Eine verstopfte Düse oder Hotend ist ein häufiges Problem bei den FFF/FDM-Druckern. Wenn es keine Probleme gibt, wird das Filament in das Hotend geschoben, geschmolzen und dann durch die Düse extrudiert. Wenn der PTFE-Schlauch jedoch beschädigt (verschrammt, verformt) ist oder Verunreinigungen im Filament vorhanden sind, kann das Filament im Hotend stecken bleiben und den Drucker verstopfen.
Wie erkenne ich eine verstopfte Düse/Hotend?
Visuelle Kontrolle
- Erreicht das Filament die Düse? Überprüfen Sie den langen Bowden-Schlauch.
- Kommt das Filament aus der Düse heraus? Seien Sie beim Filamentladen aufmerksam.
- Teilweise Verstopfung - Lücken und fehlende Schichten
- Teilweise Verstopfung - das Filament kräuselt sich und bleibt an der Düse haften
Geräuschprüfung
- Klickgeräusch des Extruders
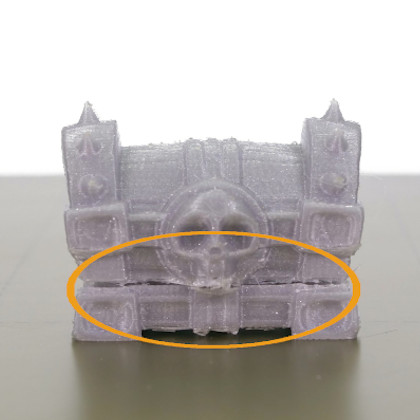
Fehlende Schichten können ein Zeichen für eine teilweise verstopfte Düse sein
Teilweise Verstopfung
Manchmal ist die Verstopfung partiell, d.h. der Drucker kann zwar etwas Filament durchschieben, aber es reicht nicht aus, das Objekt richtig zu drucken, was zu sichtbaren Lücken und fehlenden Lagen führt. Ein frühes Anzeichen einer verstopften Düse ist, dass das Filament nicht gleichmäßig extrudiert wird, sich zusammenrollt und an der Düse klebt.
Extruder klicken
Das Hotend oder die Düse ist teilweise oder vollständig verstopft, und der innere Widerstand gegen den Durchfluss des Filaments ist größer als das, was die Zahnräder drücken können. Infolgedessen überspringen die Zahnräder, was zum "Klick"-Geräusch und in den meisten Szenarien auch zum Abschleifen des Filaments führt.
Es ist wichtig zu beachten, dass die Verstopfungen an mehreren Stellen des Filamentweges auftreten können und jede dieser Stellen eine etwas andere Vorgehensweise erfordert. Zum Beispiel löst ein Wechsel der Düse, während die Verstopfungen aufgrund des beschädigten PTFE-Schlauchs auftreten, das Problem nicht.
Wie kann der verstopfte Drucker repariert werden?
Die Wahl der richtigen Methode hängt davon ab, ob Sie in der Lage sind, das Filament zumindest teilweise zu laden/entladen, oder ob der Drucker vollständig blockiert ist und die kleinste Bewegung des Filaments verweigert.
Bevor Sie mit der Fehlerbehebung des Druckers beginnen, versuchen Sie, das Filament zu entladen und vollständig zu entfernen. Wenn dies nicht möglich ist, deutet dies auf ein ernsthafteres Problem hin, aber wir werden uns auch um dieses kümmern.
Fahren Sie den Druckkopf mit Hilfe des LCD-Menüs - Einstellungen - Achse bewegen - Z-Achse oder durch langes Drücken des Steuerknopfes nach oben, auf diese Weise erhalten Sie besseren Zugang zu den Teilen, die verstopft sind.
Extruder-Spannschraube
 |  |
Die Spannschraube sollte etwa bündig mit dem Kunststoffteil abschließen, wenn das Filament NICHT geladen ist.
Kaltzug (Be-/Entladen möglich)
Wenn Sie in der Lage sind, das Filament zu laden und zu entladen, aber immer noch teilweise Verstopfungen aufweisen, versuchen Sie zuerst diese Technik, bei der ein teilweise geschmolzenes Filament verwendet wird, um die Ablagerungen im Inneren des Hotends aufzusammeln und sie herauszuziehen. Wir haben einen ausführlichen Artikel über Kaltzug (MINI) vorbereitet.
Wenn Sie fertig sind, gehen Sie zum Punkt dieses Artikels, um zu lernen, wie man auf verschmutzte Extruder-Riemenscheiben prüft.
Herausdrücken der Verstopfung (Laden unmöglich)
Manchmal sind die Zahnräder nicht in der Lage, das Filament durchzudrücken, aber das bedeutet nicht, dass Sie sofort mit der Demontage beginnen müssen. Indem Sie die Temperatur weiter über den Schmelzpunkt erhöhen, können Sie möglicherweise die Verstopfung zusammen mit den Ablagerungen entfernen.
Versuchen Sie Folgendes:
- Gehen Sie zum LCD-Menü - Einstellungen - Temperatur - Düse und erhöhen Sie die Temperatur etwa 40-50 °C über die normale Drucktemperatur (für PLA 260 °C, für PETG 280 °C).
- Nachdem die Düse die erforderliche Temperatur erreicht hat, warten Sie etwa 2-3 Minuten - das Filament sollte vollständig schmelzen und anfangen auszutropfen.
- Benutzen Sie die mitgelieferte gebündelte Akupunkturnadel (0,3 mm) und schieben Sie sie von unten in die Düse. Schieben Sie sie mehrmals in mehreren Richtungen ein und aus. Dann entfernen Sie sie und versuchen Sie erneut, das Filament zu laden.
- Wenn die Nadel nicht geholfen hat, entfernen Sie den Bowden-PTFE-Schlauch aus dem Druckkopf und schieben Sie das Filament manuell ein. Vergessen Sie nicht, das Ende der X-Achse mit der anderen Hand festzuhalten, da Sie sonst die Achse verbiegen könnten.
- Wenn die Filamentverstopfung bei PLA aufgetreten ist, können Sie versuchen, ein Material zu laden, das bei einer höheren Temperatur schmilzt, wie z.B. ASA, ABS, PC.
- Die letzte Möglichkeit ist ein starrer Metalldraht (1,5 mm Durchmesser, 100 mm Länge). Dieser wird von oben anstelle des Filaments eingeführt. Drücken Sie ihn nach unten, durch das Hotend, aber seien Sie vorsichtig und behutsam. Sie könnten versehentlich den PTFE-Schlauch zerkratzen.
- Wenn die Verstopfung behoben ist, gehen Sie zum letzten Kapitel und prüfen Sie, ob die Extruder-Riemenscheibe verschmutzt ist.
- Wenn Sie weder das Filament noch den Draht durchschieben können, müssen Sie das Hotend zerlegen und die Stelle finden, an der das Filament eingeklemmt ist. Siehe die nächste Methode.
Demontage des Hotends
(Be-/Entladen unmöglich)
Einige Verstopfungen lassen sich nicht leicht entfernen und erfordern eine teilweise Demontage des Hotends. Das Filament ist entweder im PTFE-Schlauch oder in der Düse verklemmt. Das Filament kann auch aufgrund eines beschädigten oder abgenutzten PTFE-Schlauches festsitzen. In diesem Fall empfehlen wir den PTFE-Schlauch gegen einen neuen auszutauschen. Für die Demontage und Inspektion haben wir unten die Vorgehensweise skizziert.
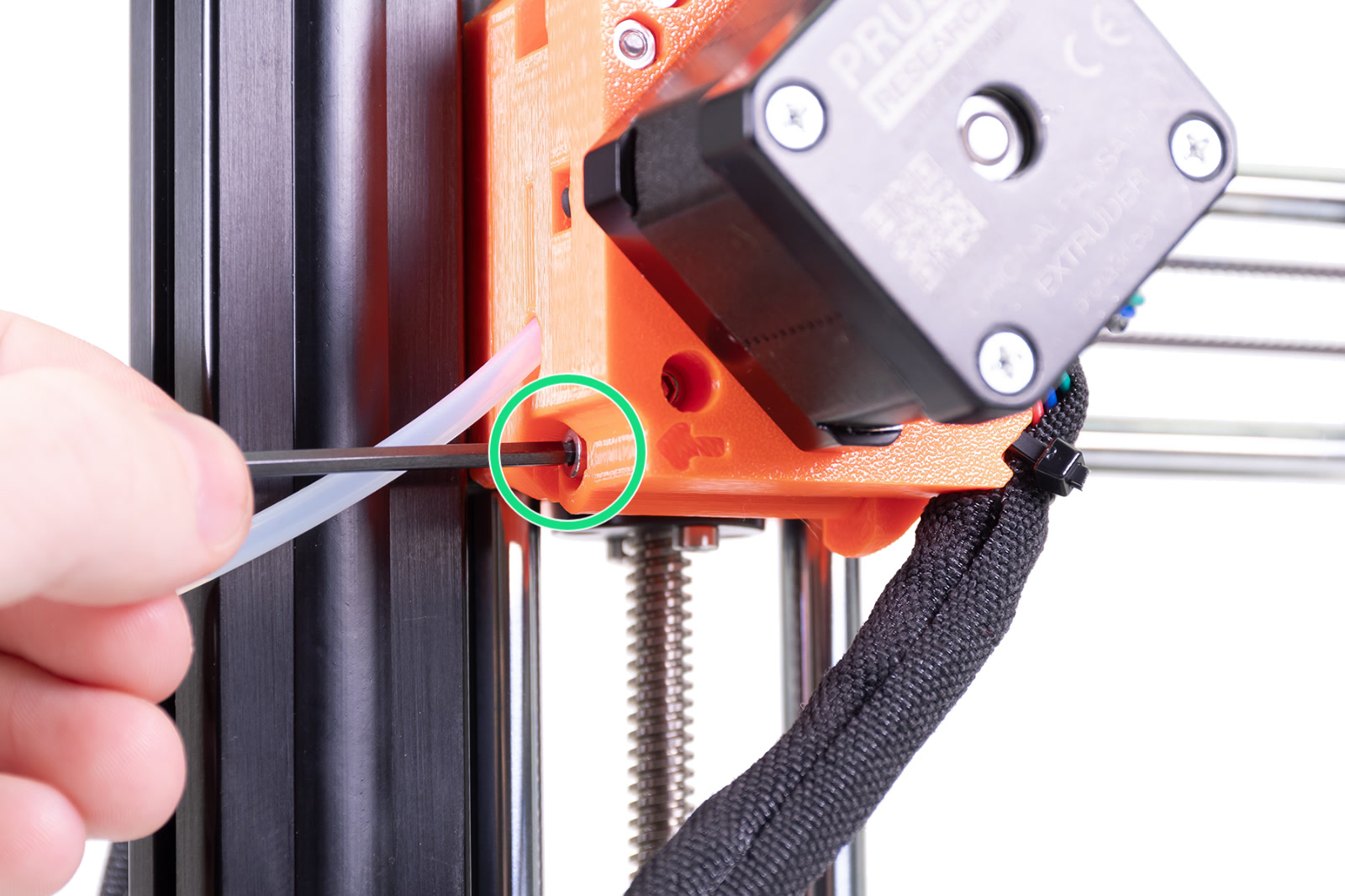
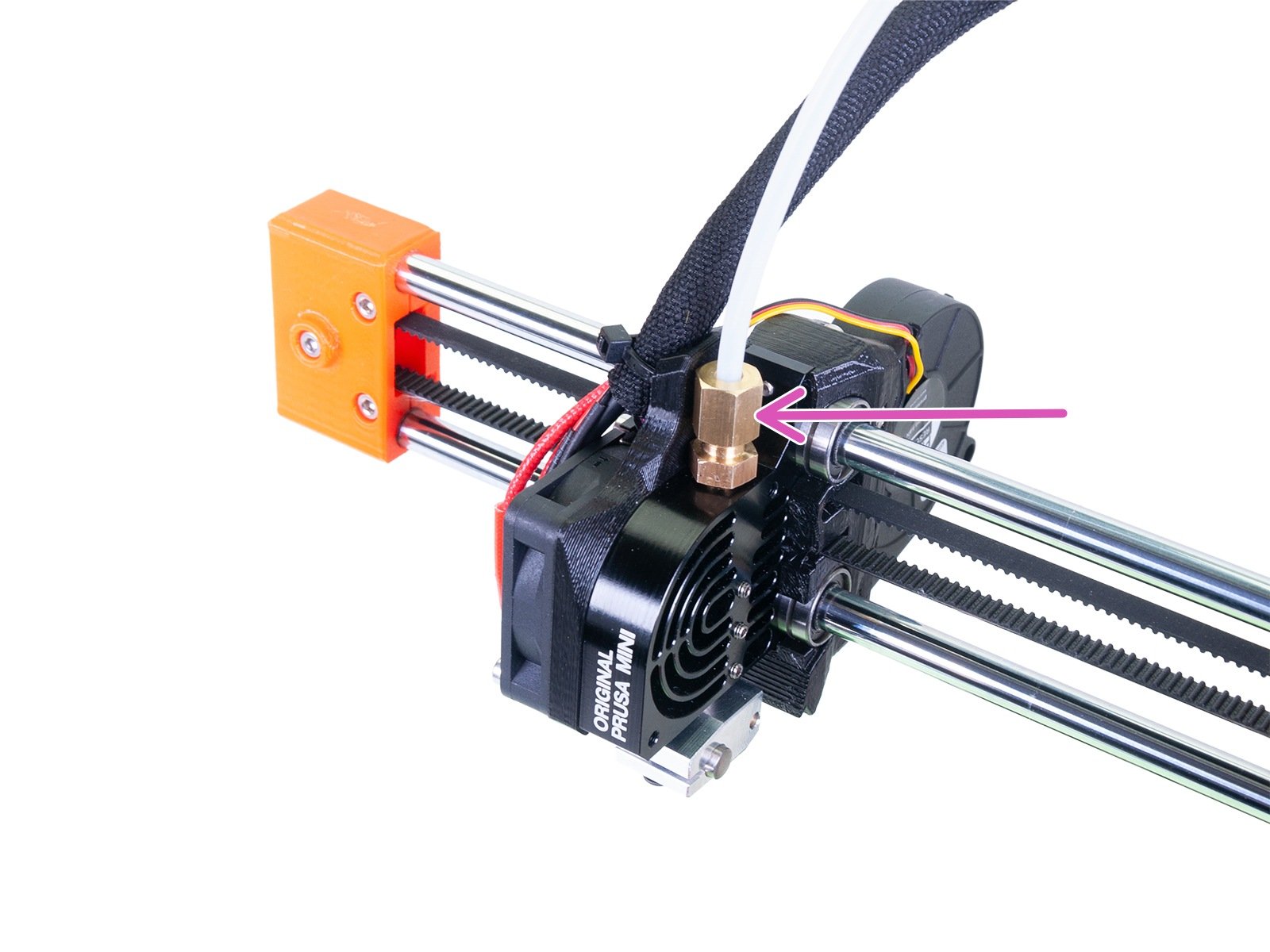
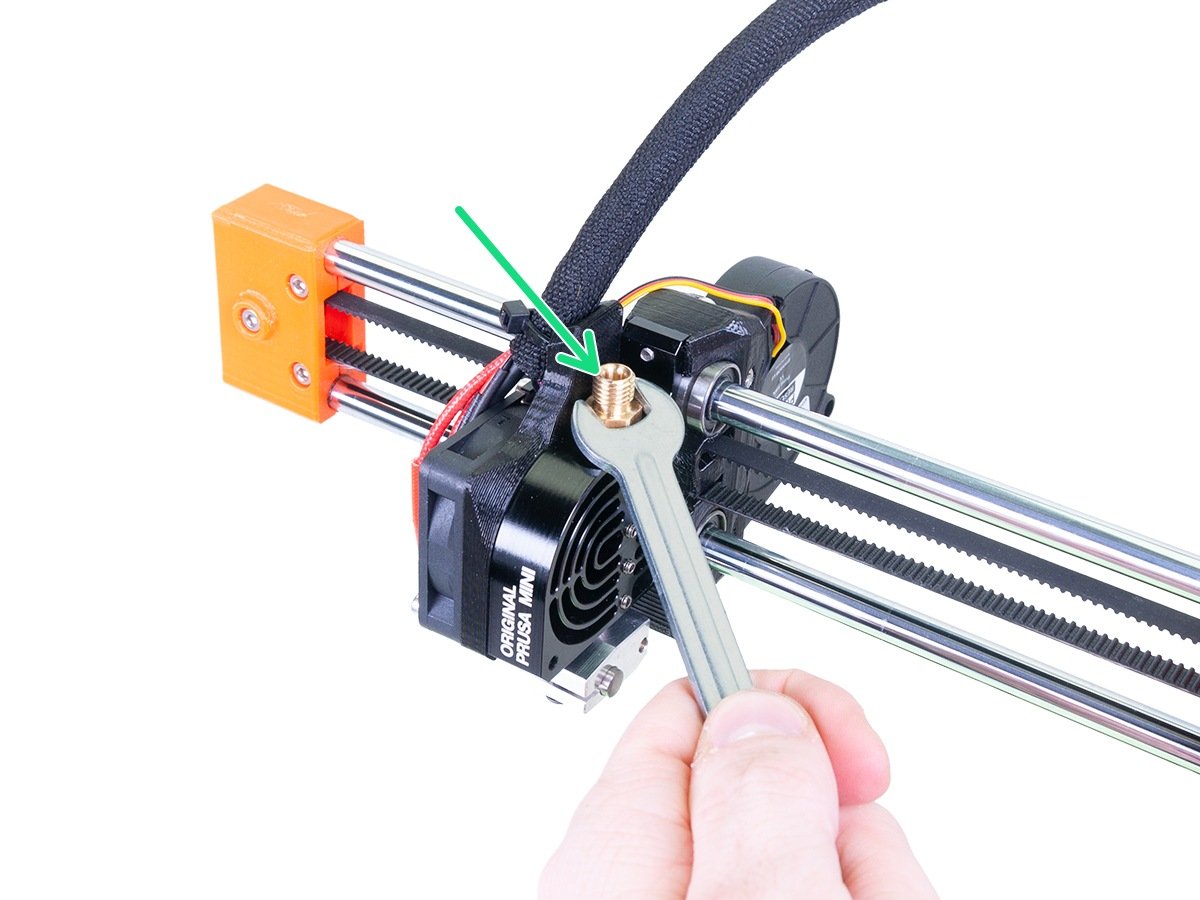
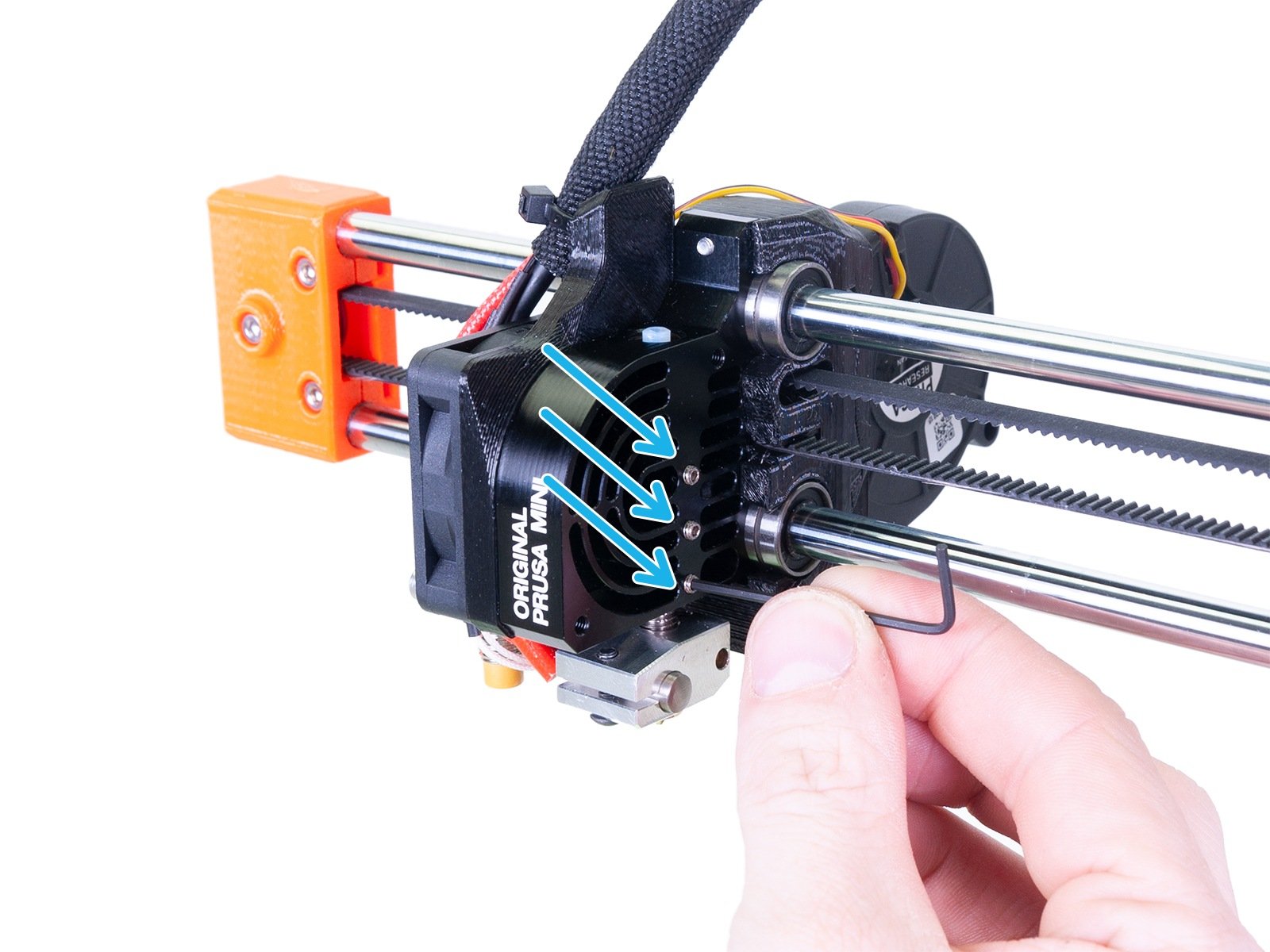
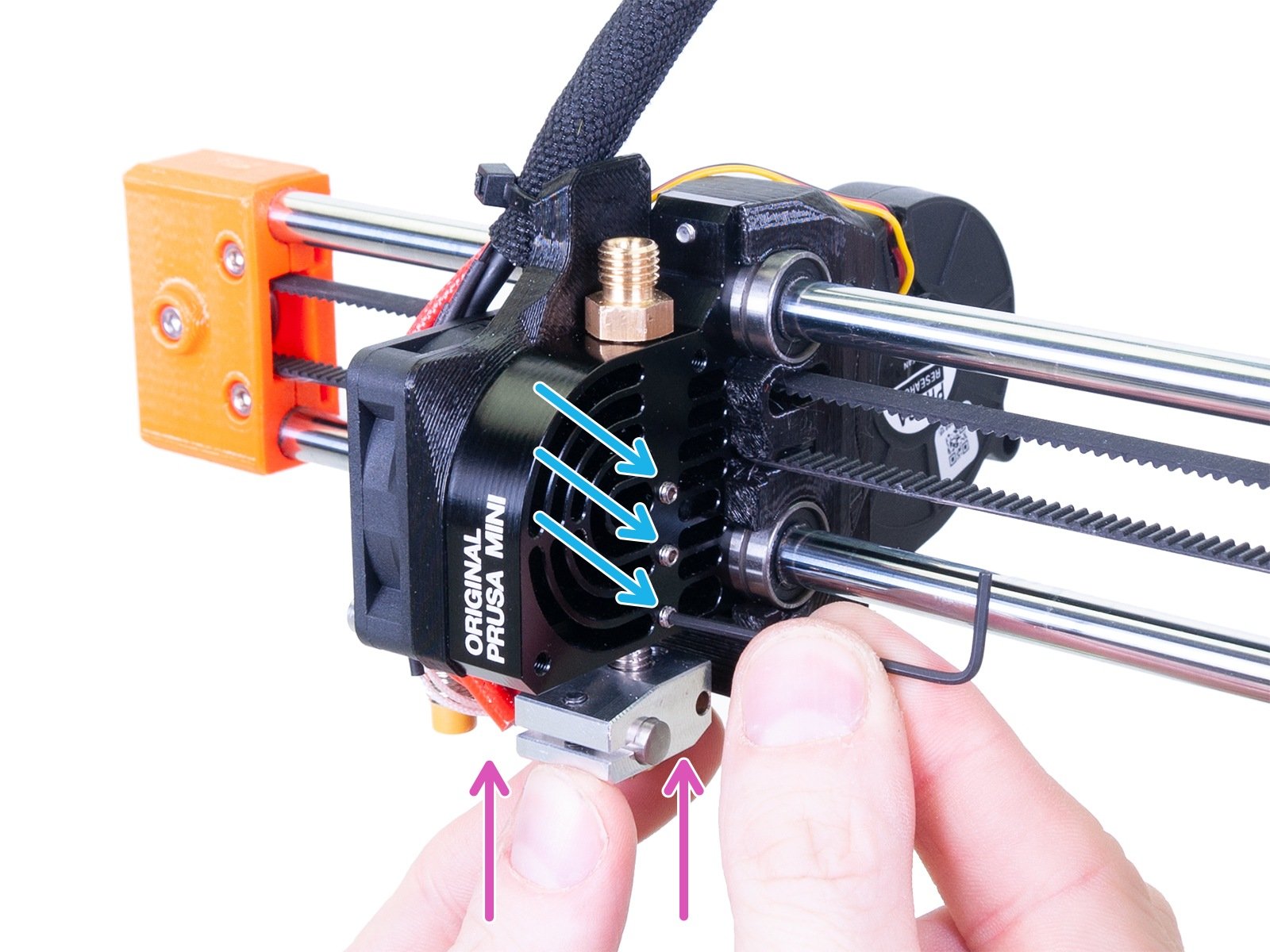
- Entfernen Sie den vom Extruder kommenden Bowdenschlauch und die Messingverschraubung, die den PTFE-Schlauch sichert mit Ihrem 10 mm-Schlüssel. Wenn die Düse aufgeheizt ist, können Sie jegliches Filament zusammen mit dem Bowdenschlauch herausziehen.
 |  |
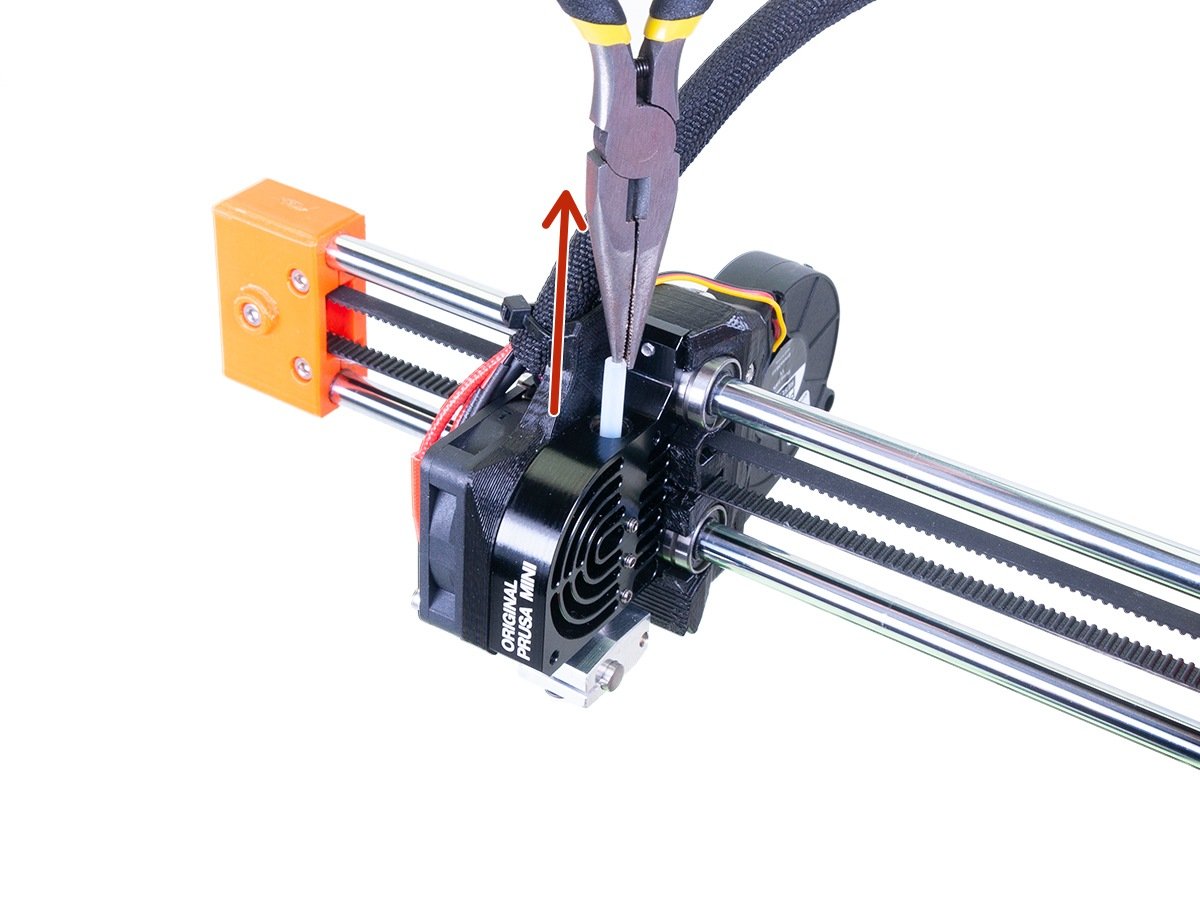
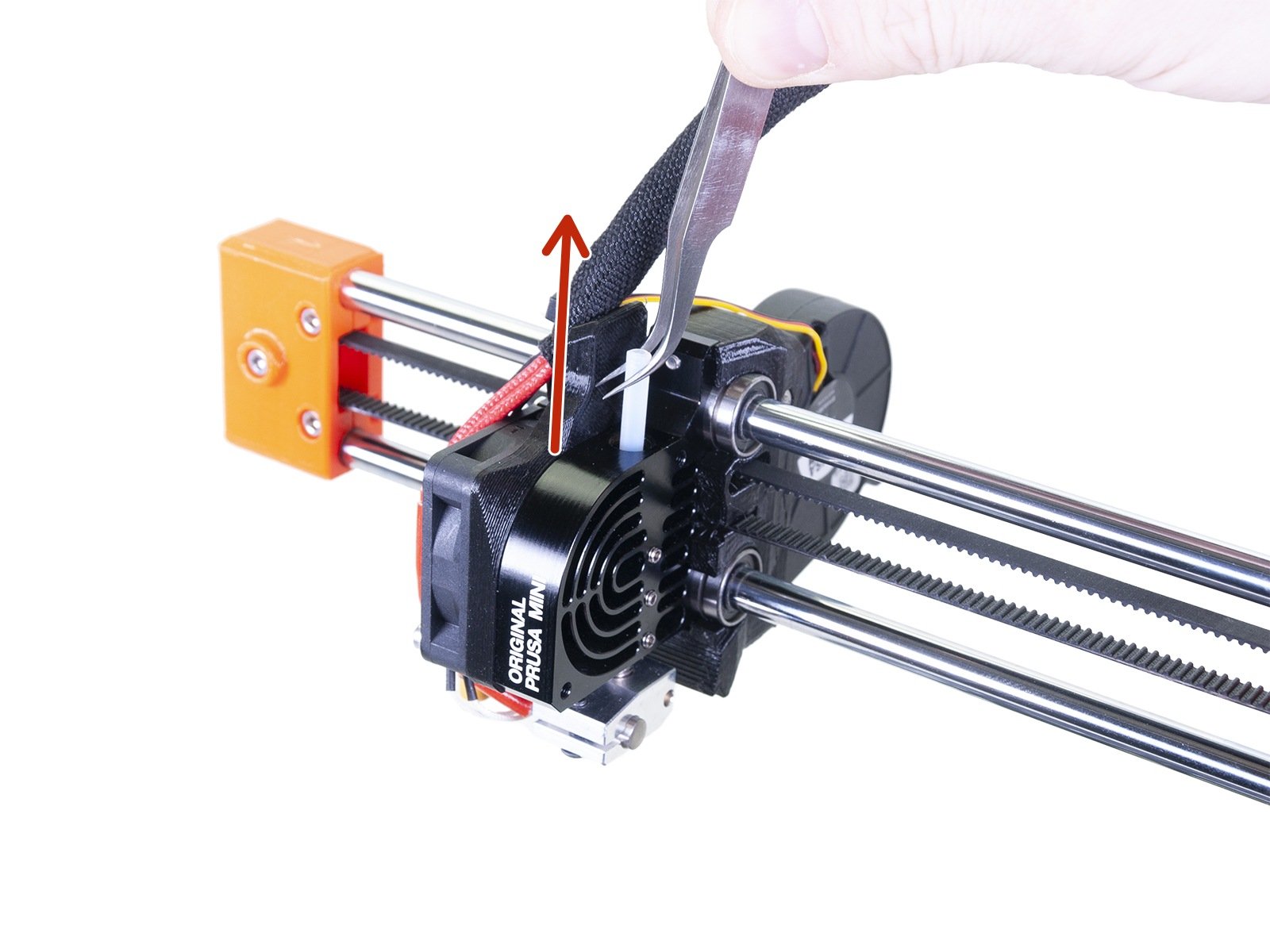
- Ziehen Sie den alten PTFE-Schlauch vorsichtig mit einer Zange oder Pinzette aus dem Kühlkörper heraus.
 |  |
- Untersuchen Sie den PTFE-Schlauch. Prüfen Sie ihn auf mögliche Schäden und ersetzen Sie ihn gegebenenfalls durch einen neuen. Ein Ersatz-PTFE-Schlauch ist im Lieferumfang des Druckers enthalten.
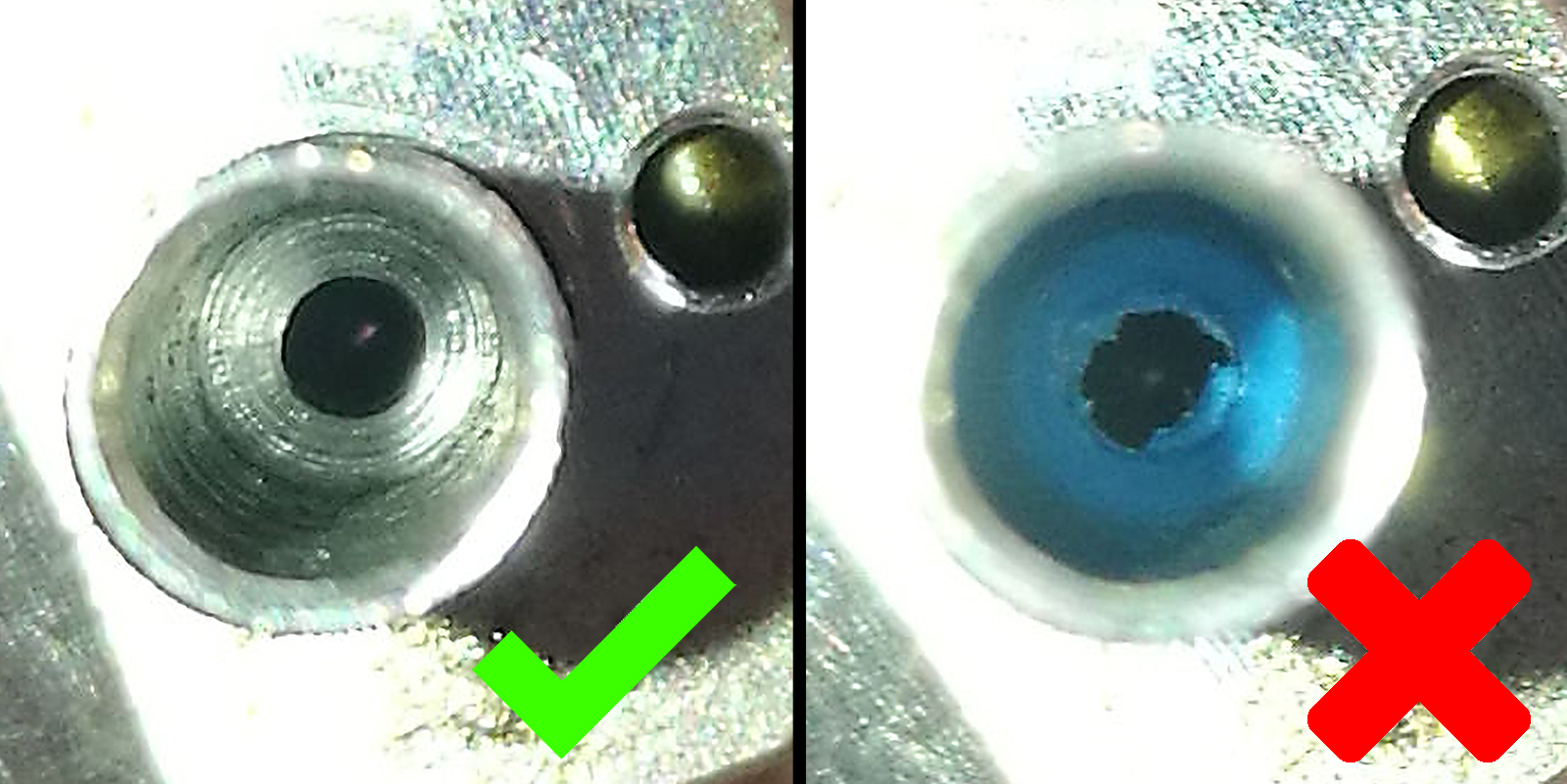
- Reinigen Sie alle Filamentüberreste vom Hotend. Der Boden des Heatbreak sollte sauber und glänzend sein. Sie können jedes Filament durch einen Kaltzug entfernen, ohne dass der PTFE-Schlauch installiert ist.
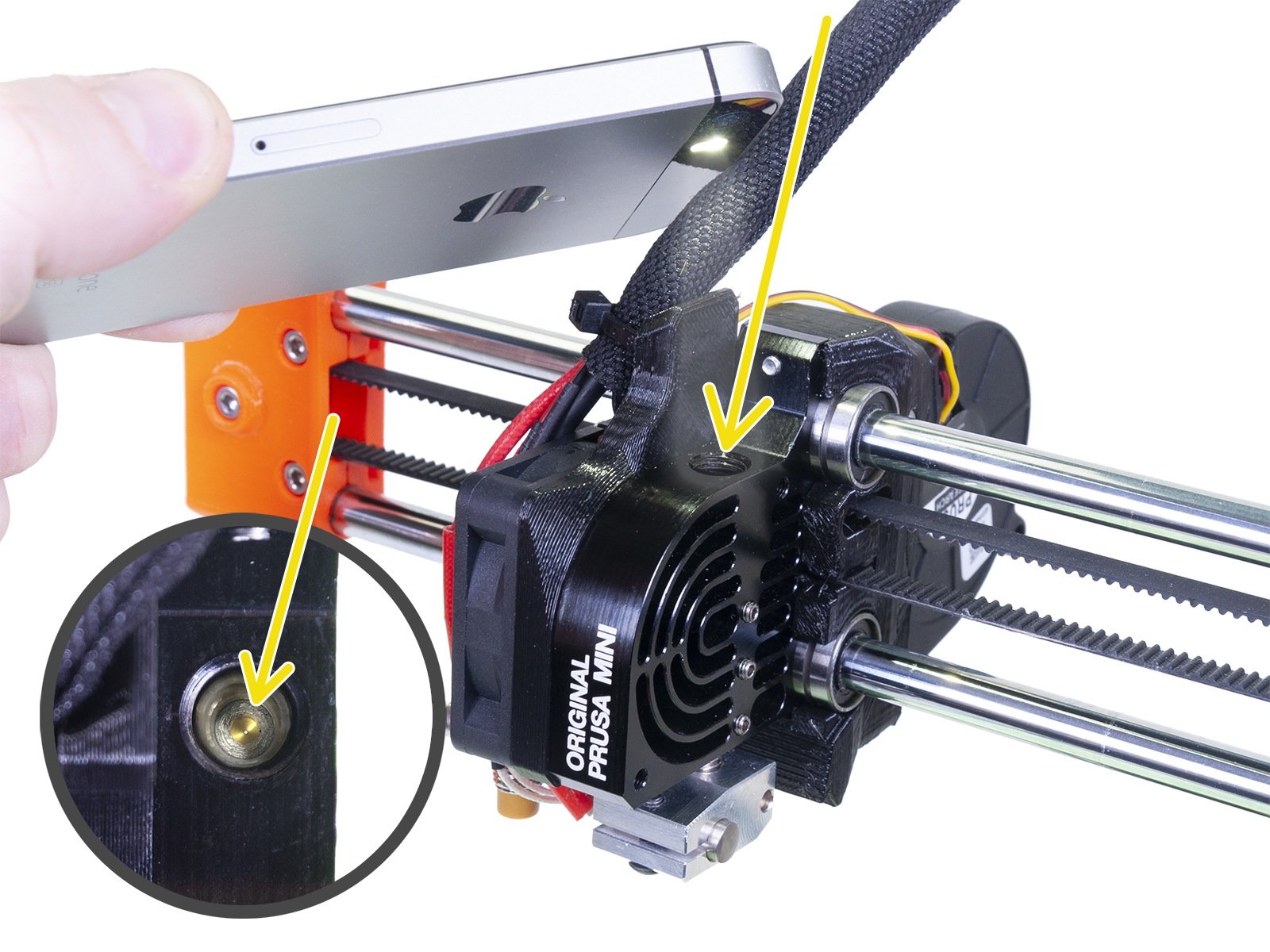 |  |
- Führen Sie den PTFE-Schlauch wieder in das Heatbreak ein. Lösen Sie die drei Stellschrauben an der Seite des Kühlkörpers mit einem 1,5-mm-Innensechskantschlüssel.
 |  |
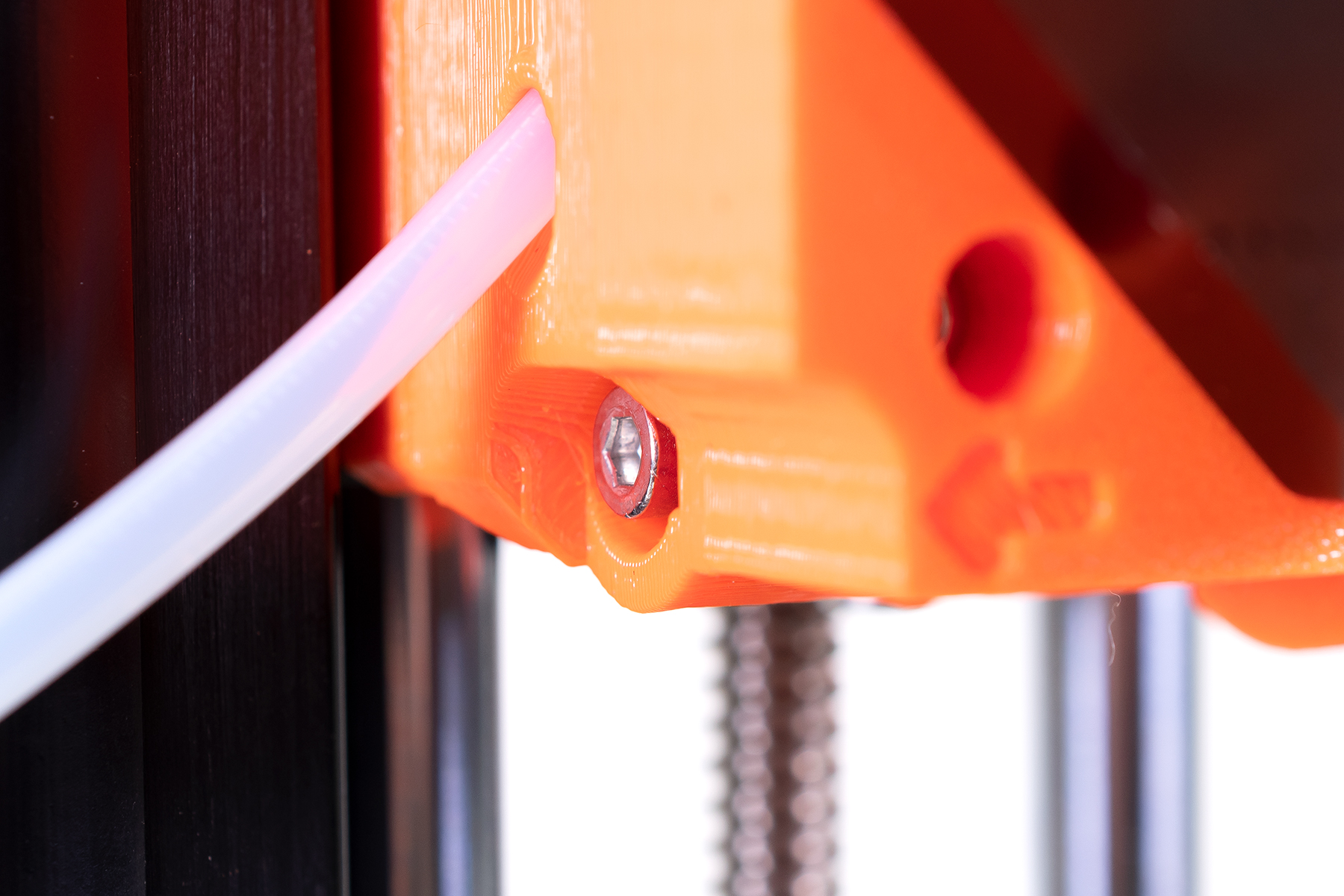
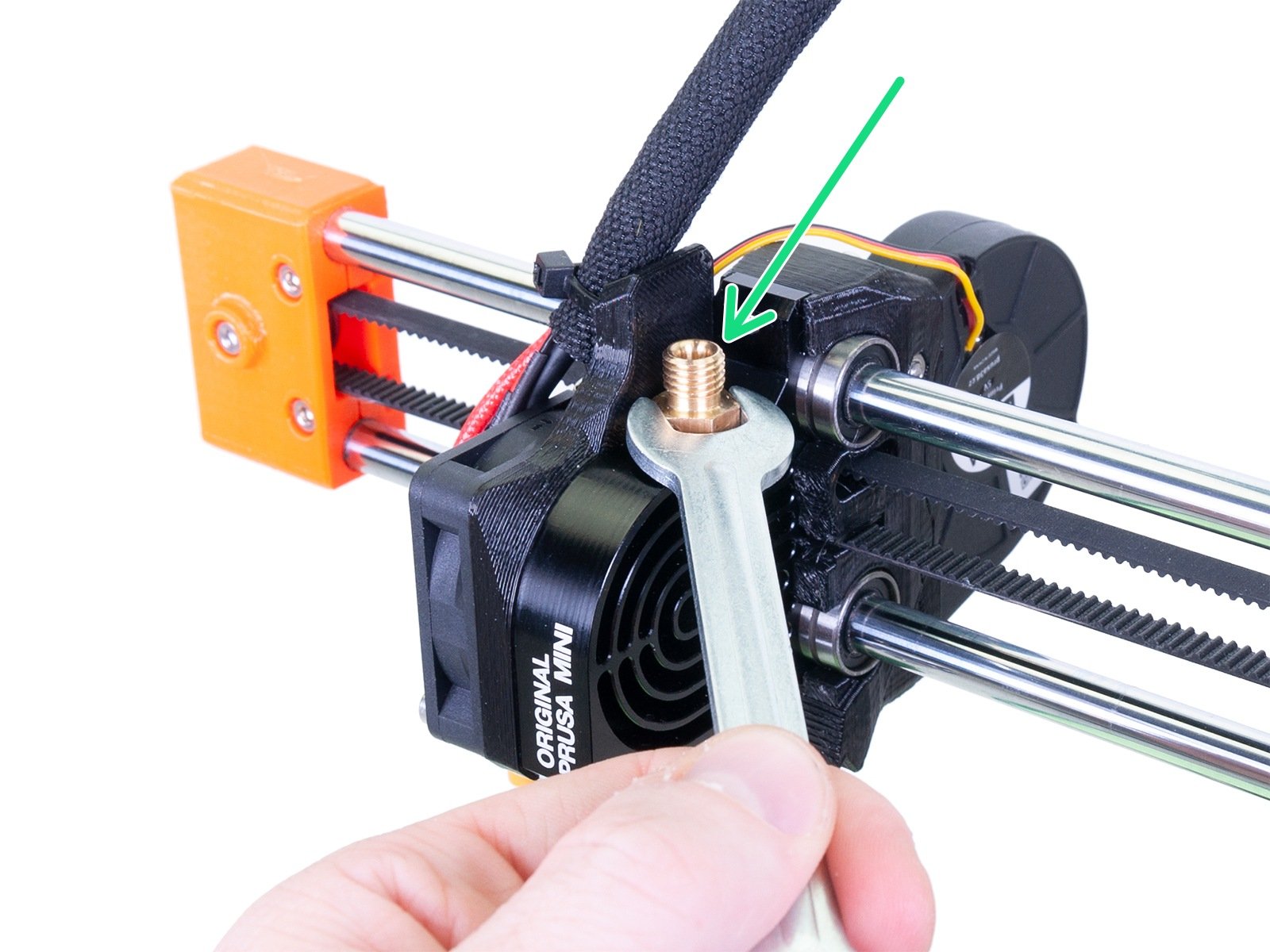
- Schrauben Sie die Messingverschraubung in die Oberseite des Kühlkörpers bis zum Anschlag ein und lösen Sie sie dann eine volle Umdrehung (360°). Die Seite mit den wenigsten Gewindegängen geht in den Kühlkörper (violette Pfeile und Linien). Im nächsten Schritt werden wir den PTFE-Schlauch komprimieren, um eine einwandfreie Funktion zu gewährleisten. Wenn Sie dies schon einmal mit demselben PTFE-Schlauch gemacht haben, müssen Sie den PTFE-Schlauch möglicherweise durch einen neuen ersetzen.
In manchen Fällen kann es ausreichen, das Heizelement zu reinigen, den PTFE-Schlauch wieder einzusetzen und das Anschlussstück richtig anzuziehen, um Verstopfungen zu beheben.
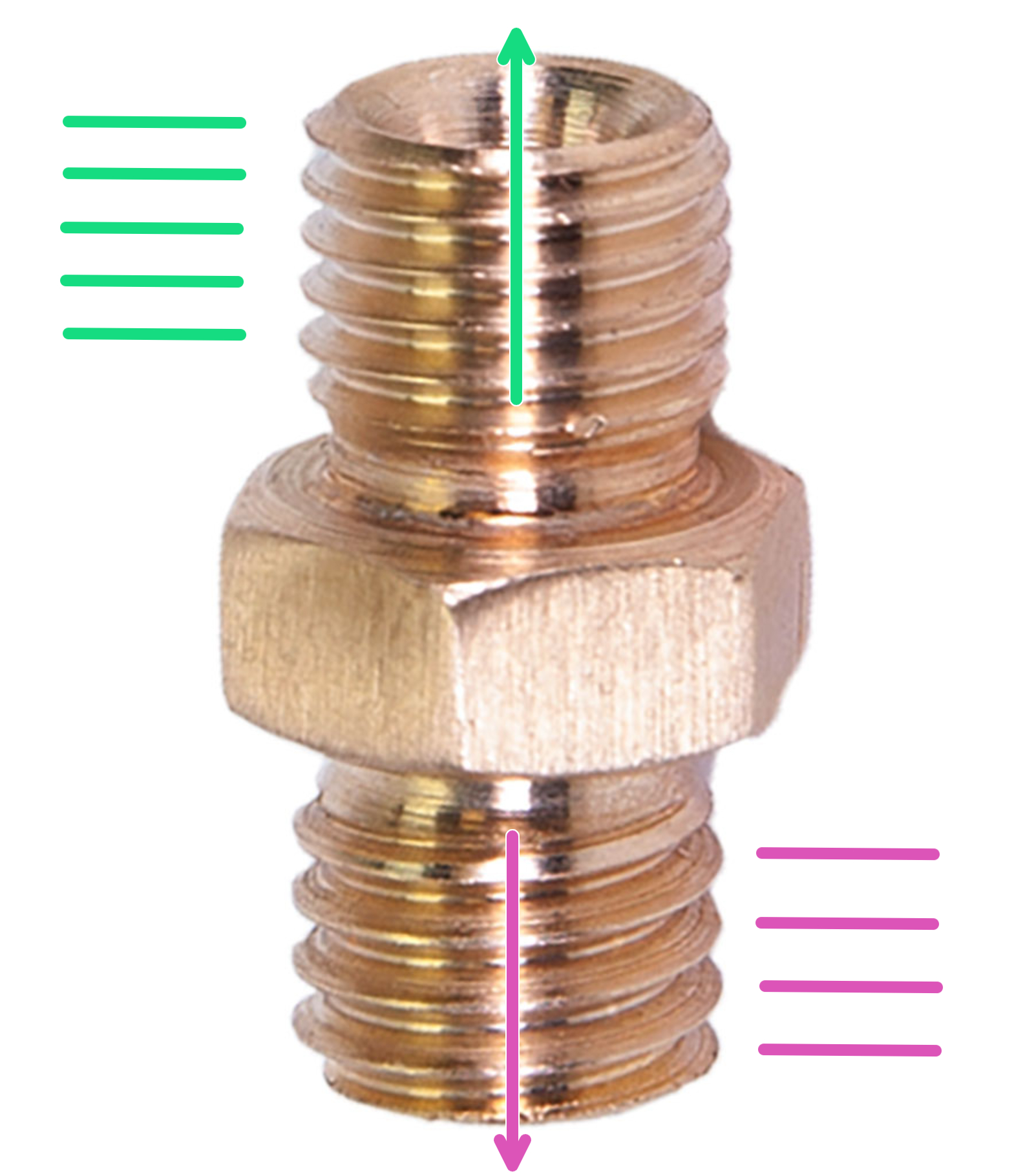 |  |
| Ausrichtung der Messingarmaturen. | Das Ende mit dem wenigsten Gewinde in den Kühlkörper. |
- Drücken Sie den Heizblock mit einer angemessenen Kraft nach oben. Während Sie den leichten Druck nach oben beibehalten, ziehen Sie die drei Madenschrauben an der Seite des Kühlkörpers fest.
- Dann die Verschraubung an der Oberseite des Kühlkörpers vollständig anziehen (eine volle Umdrehung), wodurch der PTFE-Schlauch des Heizelements zusammengedrückt wird.
Sie können nun den Bowdenschlauch, der zum Extruder führt, wieder anbringen. Vor dem Testen des Druckers empfehlen wir, die beiden letzten Punkte unten zu überprüfen.
Nach der Beseitigung der Verstopfung
Erste-Schicht-Kalibrierung
Nach der Wartung des Druckkopfes empfehlen wir eine erneute Erstschichtkalibrierung durchzuführen, da sich die Hardware während des Vorgangs leicht verschieben kann. Weitere Informationen finden Sie unter Kalibrierung der ersten Schicht (i3).
Reinigung der Extruder-Riemenscheibe
Alle oben genannten Punkte können daran beteiligt sein, dass das Filament zwischen der Riemenscheibe und dem Lager geschliffen wird. Sobald die Zähne der Riemenscheibe mit Rückständen des Filaments zugesetzt sind, kann der Extruder das Filament nicht mehr richtig laden.
Sie können entweder die Inspektionsklappe (siehe Bild unten) verwenden, um zu überprüfen, ob die Riemenscheibe sauber ist. Verwenden Sie Druckluft, um den Staub zu entfernen; für eine gründlichere Reinigung befolgen Sie diese Anleitung Zugang und Reinigung der Extruderscheibe (MINI/MINI+).
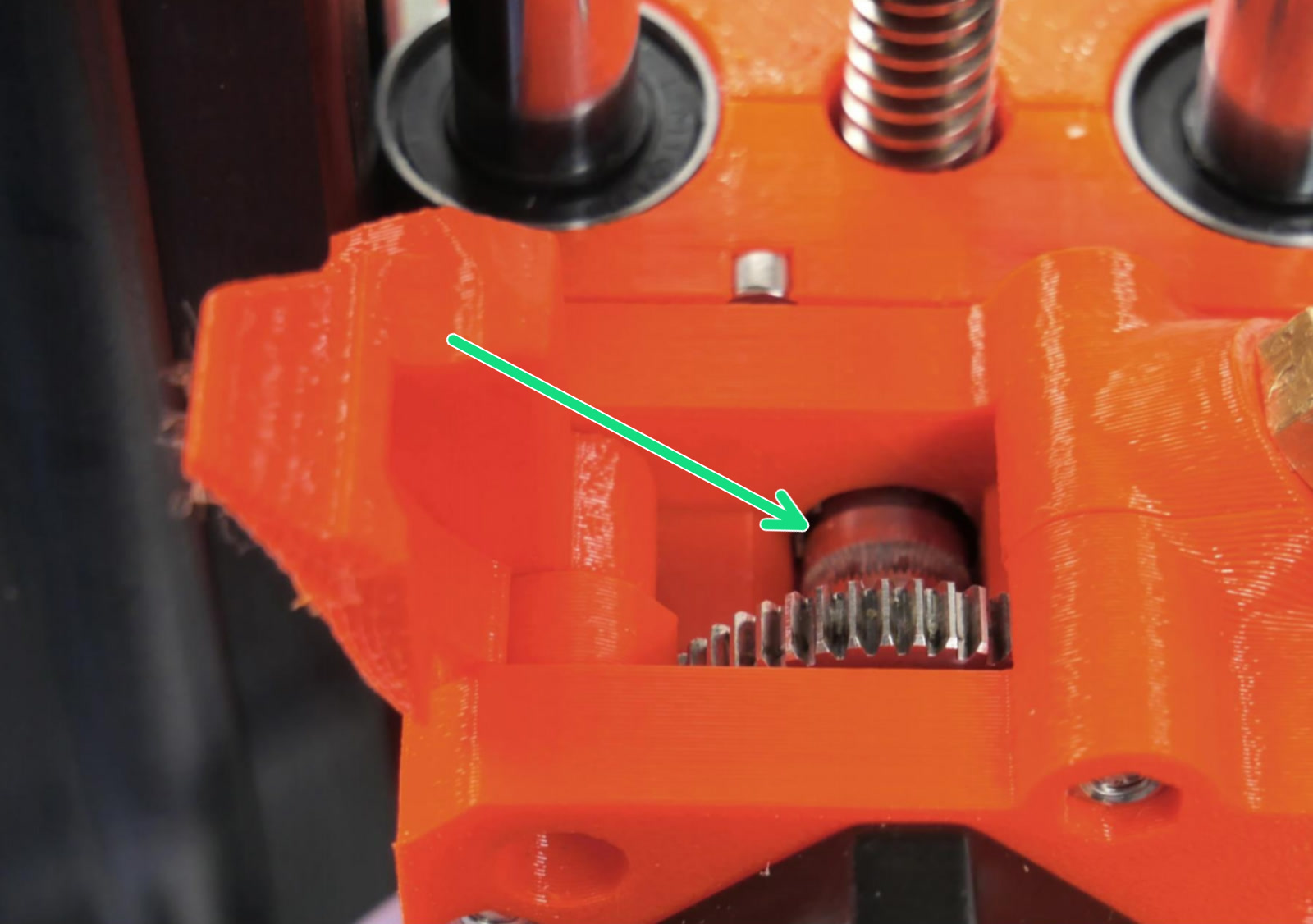
Benutzen Sie die Inspektionsklappe, um die Riemenscheibe zu überprüfen
2 Kommentare
I was Printing Prusament PLA Galaxy black:
Finally changed the nozzle Temp from 215°C to 225°C. Now it works fine.Does anyone made the same expirience ?
Does the the Nozzle Temp needs always higher for small Nozzle diameter?
Thanks for Help