Durante il trasporto, l'assemblaggio o la manutenzione (come regolazione della tensione della cinghia) la stampante può disallinearsi leggermente, cioè un asse può non essere perpendicolare (angolo di 90 gradi) all'altro. Il firmware compensa alcune deviazioni, ma la cosa migliore è far quadrare l'hardware dall'inizio.
Qui non useremo nessuno strumento speciale, solo le parti della stampante e i tuoi occhi. Non c'è bisogno di strumenti avanzati di ingegneria, come spessimetri o una squadra da macchinista. Tuttavia, l'ordine in cui si controlla e si fa qualsiasi regolazione è cruciale poiché si squadrerà la macchina su se stessa.
Procedura
Controlleremo l'altezza dell'ugello sopra il piano dopo l'homing in diverse posizioni degli assi X e Y sul piano. Faremo questo per un asse alla volta ed eseguiremo le correzioni necessarie tra ogni test. Non deviare dall'ordine delineato qui sotto.
Ispezioneremo e correggeremo la stampante nel seguente ordine:
- Controlli iniziali
- Asse Y
- Assi YZ
- Assi XZ
Controlli iniziali
Controlla quanto segue:
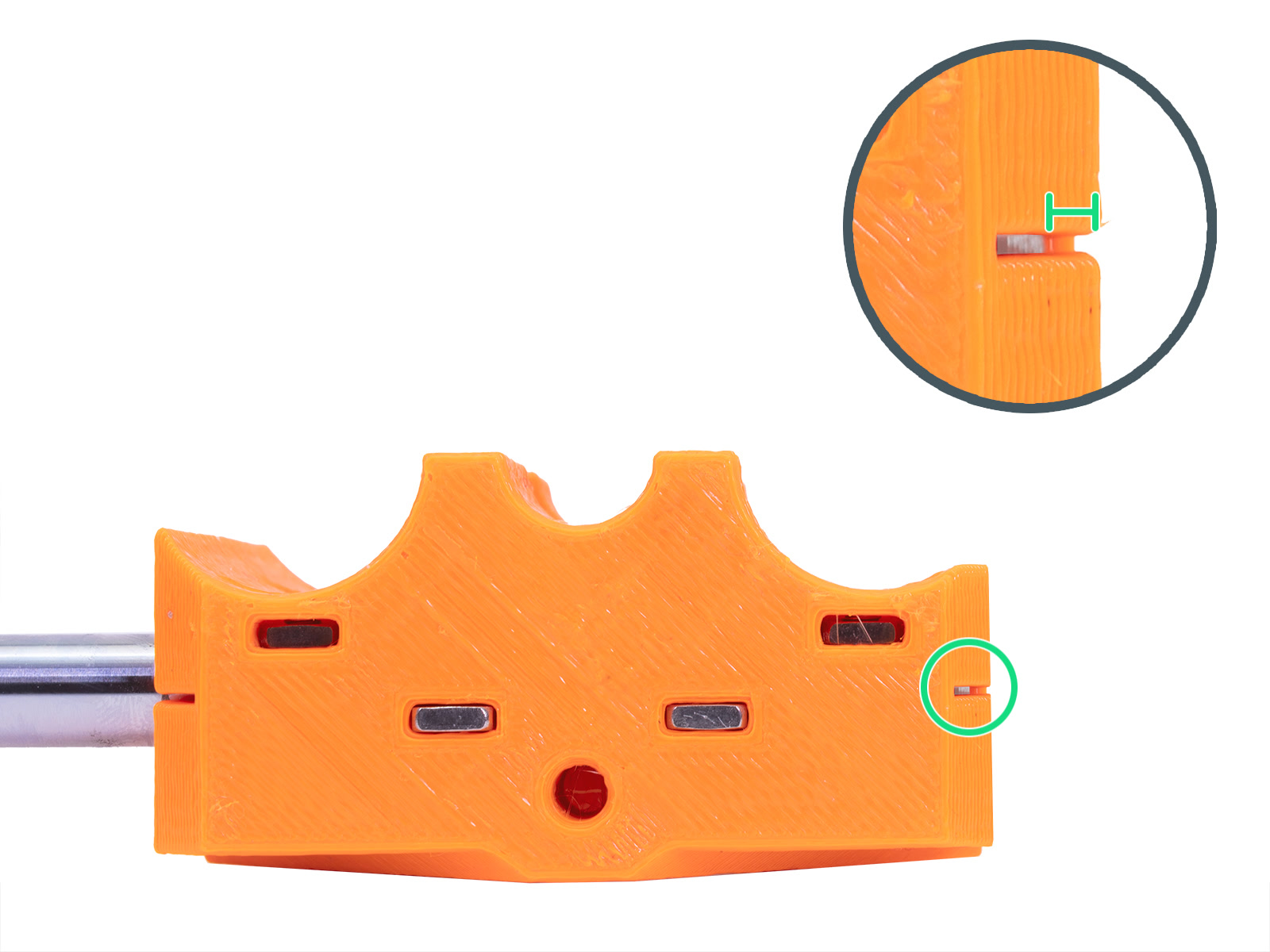
- Le aste lisce dell'asse X sono inserite fino in fondo nelle parti plastiche dell'estrusore (immagine a sinistra). Le parti dell'estrusore e dell'X-end hanno dei fori di ispezione per controllare (cerchio verde).
- I cuscinetti lineari da 10 mm dell'asse Z sono leggermente al di sotto delle parti in plastica (~0,75 mm) che li fissano e uguali su entrambi i cuscinetti.
- I cuscinetti di schiuma sono attaccati solo ai profilati di alluminio estruso, e non alla piastra frontale/posteriore in plastica.
- Assicurati che il piano riscaldato e l'ugello siano raffreddati a temperatura ambiente!
Controllare ciascun asse
Inizia rimuovendo la piastra d'acciaio flessibile. Questo è un quadrato tagliato al laser e lo useremo per un passo successivo. Poi fai rientrare la stampante da Calibrazione -> Auto home, sul menu LCD e Disabilita gli stepper riavviando la stampante usando il pulsante sul modulo LCD o navigando su Impostazioni -> Disabilita motori.
Asse Y
Qualsiasi deviazione evidente in questo passo è molto rara, ma garantisce le prove successive e svolte su una superficie piana. Se trovi una deviazione superiore a ~0,5-1 mm, continua l'intera procedura, poi fai di nuovo questo controllo prima di contattare il supporto.
- Con gli stepper disabilitati, far scorrere la punta dell'ugello fino alla linea tratteggiata centrale con il segno stampato "100" mm.
- Girare a mano la barra filettata dell'asse Z per avvicinare l'ugello al piano (~1mm), in modo che sia quasi a contatto con esso (righello viola).
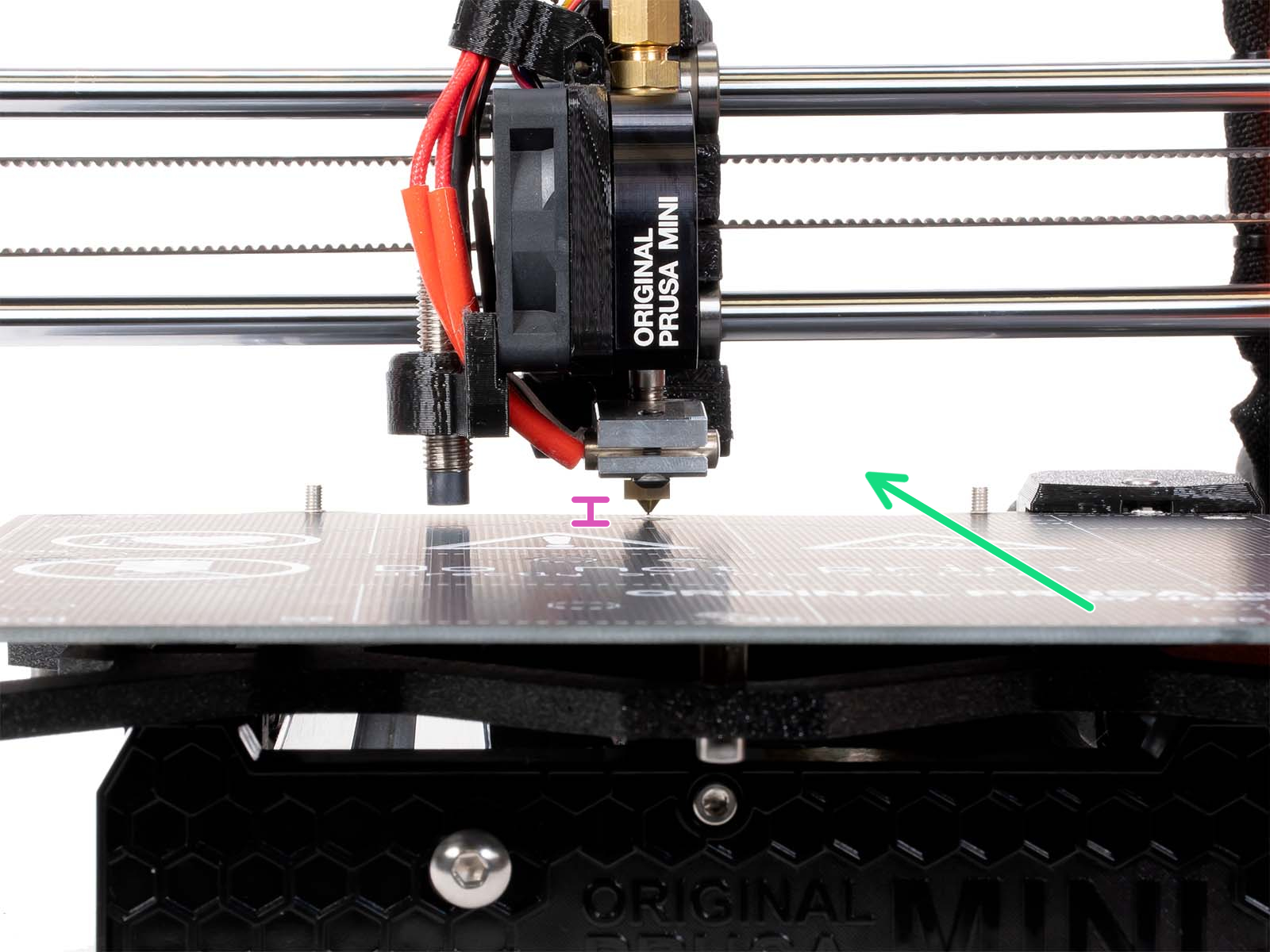 | 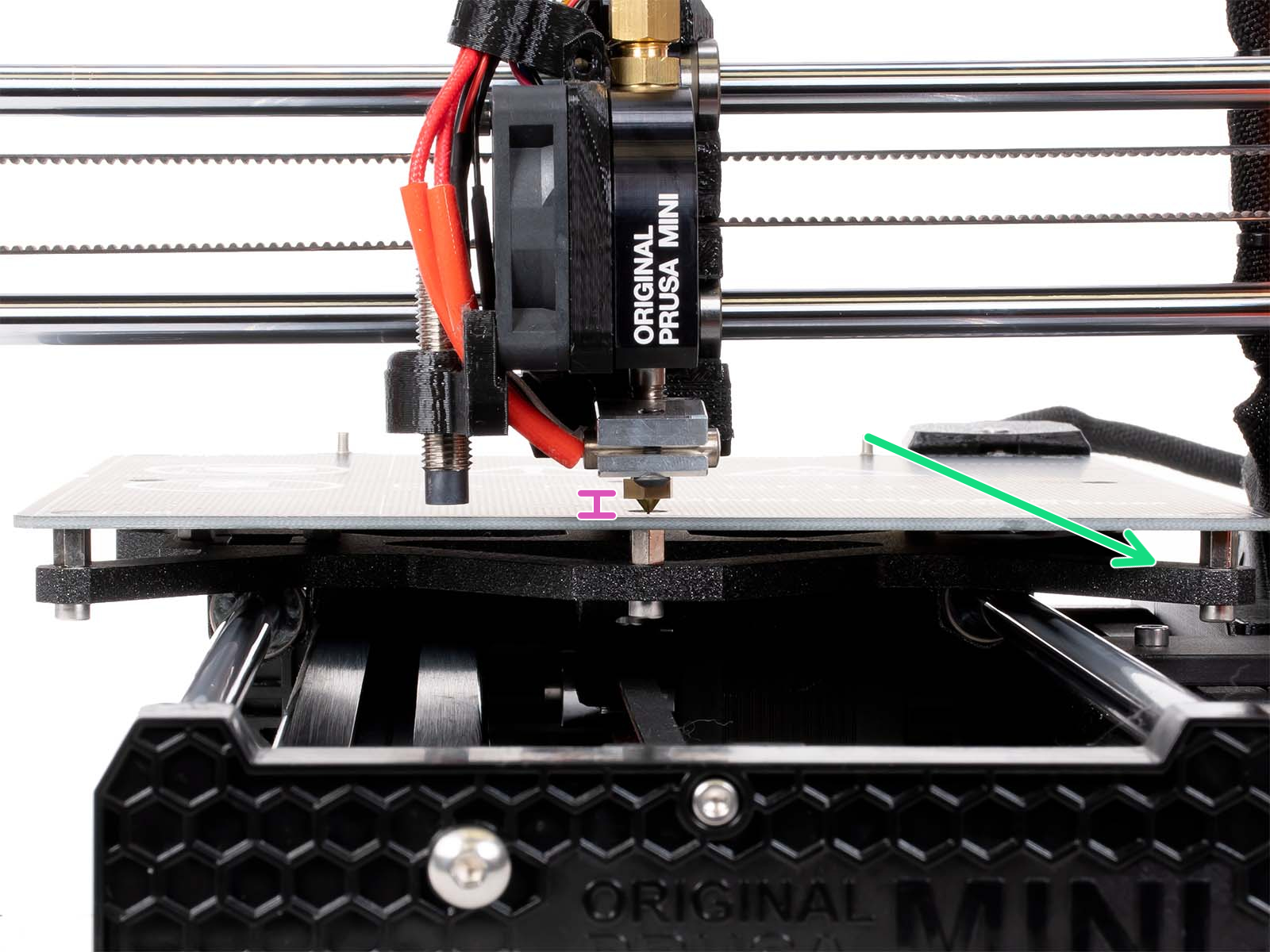 |
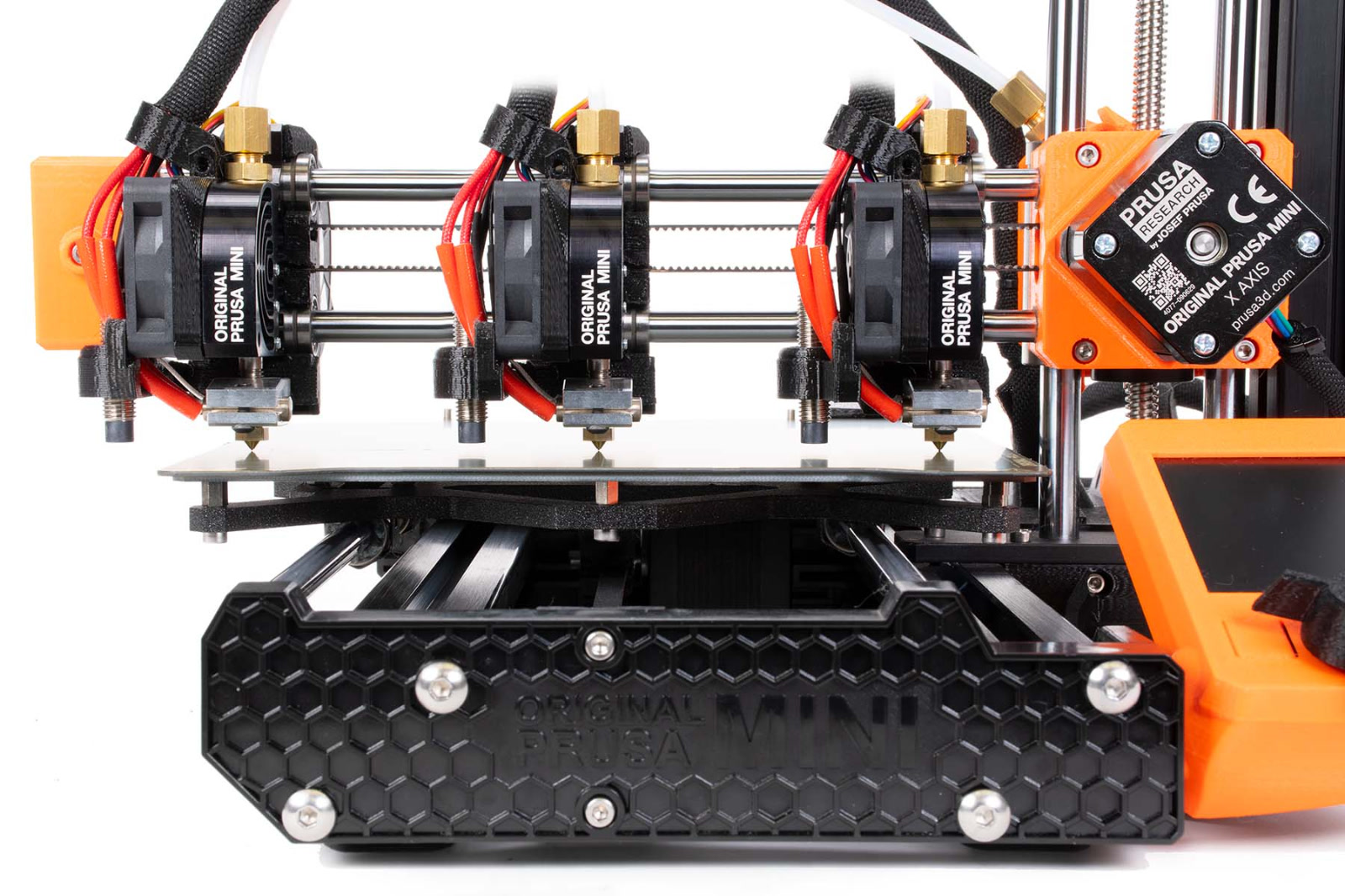
- Guardando la distanza tra l'ugello e il piano di riscaldamento, far scorrere il piano da un estremo all'altro (frecce verdi) e vedere se c'è qualche deviazione. Assicurati di non spingere verso il basso il piano mentre lo fai scorrere!
Assi YZ
Questo controlla il piano (asse Y) contro l'asse Z, assicura che le aste lisce X siano parallele, e perpendicolari all'asse Z con l'ugello che punta direttamente verso il basso.
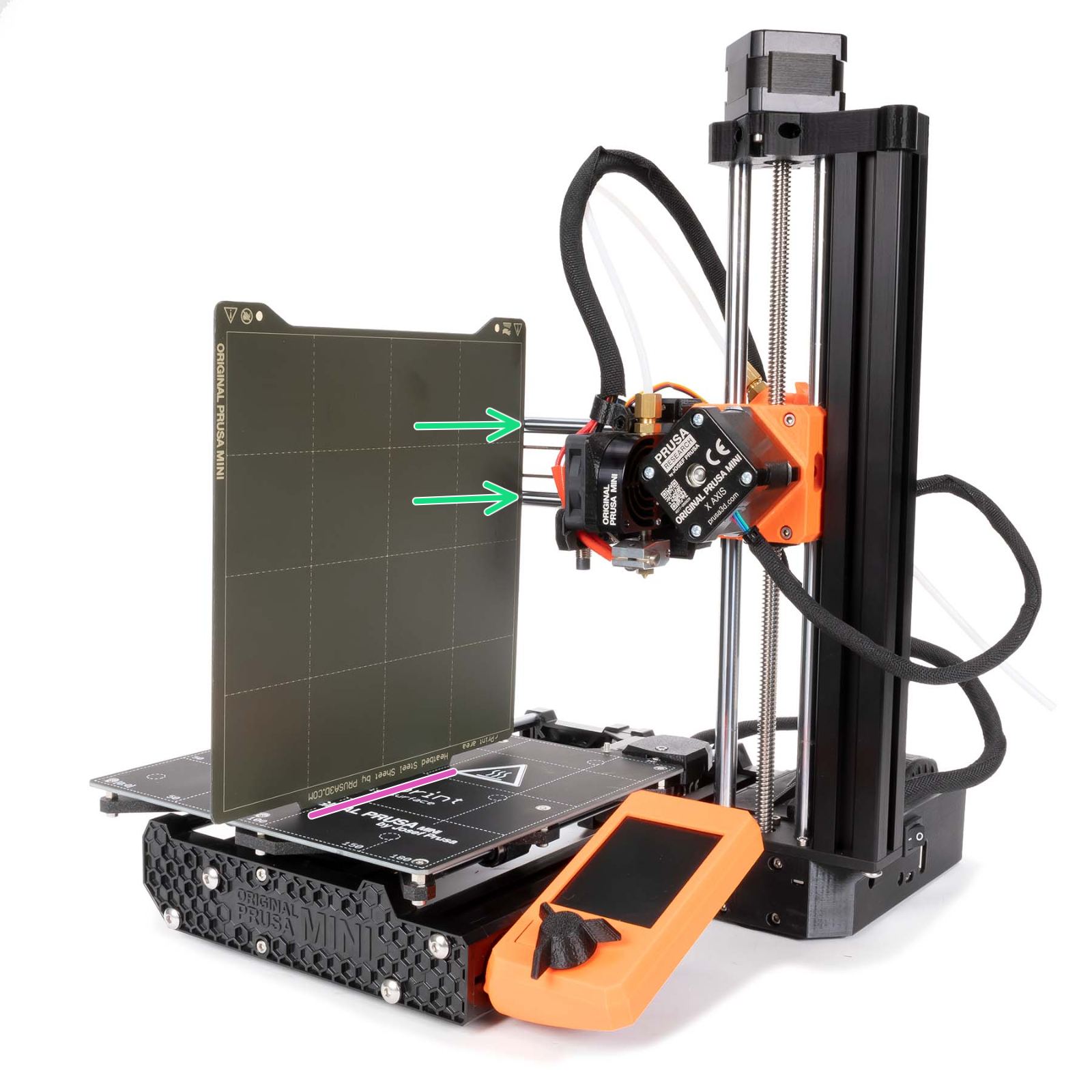
- Mentre gli stepper sono ancora disabilitati, sposta la testina di stampa sulla destra dell'asse X.
- Sposta il piano riscaldato sulla parte anteriore della stampante.
- Naviga il Menù LCD su Impostazioni -> Sposta asse -> Sposta Z e ruota la manopola in senso orario finché la testina di stampa/X-gantry è a circa 100-150 mm sopra il piano.
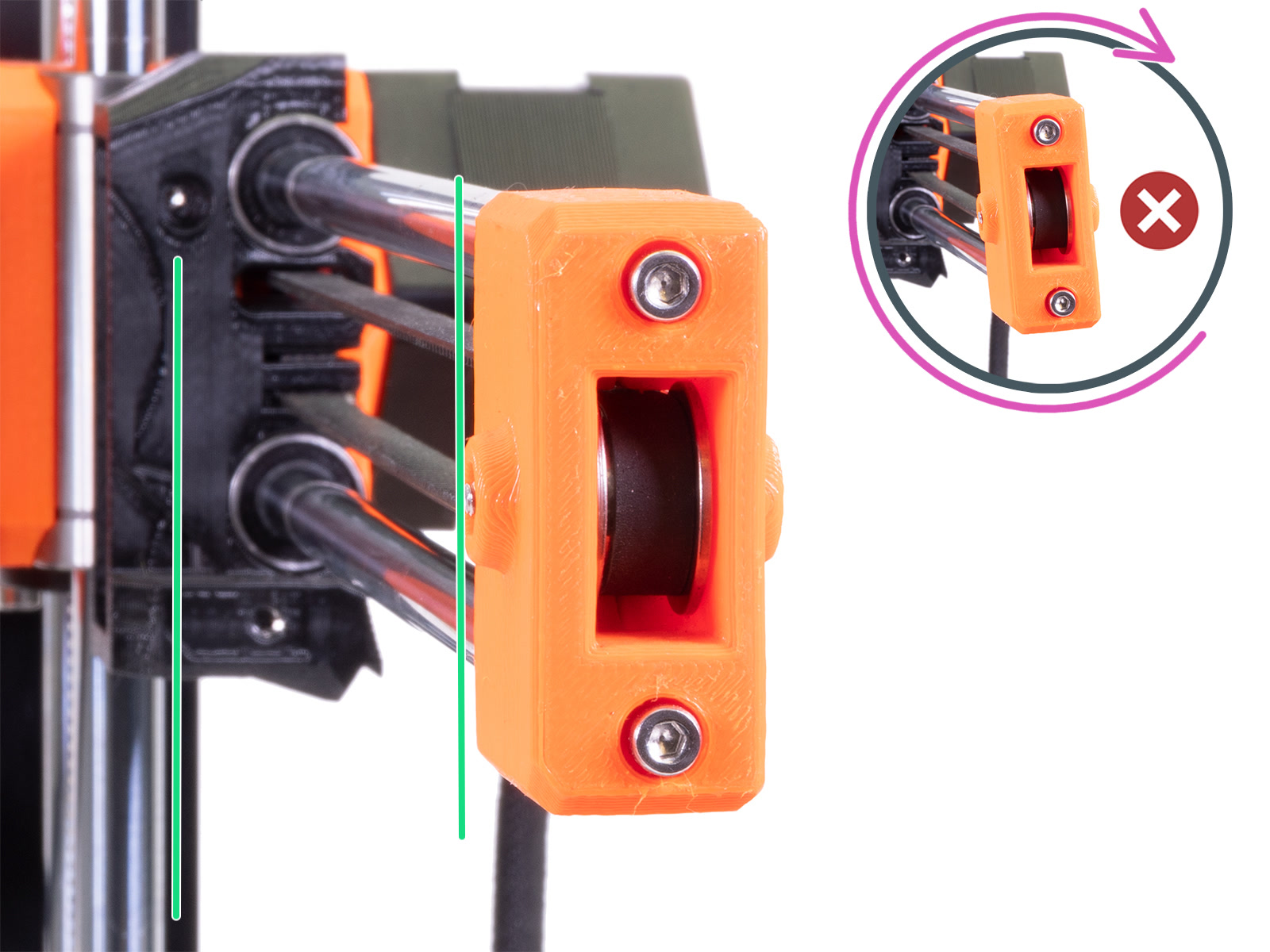
- Posiziona la piastra d'acciaio verticalmente sul piano, con la tacca posteriore rivolta verso il basso. Quando viene spinta contro le aste dell'asse X, la lamiera d'acciaio deve toccare contemporaneamente entrambe le aste lisce.
- Se non si toccano simultaneamente, ruotate con cura la parte in plastica dell'estremità X in modo che lo facciano. Per poterlo ruotare potresti dover allentare le due viti sul lato dell'estremità X-end, che lo fissano alle aste.
{kind=link}
 | 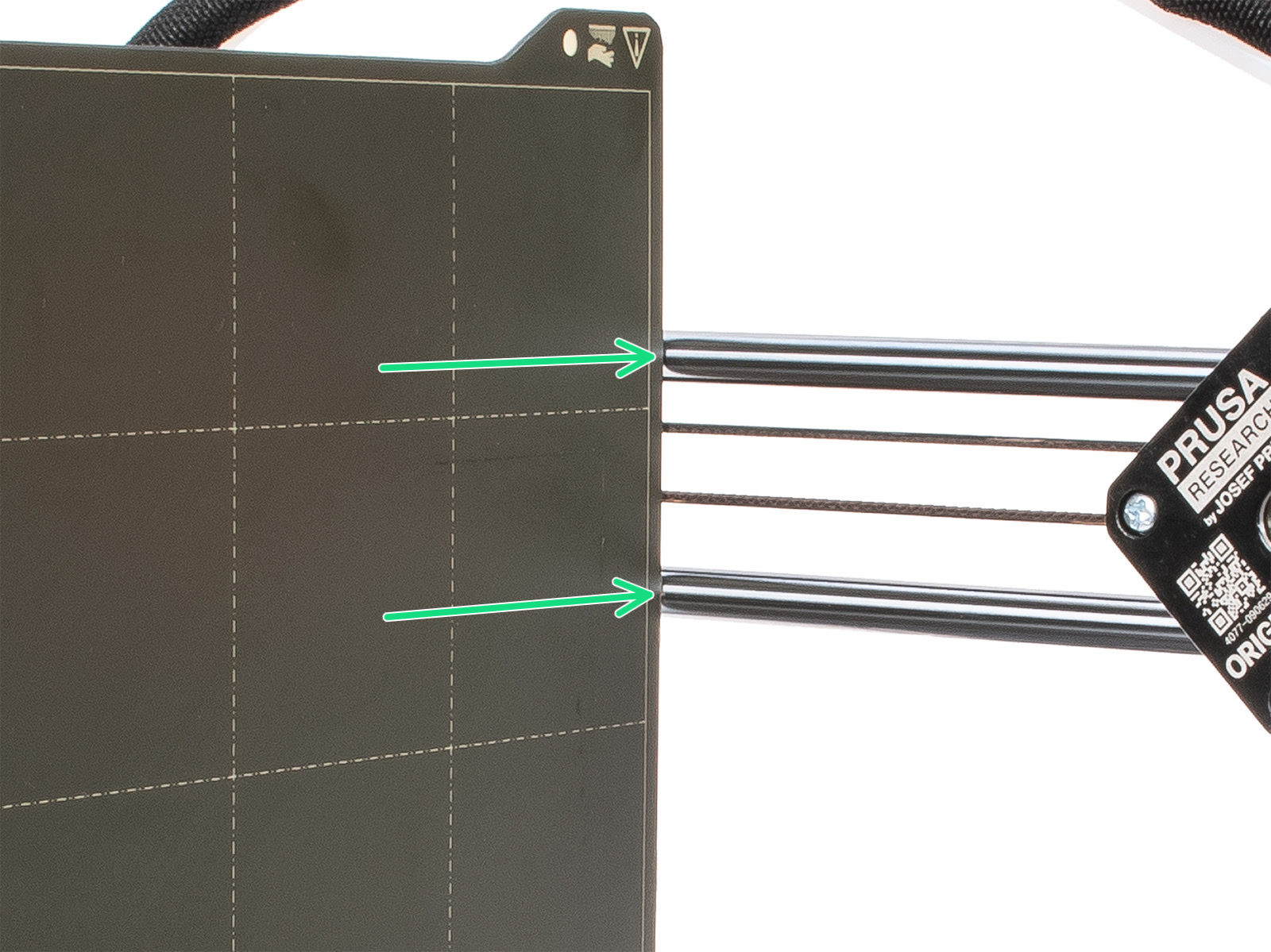 |
- Naviga su Impostazioni -> Disabilita motori, e sposta la testina di stampa sul lato sinistro dell'asse X.
- Verifica ancora due volte con la piastra d'acciaio sulla linea tratteggiata stampata accanto a "50" e "150".
 |  |
Assi XZ
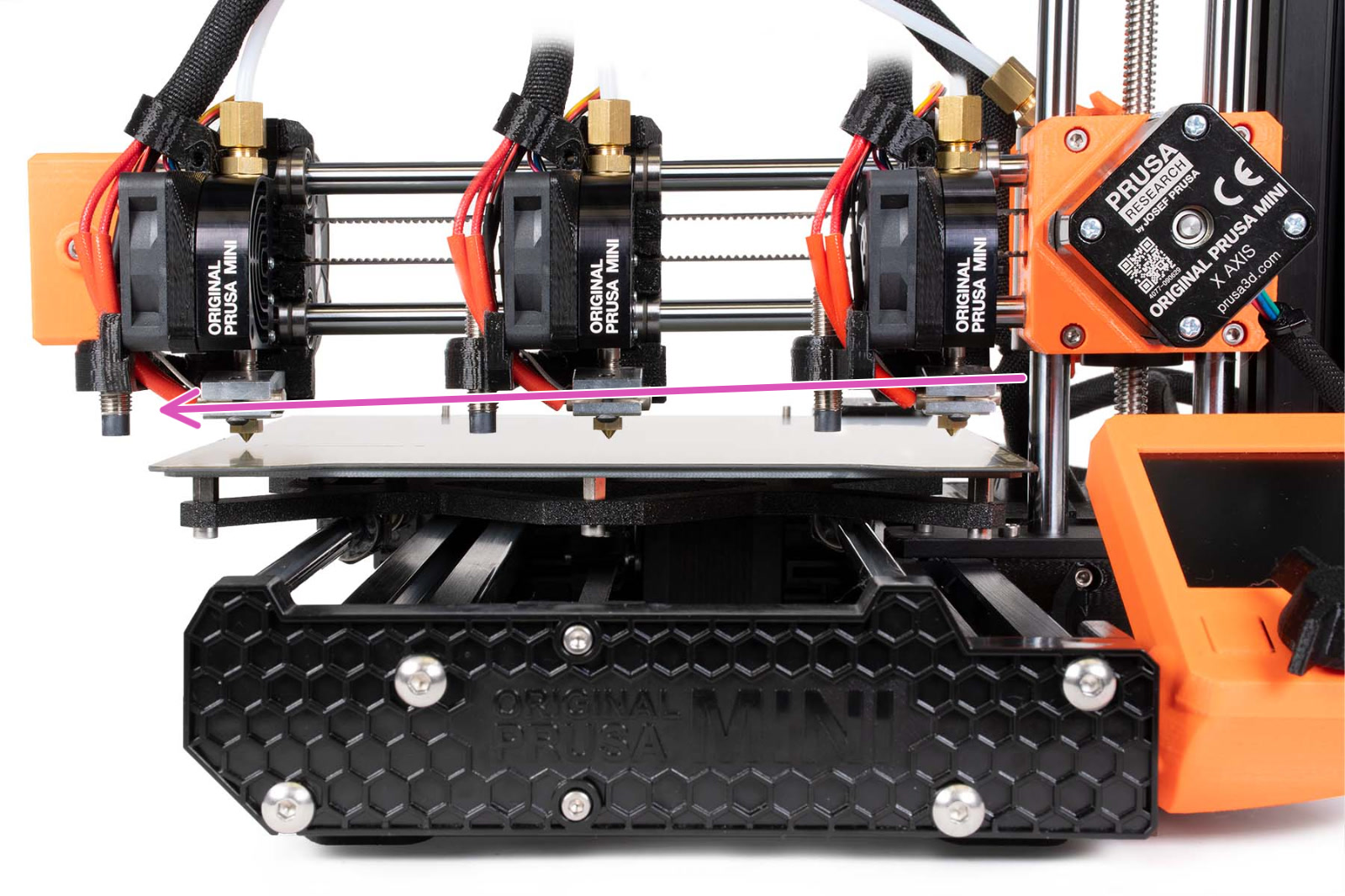
Qui ci assicureremo che l'ugello mantenga la stessa distanza dal piano di riscaldamento per tutta la lunghezza dell'asse X. Calibrazione primo layer (MINI/MINI+) non avrà anche uno spessore uniforme per tutta la sua lunghezza e sarà più piatto/più schiacciato su un lato del piano che sull'altro.
- Fai l'homing della stampante (Menù LCD -> Calibrazione -> Auto home) che sposta la testina di stampa nell'estremità destra e vicino al piano (immagine a sinistra). Notare la distanza tra il piano di riscaldamento e la punta dell'ugello (righello viola immagine a sinistra).
- Disabilita i motori riavviando la stampante o navigando su Impostazioni -> Disabilita motori.
- Far scorrere manualmente la testina di stampa attraverso il piano verso sinistra e vedere se c'è qualche cambiamento nella distanza. La punta dell'ugello dovrebbe avere la stessa distanza dalla superficie di stampa per tutta la lunghezza dell'asse X.
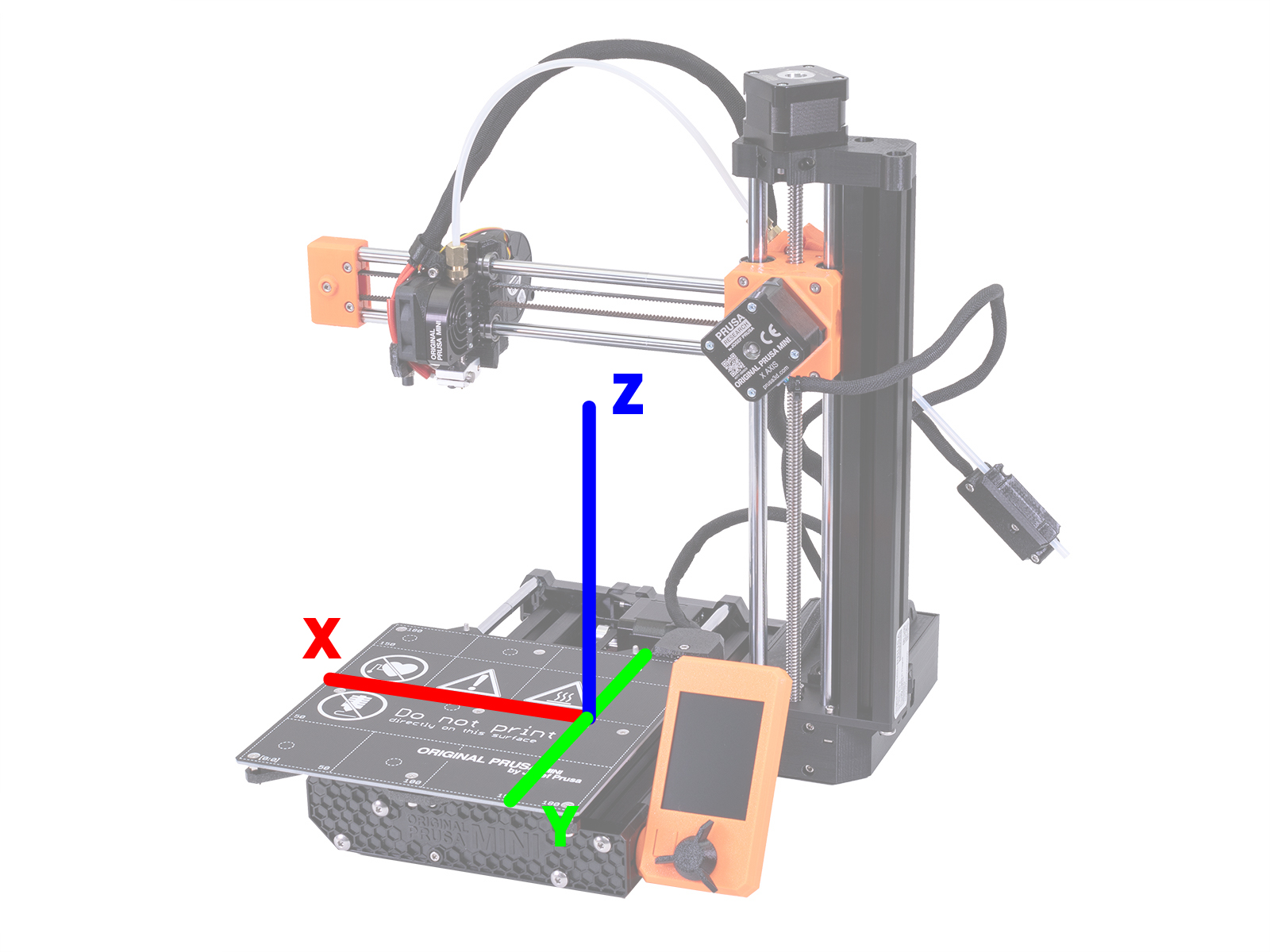
 Printer with an XZ skew to the left.
Printer with an XZ skew to the left.
Correzione assi XZ
Correggeremo questo disallineamento resettando i profilati estrusi dell'asse Y. Questo richiede una chiave a brugola da 3 mm.
- Fai l'Homing della stampante andando su Calibrazione -> Auto home, sul menù LCD.
- Disabilita i motori riavviando la stampante o navigando su Impostazioni -> Disabilita motori.
- Usando una chiave a brugola da 3 mm, allenta le due viti più vicine all'asse Z, sulla piastra anteriore e posteriore (frecce viola e verdi). Non rimuovere le viti, allentale solamente di circa un quarto di giro.
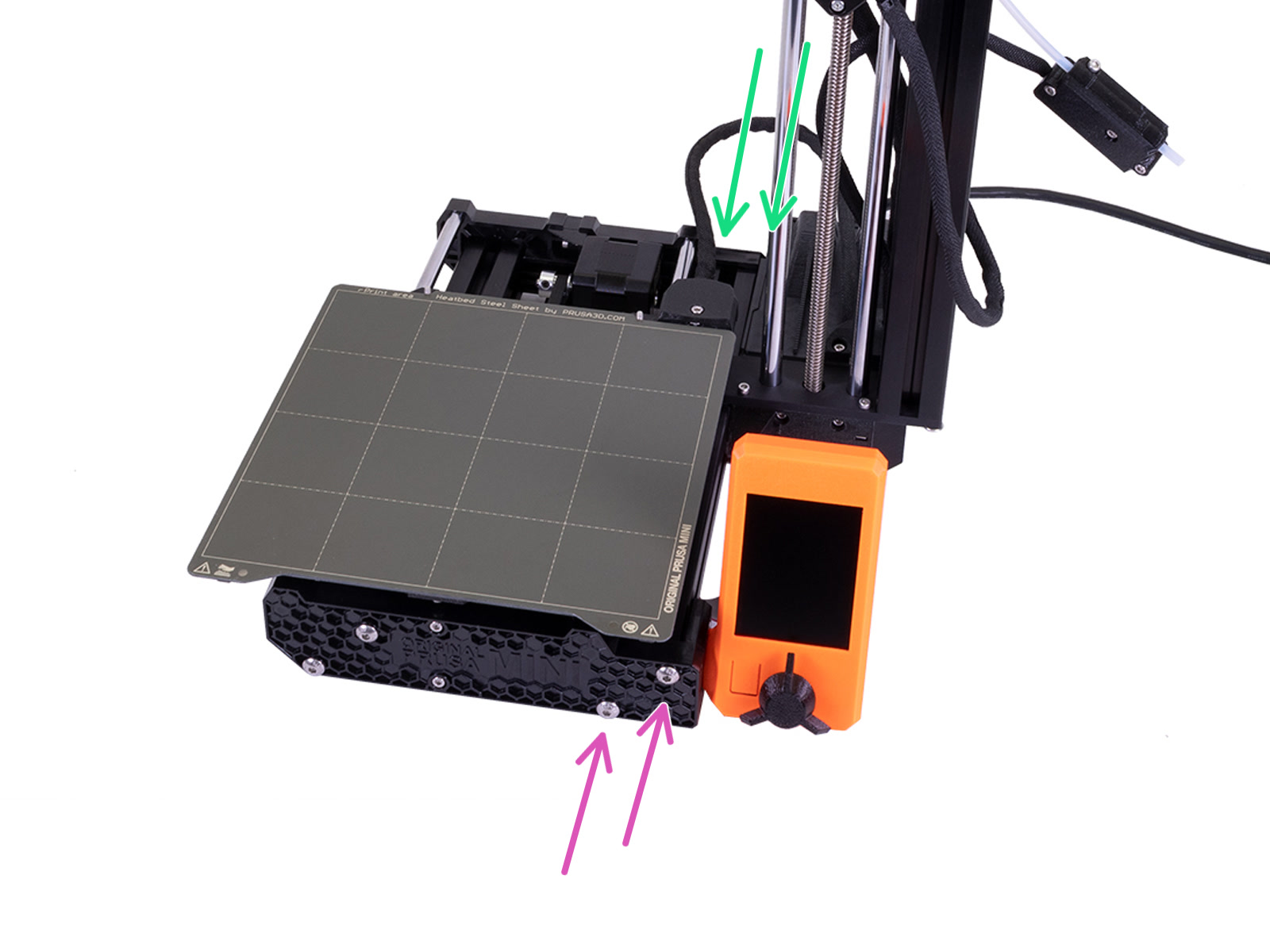
- Premere/toccare con attenzione la torre Z verso o lontano dal piano (frecce blu) a seconda della direzione del disallineamento. Si può danneggiare la stampante se si usa troppa forza.
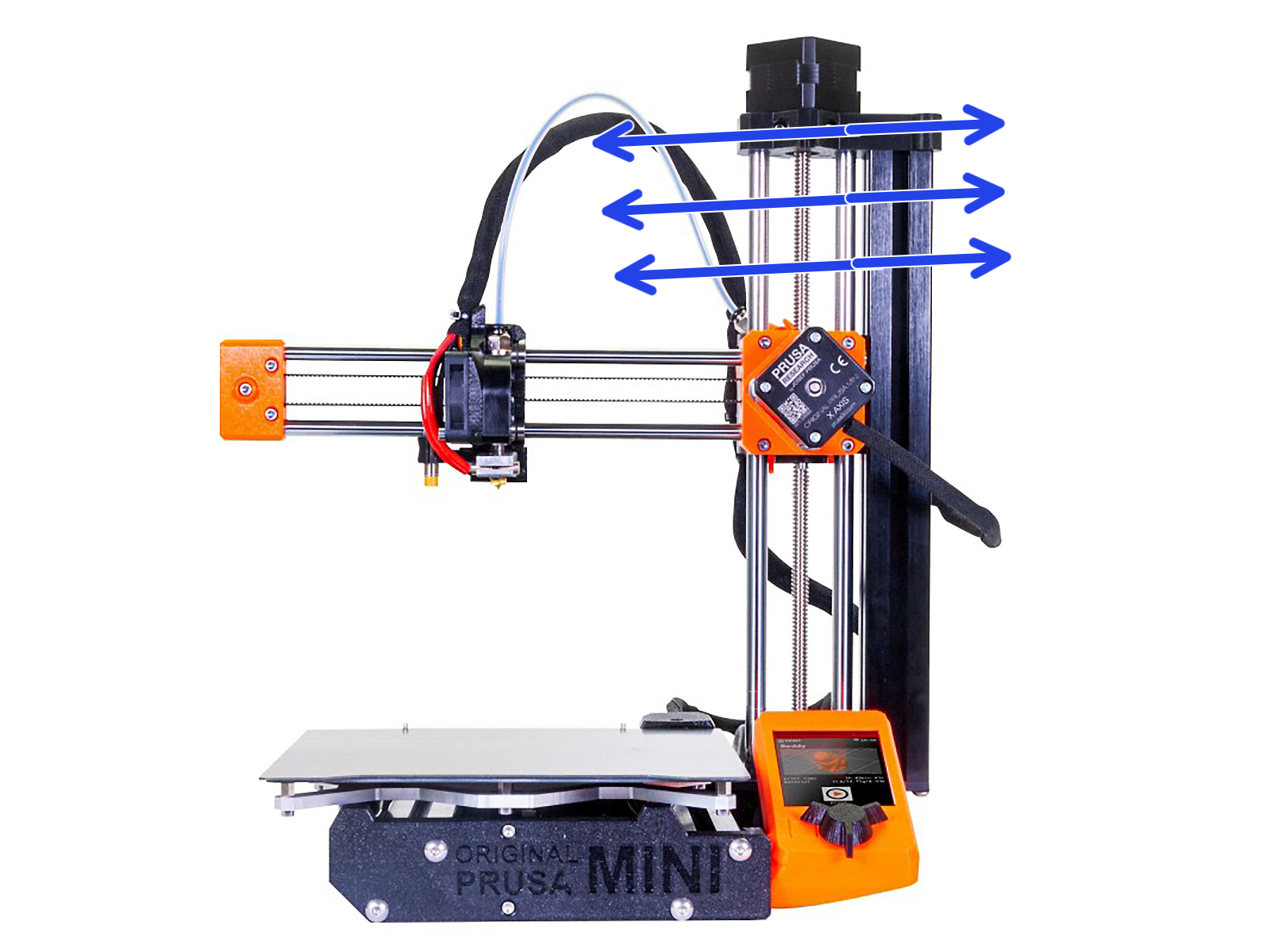
- Sposta l'ugello lungo il piano per assicurarti che abbia la stessa distanza dal piano su tutto l'asse X (frecce verdi).
Stampante corretta senza disallineamenti.
- Quando sei soddisfatto, fissa di nuovo le 4 viti sulla piastra anteriore/posteriore, che hai allentato nel passo 3.
Messa a punto dell'asse XZ
Con una deviazione molto piccola (0.5 - 1 mm / 0.02 - 0.04 in), può essere difficile da regolare con il metodo di cui sopra. Utilizzare questo metodo per mettere a punto, ma è importante che le due viti finali non differiscano più di 0,5-1mm nella misura in cui sporgono.
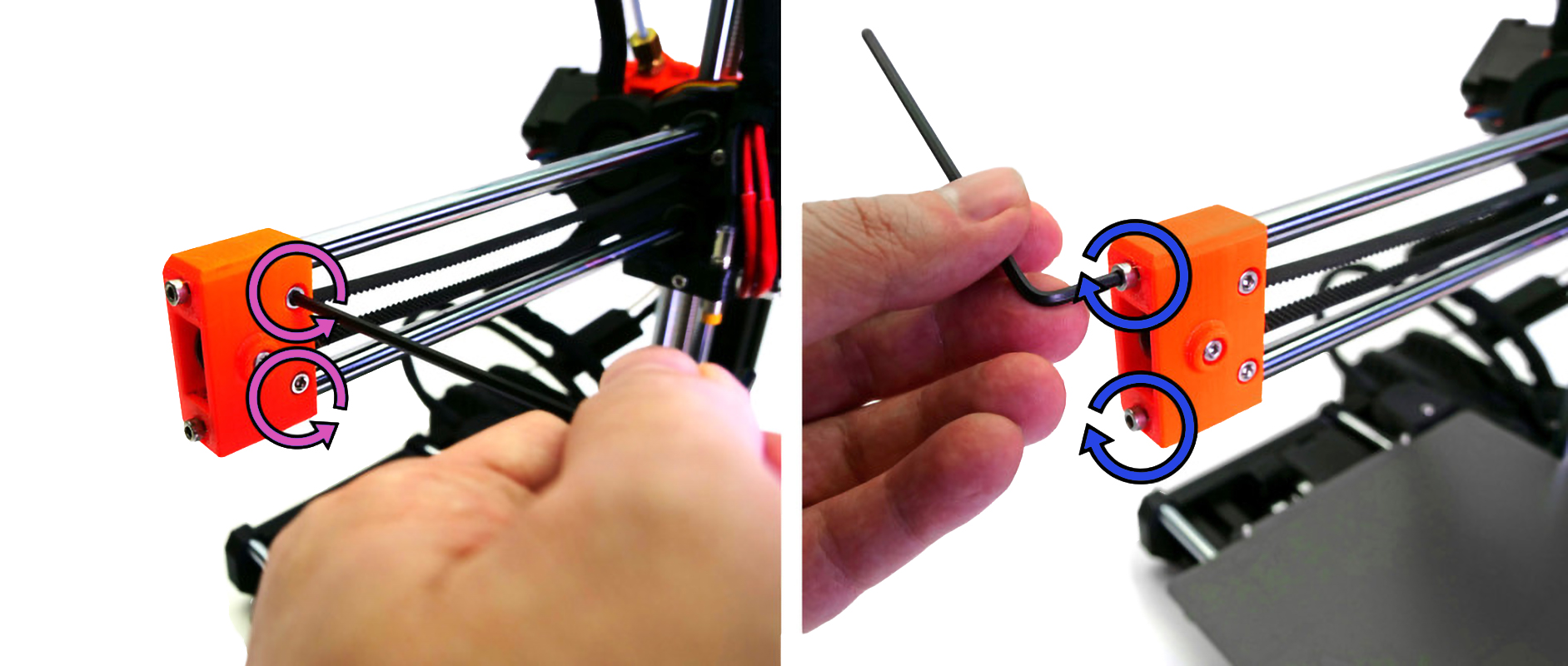
Regolazione verso il basso
- Girare le due viti sul lato del portagancio idler-holder (frecce viola) ruotandole in senso anti-orario.
- Ruotare la vite superiore sul terminale in senso orario (freccia blu superiore). Questo abbasserà il braccio X, correggendo l'inclinazione.
- Fissare nuovamente il portagancio idler-holder ruotando le viti sul lato in senso orario.
Regolazione verso l'alto
- Girare le due viti sul lato del portagancio idler-holder (frecce viola) ruotandole in senso anti-orario.
- Ruotare la vite inferiore sul terminale in senso orario (freccia blu inferiore). Questo porterà il braccio X verso l'alto, correggendo una leggera inclinazione in questa direzione.
- Fissare nuovamente il portagancio idler-holder ruotando le viti sul lato in senso orario.