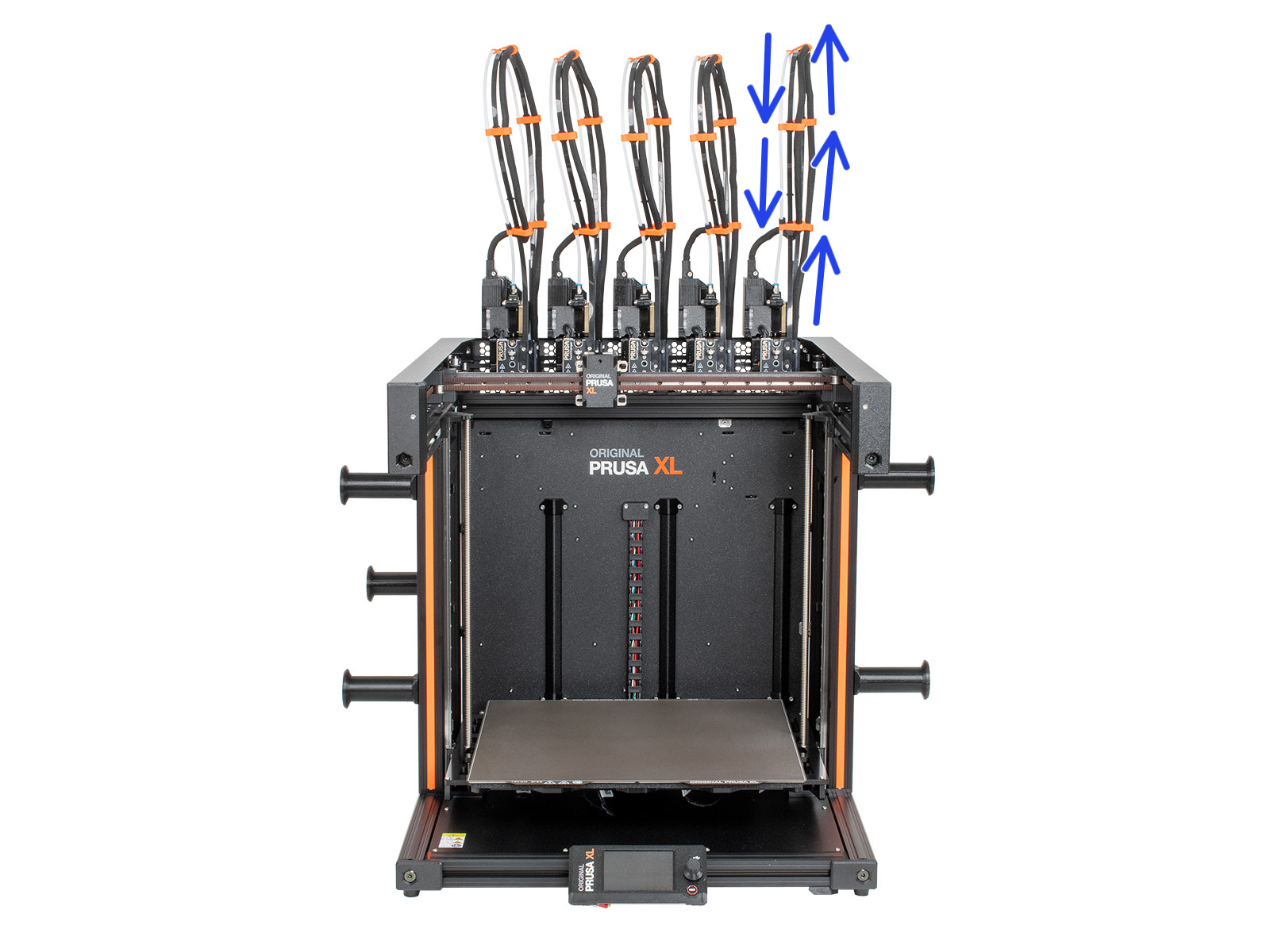
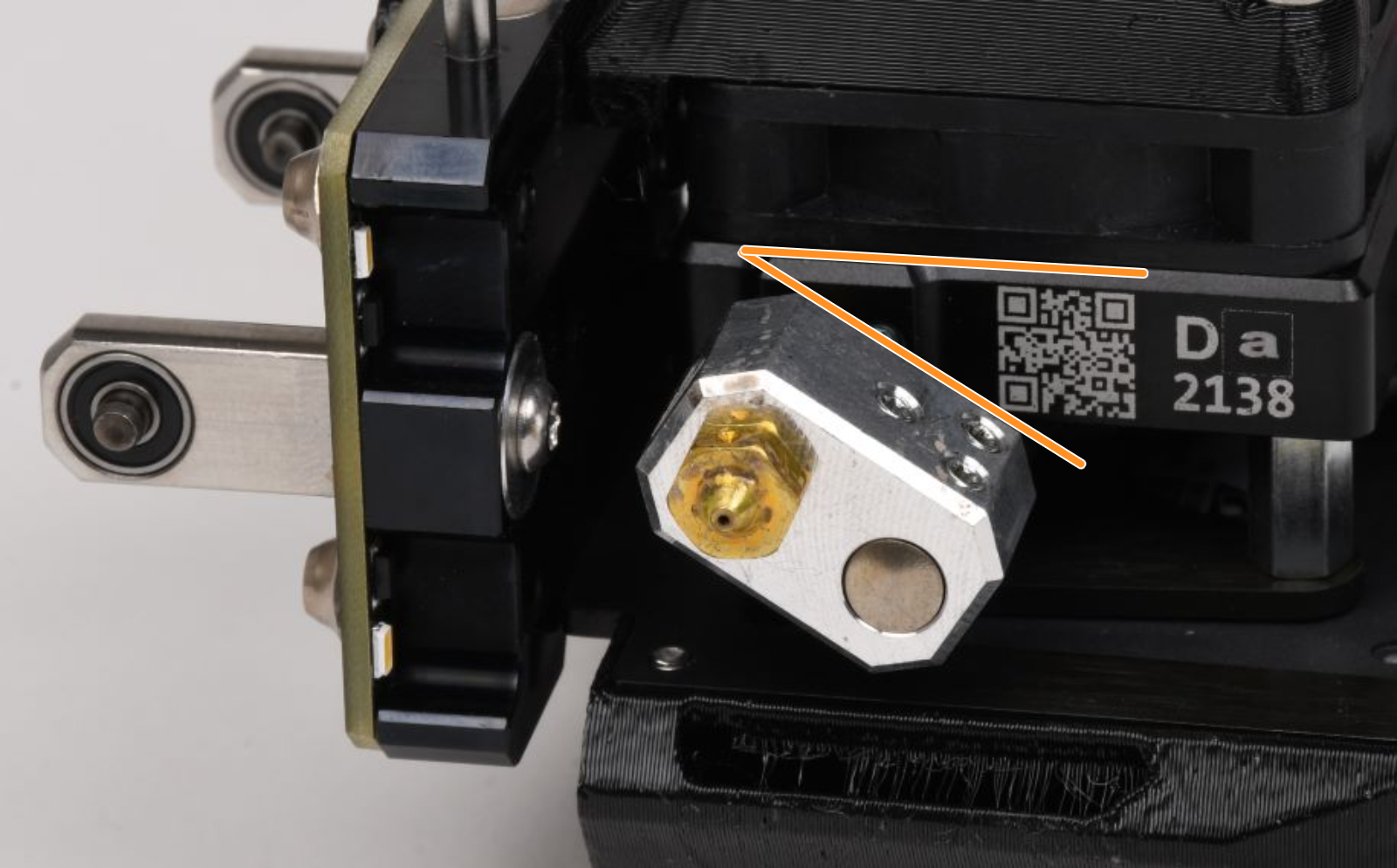
Kalibrace posunu nástroje
Multi-tool XL si vynutí tuto kalibraci, aby bylo zajištěno, že při změně nástroje bude nový nástroj pokračovat ve správném tisku. Pokud se jeden nástroj příliš odchýlí od očekávaného rozsahu ve srovnání s první hlavou nástroje, dojde k chybě a kalibrace se přeruší. Pamatujte, že všechny nástroje jsou korigovány na základě prvního nástroje. Pokud se tedy vyskytne problém s nástroji dva až pět, může to být způsobeno problémem s kalibrací prvního nástroje.
Pokud je zasunut nějaký filament, vysuňte jej před zahájením této kalibrace.
Pokud se kalibrace nezdaří, zkontrolujte nejprve pohyb nástrojové hlavy po jeho vybrání. Pružná deska vyztužující svazek kabelů a PTFE trubičku musí být vyrovnána tak, aby se kabely neohýbaly nebo neprohýbaly do stran.
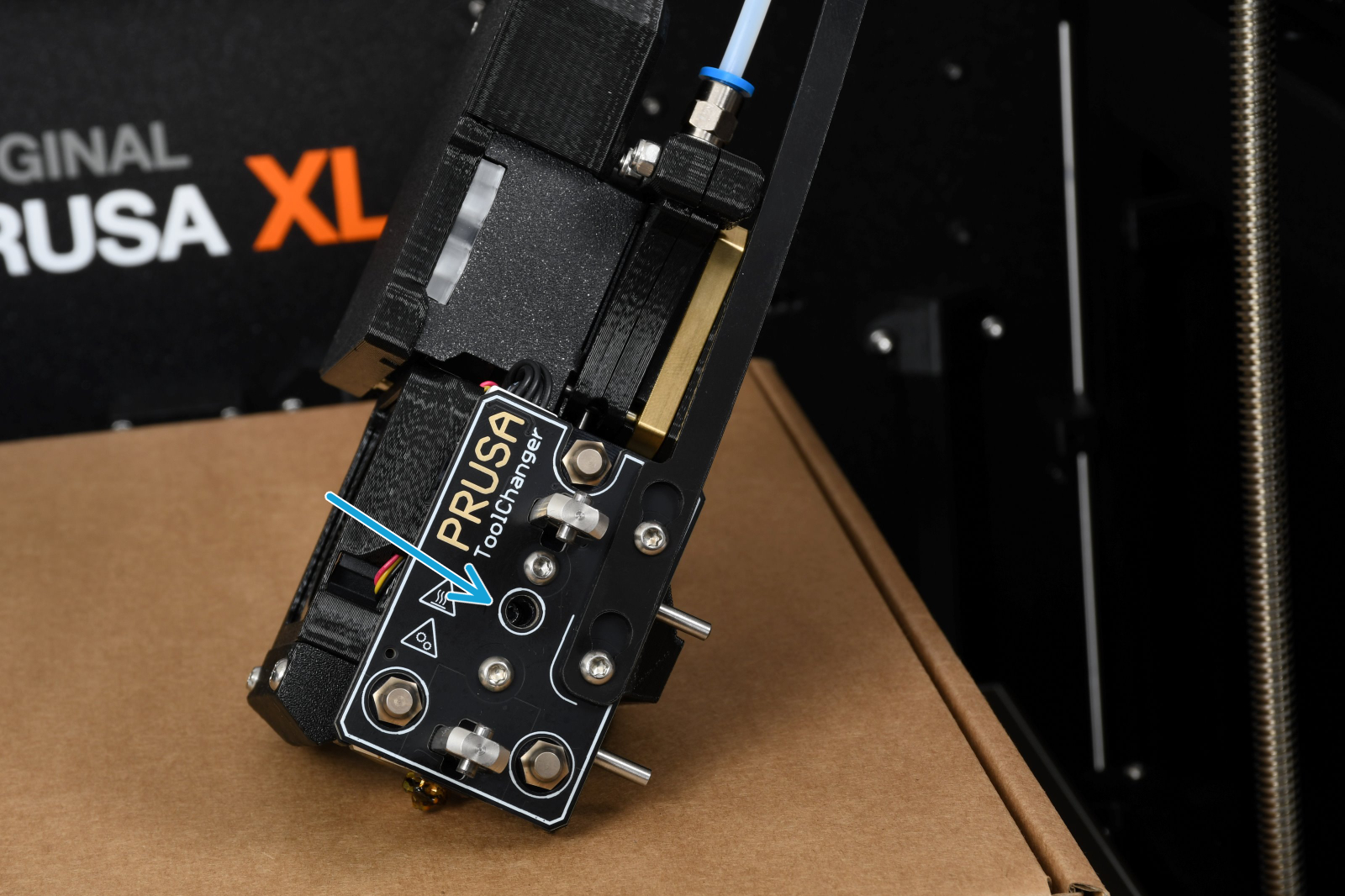
Poté zkontrolujte trysku. Pokud je tryska příliš nízko, narazí na plastovou část kalibračního kolíku. Pro vyzkoušení můžete povolit šroub, který upevňuje trysku, a zatlačit ji směrem nahoru. Jakmile se ujistíte, že je úplně nahoře, šroub opět utáhněte. Pokud používáte adaptér, zkontrolujte mezeru mezi tryskou a topným blokem. Zkontrolujte také úhel topného bloku a ujistěte se, že se topný blok po dotažení trysky neotáčí.
 |  |
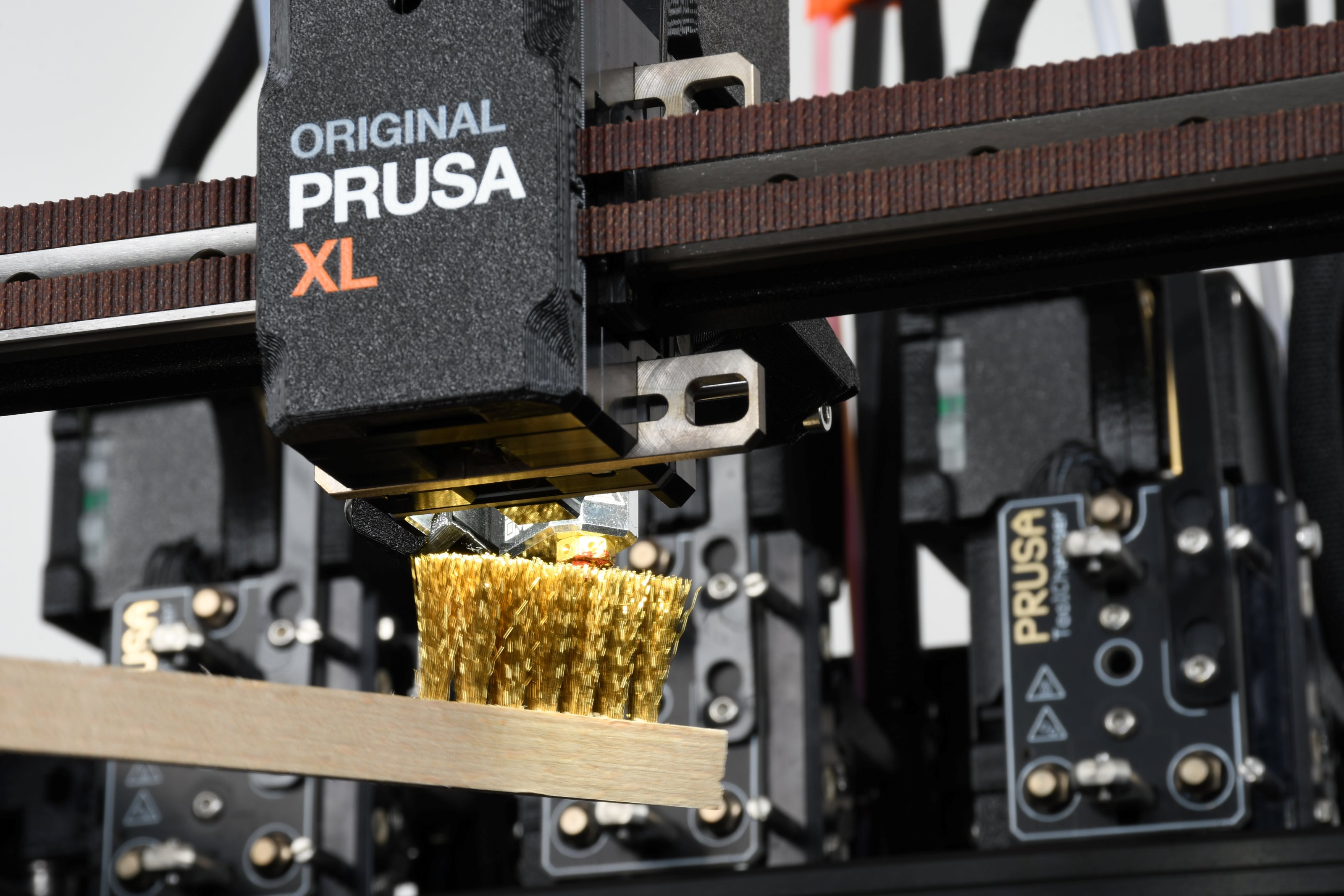
Pokud tuto kalibraci provádíte po použití tiskárny, ujistěte se, že je vnější povrch trysky čistý. Chcete-li ji vyčistit, přejděte v nabídce tiskárny do nabídky Ovládání -. Vybrat/Zaparkovat Nástroj -> Vybrat nástroj #. Poté přejděte v nabídce do Ovládání - Teplota - Tryska a nastavte teplotu na teplotu, kterou jste použili při posledním tisku. Po zahřátí vyčistěte vnější část trysky mosazným kartáčkem.
Pokud ani po provedení všech výše uvedených kroků není zkalibrován posun nástroje, zkuste provést tvrdý tovární reset. To bude vyžadovat opětovné provedení celého Selftestu. Můžete také vytáhnout plastovou část z kalibračního kolíčku a otestovat, zda se kalibrace podaří.
Test topení podložky
V této fázi Selftestu se testuje ohřev vyhřívané podložky. Pokud se během této kalibrace vyskytne problém, nejprve se ujistěte, že je ocelový plát na podložce, nebo je přidán poté, co teplota dosáhla okolo 50 ºC. Dále zkontrolujte kabely pod vyhřívanou podložkou. Ujistěte se, že žádný z nich není zkroucený, zejména v blízkosti konektorů. Jemně zatáhněte za kabely a zkontrolujte, zda se uvolní.
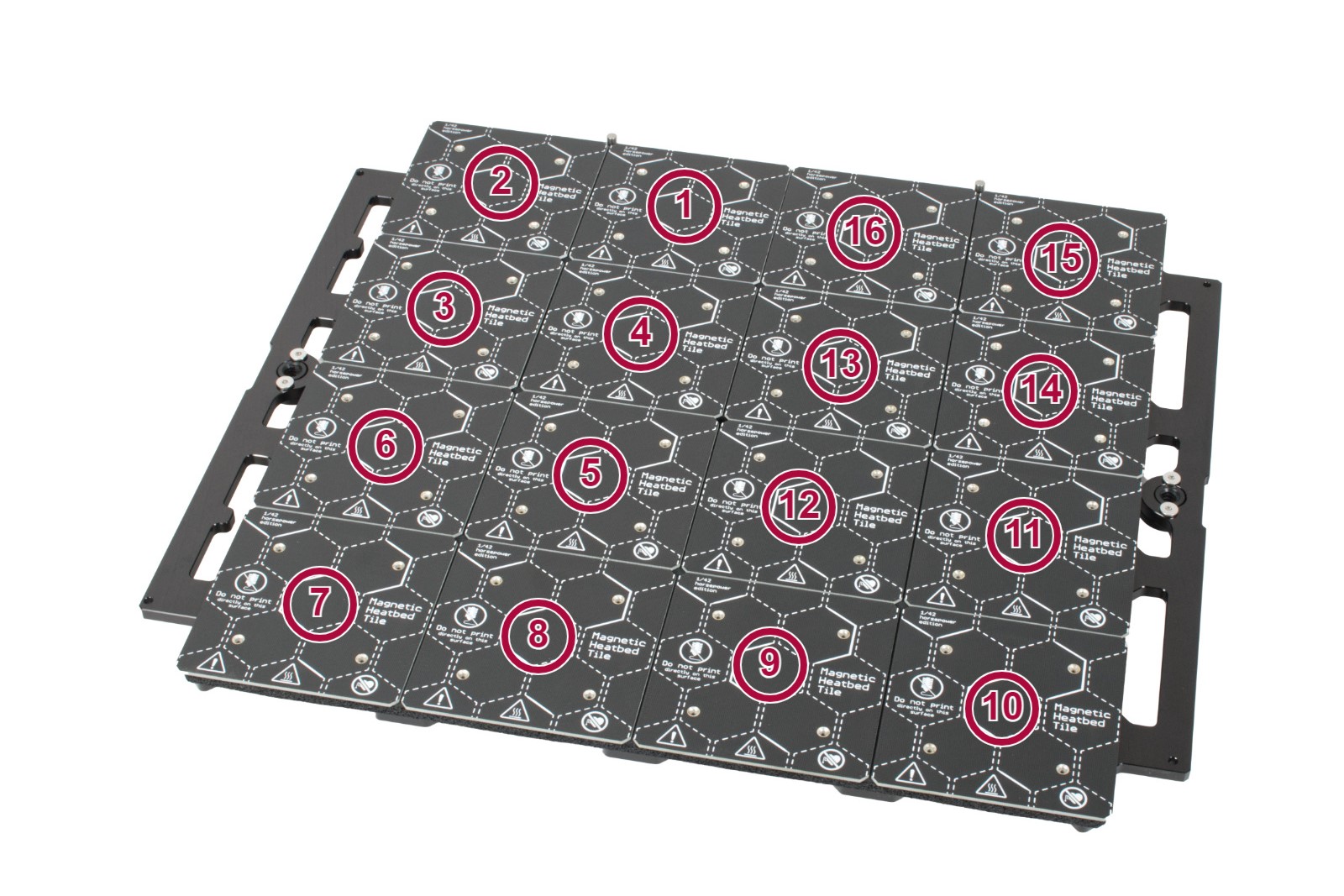
Pokud se na obrazovce zobrazí chyba týkající se konkrétní dlaždice, nejprve ji identifikujte podle obrázku výše. Poté zkontrolujte konektory na obou stranách kabelu. Otevřete kryt ovladače podložky vyšroubováním čtyř níže uvedených šroubů a zkontrolujte, zda nejsou kolem konektorů stopy po spálení.

Kalibrace Phase stepping
Poslední částí testování je Phase Stepping. Při jejím provádění se ujistěte, že se tiskárny nedotýkáte a že na stejném povrchu, kde XL provádí kalibraci, nepracují žádné jiné tiskárny. Více informací o tomto tématu naleznete zde: Phase Stepping (XL).