- English
- Čeština
- Español
- Italiano
- Deutsch
- Polski
- 日本語
- Home
- Dépannage
- Résolution des Problèmes de Qualité d'Impression
- Création de fils et coulures
Création de fils et coulures
- Résolution des Problèmes de Qualité d'Impression
- Surface inesthétique au-dessus des supports
- Supports brisés (SL1/SL1S)
- Délamination / couches séparées (SL1/SL1S)
- Échec des supports
- Échec de la mise à jour du firmware #10534 (SL1)
- Problèmes de première couche
- Ghosting
- Trous dans les impressions (SL1/SL1S)
- Séparation et division de couche - FDM
- Saut de couche
- Objet manquant de détails
- Mauvais ponts
- Impression détachée des supports (SL1/SL1S)
- L'impression n'apparait pas / la résine ne se solidifie pas (SL1)
- Les premières couches se détachent de la platforme
- Problèmes de remplissage
- Retirer un objet collé au fond du réservoir
- G-codes d'exemple
- Rayures/bulles sur les impressions (SL1/SL1S)
- Impressions tordues / déformées (SL1/SL1S)
- Création de fils et coulures
- Création de fils à partir de matériau laissé sur la buse
- Réglages de PrusaSlicer
- Filament
- Hotend
- Assez des paramètres, passez-moi mon décapeur thermique !
- Échec du capteur de température #10205 (SL1/SL1S)
- La ligne de coque de Benchy
- Sous-extrusion
- L'objet imprimé présente des lignes très visibles (SL1/SL1S)
- Couches déformées (SL1/SL1S)
- Déformation
- Impressions étanches
- QR Codes d'erreur
- Dépannage de l'imprimante
- Messages d'Erreur d'Impression
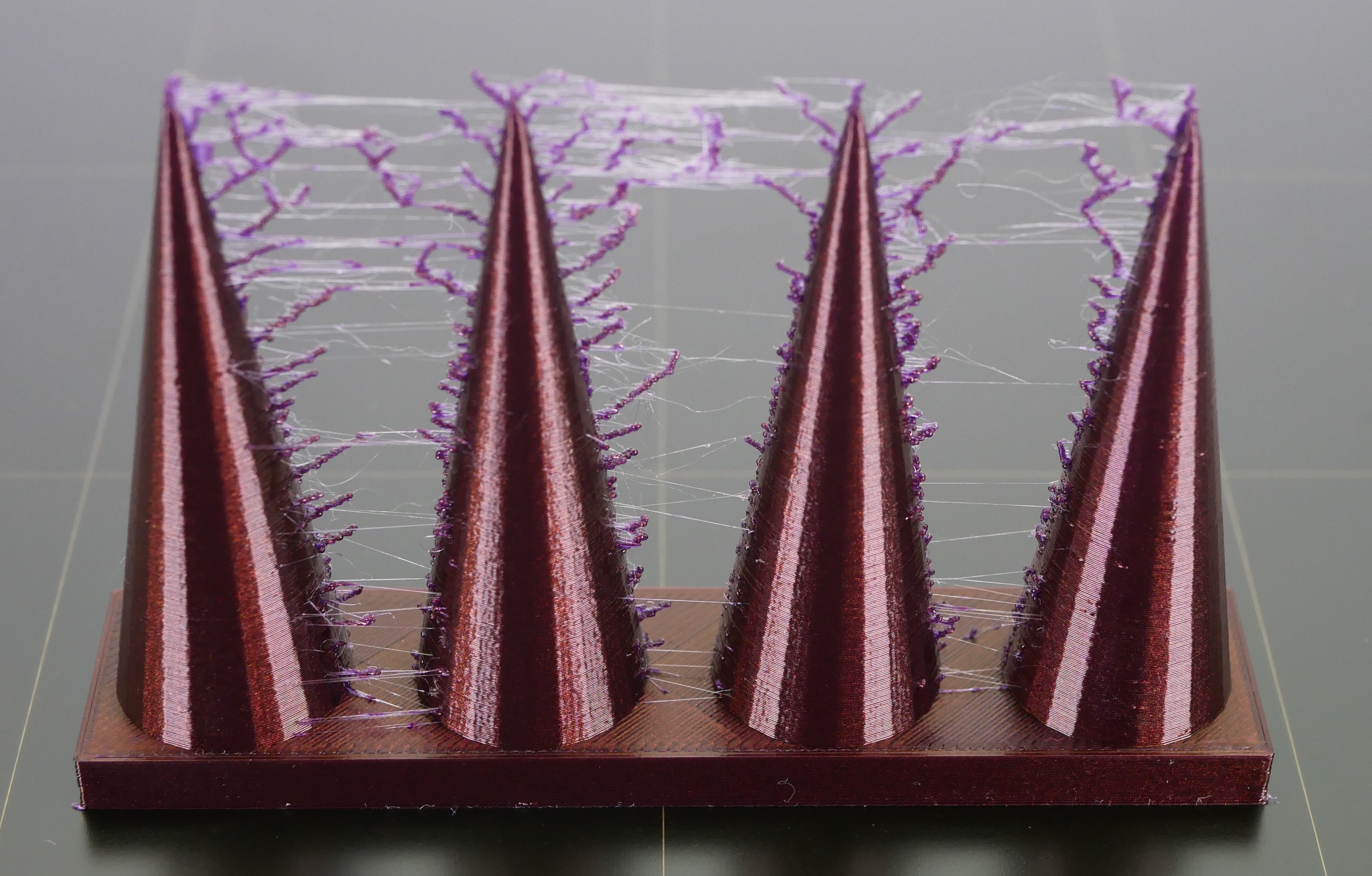
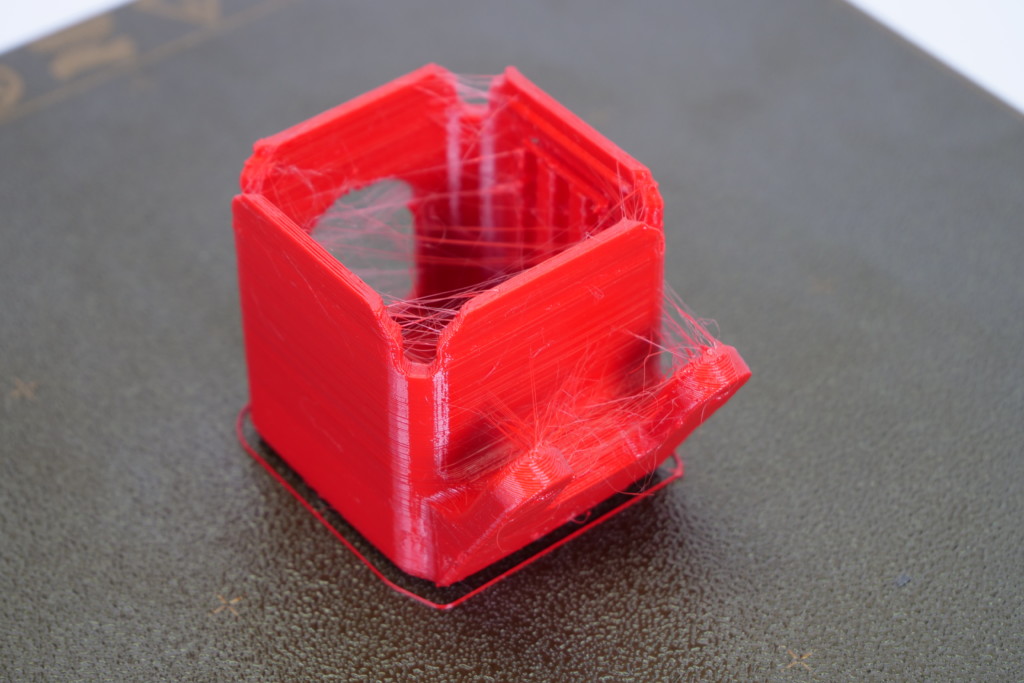
La création de fils ou suintement, également connue sous le nom d '"impressions velues", est le nom donné lorsque de petites bouts de filament sont laissées sur un modèle imprimé. Cela se produit généralement lorsque le filament continue de s'écouler de la buse pendant que l'extrudeur se déplace vers un autre objet. Vous pouvez voir cela comme une ligne de filament marginale laissée entre les objets.
Ce problème est causé par des températures d'impression très élevées et/ou l'utilisation de paramètres de rétraction incorrects. Cela peut être résolu en modifiant quelques paramètres dans PrusaSlicer et en vérifiant votre matériel.
 |  |
Création de fils à partir de matériau laissé sur la buse
Si vous imprimez longtemps à partir d'un seul type de filament, tel que le PET-G, le filament peut créer une fine couche sur la buse. Cela peut entraîner une création de fils lorsque des bouts de filament collent à la surface de l'impression. Par conséquent, nettoyez soigneusement la buse avant d’imprimer et assurez-vous que la saleté ou les restes de filaments précédents ont été éliminés de la buse.
Réglages de PrusaSlicer
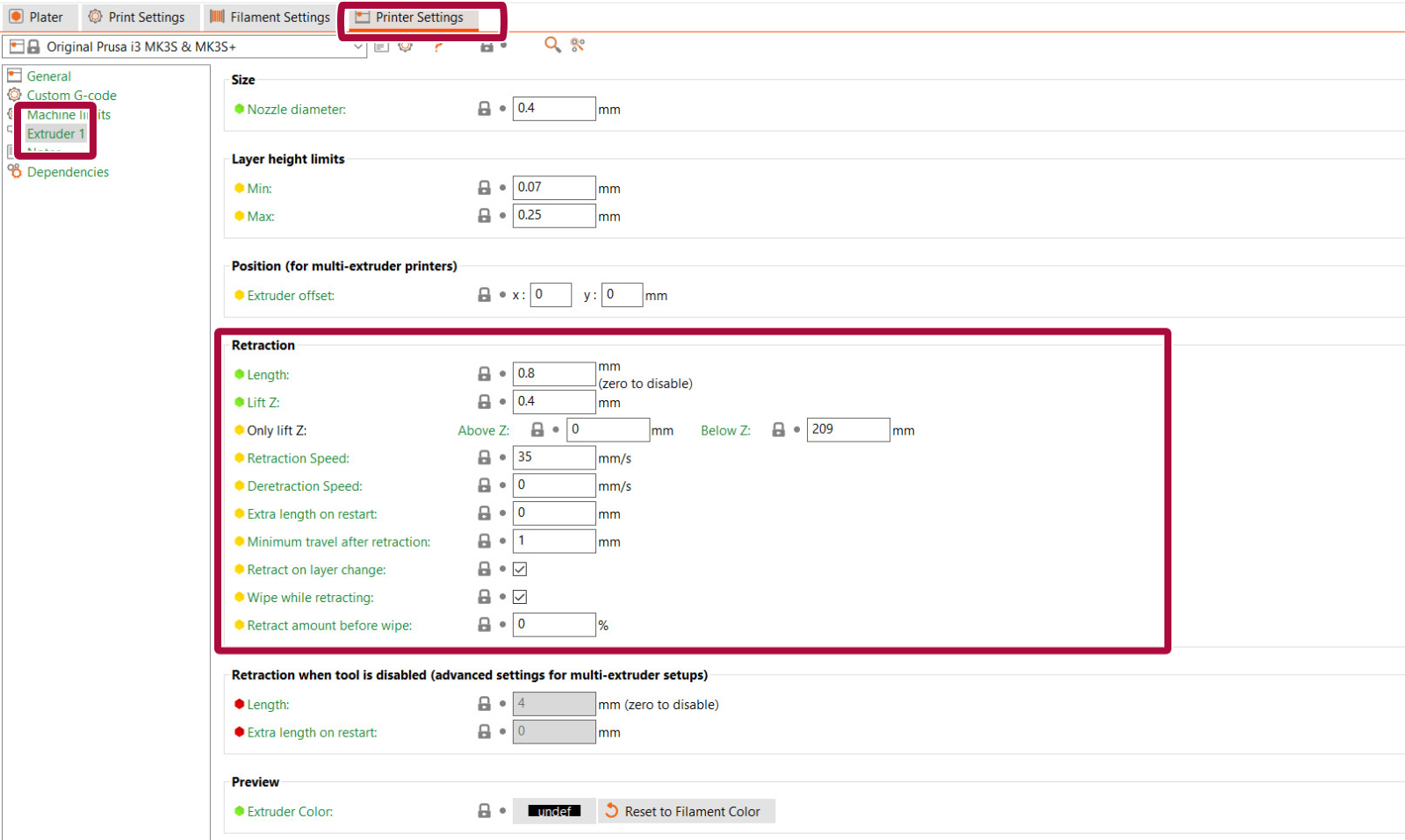
Commencez par vérifier un paramètre appelé Rétraction. Que fait la rétraction ? Lorsque l'extrudeur a fini d'imprimer une section/un objet de votre G-code, le filament est alors retiré dans la buse. Le processus d'impression se poursuit une fois que l'extrudeur passe à l'emplacement suivant - le filament est repoussé vers l'extérieur et l'extrusion recommence à nouveau depuis la buse. Les paramètres de rétraction peuvent être trouvés dans PrusaSlicer dansRéglages de l'imprimante -> Extrudeur 1.
Les filaments flexibles nécessitent généralement des rétractions plus longues, car le matériau s'étire tout en étant retiré dans la buse. Les matériaux flexibles sont un cas particulier et nécessitent beaucoup de peaufinage et de mise au point.
Les paramètres de rétraction sont :
- Longueur de rétraction : Degré de retrait du filament lorsqu'une rétraction est déclenchée. Sur les MK2.5/S et MK3/S/+, la longueur de rétraction doit être au maximum de 2 mm.
- Levage de l'axe Z : soulève l'extrudeur pendant le mouvement. Avoir ce réglage plus bas améliorera les cheveux d'ange. Notez que la désactivation de cette fonction peut amener la buse à toucher la pièce imprimée.
- Vitesse de rétraction : Vitesse du moteur de l'extrudeur lors de la rétraction. Une valeur plus élevée améliore les cheveux d'ange, mais si elle est trop élevée, elle peut sauter des pas dans le moteur.
- Déplacement minimal après rétraction : Niveau de mouvement qui déclenchera une rétraction (mm). Le nombre prédéfini dans PrusaSlicer est de 1 mm, ce qui est peu. Avoir ce nombre plus élevé réduira les temps d'impression, mais augmentera le suintement et les cheveux d'ange.
- Rétracter au changement de couche : Active la rétraction lorsque la couche passe à la suivante. Il est recommandé de laisser cette option activée.
- Nettoyer lors des rétractions : Déplace la buse (nettoyage) pendant la rétraction. Il est recommandé de laisser cette option activée.
- Quantité de rétraction le montant avant de nettoyer : Cette option effectue une rétraction rapide avant d'effectuer le mouvement de nettoyage. Plus adapté à l'Original Prusa MINI/MINI+.
Autres paramètres affectant la rétraction :
- Rétracter uniquement lors du franchissement de périmètres : (Réglages d'impression -> Remplissage -> Avancé): Désactive la rétraction lorsque le chemin de déplacement ne dépasse pas le périmètre de la couche supérieure. Tout suintement qui se produit sera à l'intérieur des parois et devrait être invisible.
- Éviter de franchir les périmètres : (Réglages d'impression -> Couches et périmètres -> Qualité) : Optimiser les déplacements afin de minimiser le franchissement de périmètres. Cela réduira la quantité de cheveux d'ange, en particulier sur la MINI/MINI+.
- Impression séquentielle : (Réglages d'impression -> Options de sortie -> Impression séquentielle) : L'impression de chaque objet individuellement a moins de chance de provoquer des cheveux d'ange entre les pièces. Lors de l'utilisation de cette fonctionnalité, PrusaSlicer vous avertira de toute possibilité que l'extrudeur entre en collision avec une pièce déjà imprimée, mais suivez attentivement l'impression.
- Température de buse : (Réglages du filament -> Filament -> Buse) : L'abaissement de la température diminue l'apparition de cheveux d'ange. Essayez de diminuer la température de la buse de 5-10 °C et vérifiez s’il y a moins de fil.
Filament
Essayez d'utiliser une bobine différente de celle qui provoque les cheveux d'ange. Le filament peut avoir accumulé de l'humidité, ce qui causera beaucoup de cheveux d'ange.
Hotend
Les cheveux d'ange dans la buse peuvent être causés par un problème de dissipation de chaleur dans la buse. Essayez de ré-appliquer de la pâte thermique sur le filetage entre la barrière thermique et le dissipateur thermique.
Si vous avez récemment modifié un composant de la hotend, il est également possible que certaines pièces individuelles ne soient pas en place. Passez en revue l'assemblage de la hotend et vérifiez s'il y a des pièces qui peuvent être différentes des instructions.
Assez des paramètres, passez-moi mon décapeur thermique !
Si vous ne souhaitez pas modifier les paramètres, il existe une alternative. Vous pouvez vous débarrasser des fils avec un décapeur thermique (ou souvent avec un briquet - mais soyez très prudent). Réglez votre décapeur thermique à environ 200 °C et visez les cheveux d'ange pendant une ou deux secondes. Cela fera fondre les fils et l'objet imprimé ne devrait pas être endommagé. Ne laissez pas la source de chaleur sur le modèle imprimé plus d'une ou deux secondes, car cela pourrait déformer la pièce.
Commentaires


Vous avez encore des questions ?
Si vous avez une question sur un sujet qui n'est pas traité ici, consultez nos ressources supplémentaires.
Et si cela ne suffit pas, vous pouvez envoyer une demande à [email protected] ou via le bouton ci-dessous.