Le décalage de couche est un problème d'impression, qui fait que les couches de l'objet imprimé se décalent de leurs positions prévues. Il est généralement associé à un mouvement incorrect de l'axe X et/ou de l'axe Y, ce qui entraîne un désalignement de la tête de l'extrudeur au milieu de l'impression.
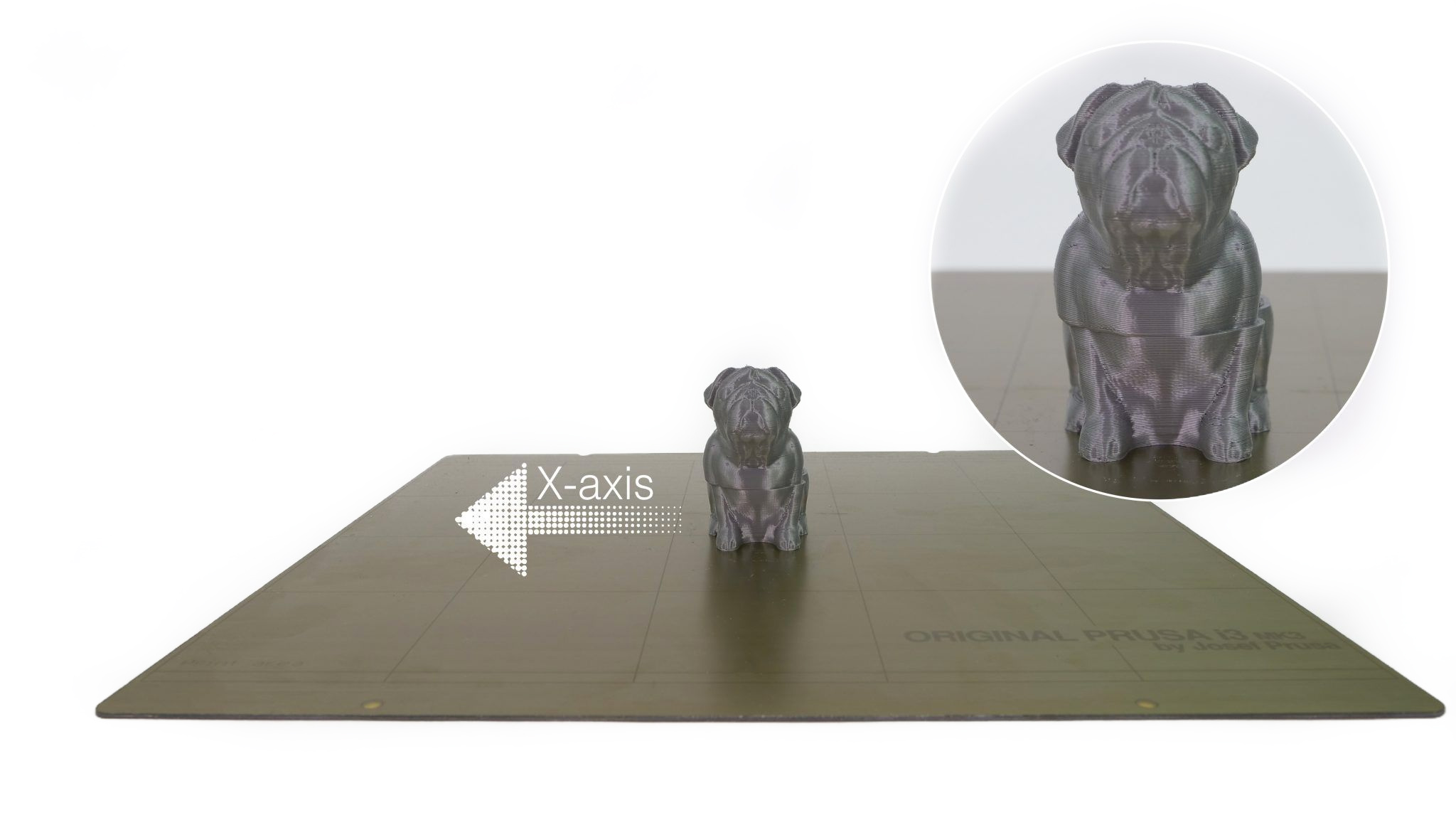
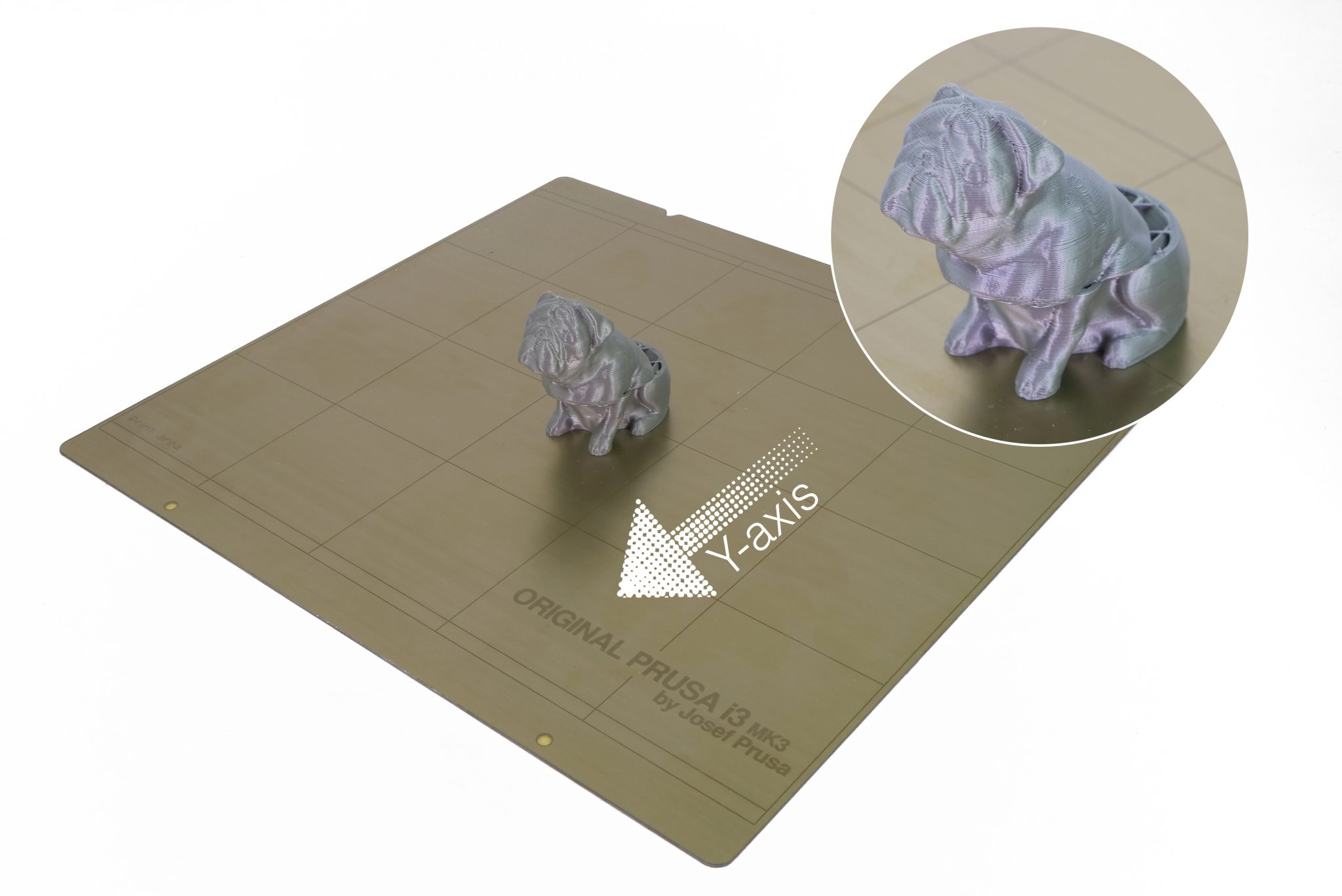
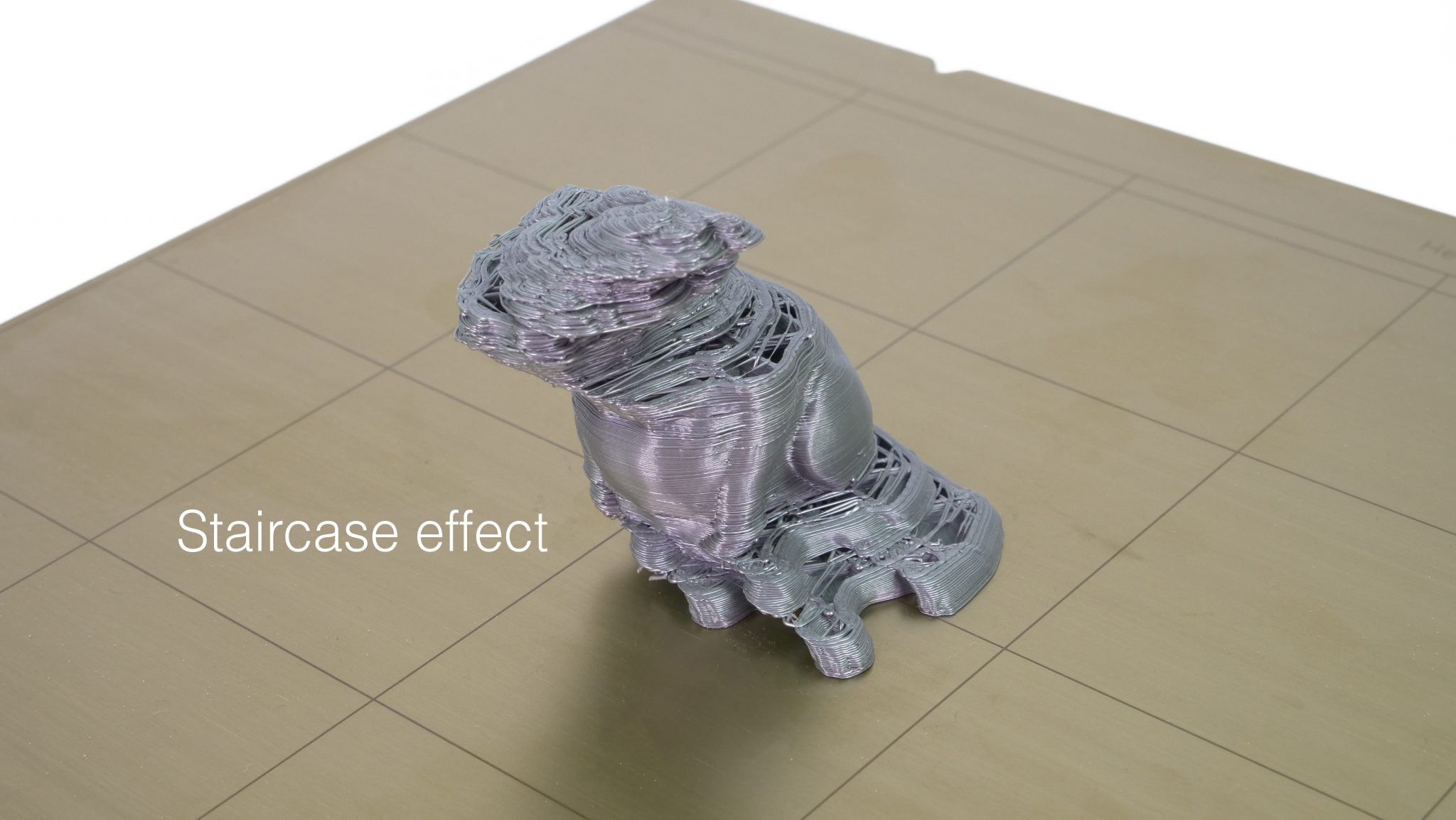
Pour résoudre correctement le problème, il est essentiel de savoir sur quel axe les couches se sont décalées. Voir les trois photos ci-dessous illustrant trois types différents de décalage de couche. Le dépannage est le même pour les deux axes.
Les décalages de couche sont le plus souvent causés par une mauvaise tension des courroies ou des poulies qui ne sont pas fixées.
 |  |
Prusa CORE One
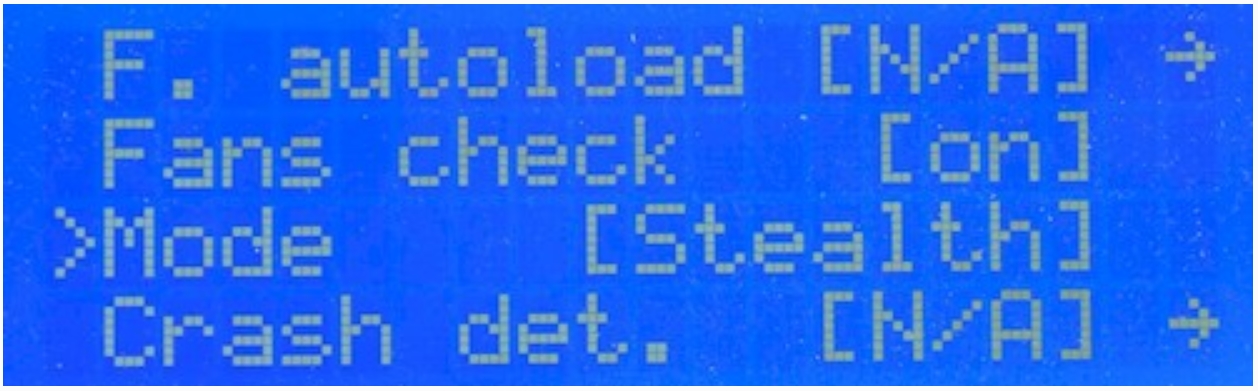
Vérifiez le mode d'alimentation de votre imprimante.
Utilisez l'imprimante en mode normal plutôt que dans le mode furtif. Vous pouvez modifier le mode d'alimentation dans le Menu LCD -> Réglages.
Le mode furtif est parfait pour les objets petits et simples. Pour des impressions plus grandes ou plus complexes, le mode Normal est recommandé.

Vérifiez le mouvement des axes XY et la tension de la courroie
Tester les mouvements à la fois depuis le menu de l'imprimante (Menu LCD -> Contrôle -> Déplacer l'axe), et avec l'imprimante froide et éteinte, à la main. Lorsque vous testez les mouvements à la main, testez les deux mouvements le long des axes X et Y, et aussi le long des deux diagonales.
Alors qu'une irrégularité dans le mouvement de l'axe X ou Y est très probablement liée à la tension de la courroie, un mouvement diagonal irrégulier est lié au moteur qui contrôle cette diagonale ou à la poulie qui y est attachée.
Pour vérifier et régler la tension de la courroie, suivez les instructions du guide de réglage de la courroie dédié. Lors du réglage de la tension de la courroie, ne perdez pas l'alignement du CoreXY.
Vérifiez vos moteurs et poulies d'axe X/Y
Si l’une des poulies de moteur se desserre au fil du temps, elle se désalignera et contribuera à un mouvement irrégulier. Les poulies sont positionnées différemment sur chacun des deux moteurs XY. Chaque poulie de moteur a deux vis de blocage, dont l'une doit être alignée avec la partie plate de l'arbre du moteur.
Vue de l'avant de l'imprimante :
- Gauche
- Les dents de la courroie se trouvent au-dessus des vis de blocage.
- Droite
- Les dents de la courroie se trouvent sous les vis de blocage.
 |  |
Série Original Prusa MK
Vérifiez le mode d'alimentation de votre imprimante.
Utilisez l'imprimante en mode normal plutôt que dans le mode furtif. Vous pouvez modifier le mode d'alimentation dans le Menu LCD -> Réglages.
Le mode furtif est parfait pour les objets petits et simples. Pour des impressions plus grandes ou plus complexes, le mode Normal est recommandé. Notez également qu'en mode furtif, la fonction de détection de crash n'est pas disponible.
 | |
| Original Prusa MK3/S/+ | Original Prusa MK4/S, MK3.9/S, MK3.5/S |
Assurez-vous que l'extrudeur et le plateau chauffant peuvent se déplacer librement
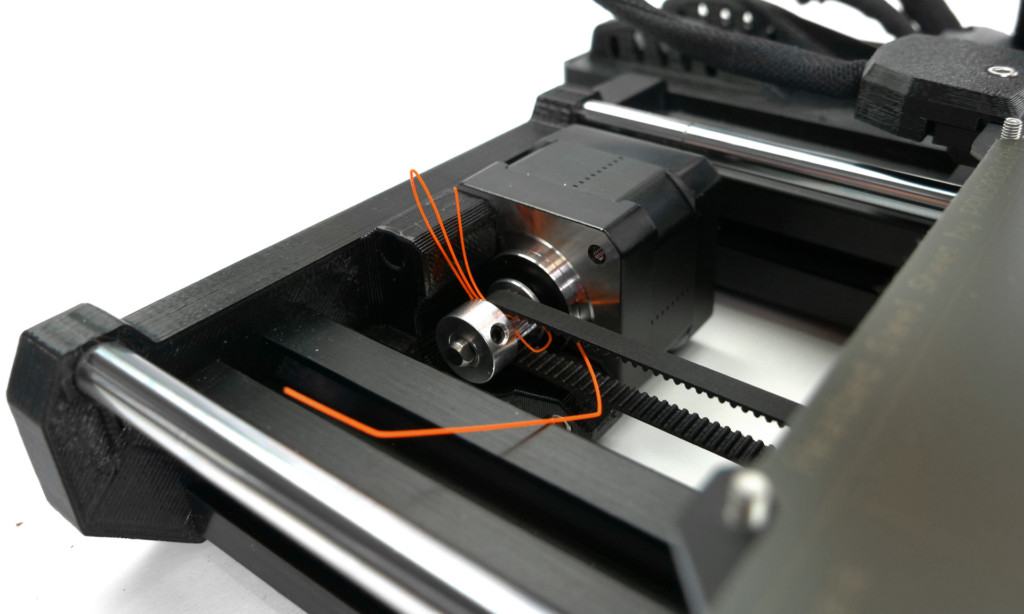
Assurez-vous qu'il y a pas d'obstacles sur le trajet de l'extrudeur ou du plateau chauffant et de leurs roulements. Par exemple, il peut y avoir un morceau de filament coincé autour de la courroie (généralement autour de la poulie de l'axe Y) provenant de vos impressions précédentes.
 Photo prise sur une MK3/S/+
Photo prise sur une MK3/S/+
Un autre exemple d'obstruction est lorsque les colliers de serrage ou d'autres pièces du faisceau de câbles de l'extrudeur ne sont pas positionnés de manière optimale comme indiqué dans leur guide d'assemblage respectif. Si les câbles touchent le cadre avant l'assemblage de l'extrudeur (MK3 et ultérieure) ou avant la butée de l'axe X (sur MK2/S ou MK2.5), l'imprimante détecte une position finale inexacte. Voir la photo ci-dessous et assurez-vous que les câbles sont positionnés en conséquence.
 Photo prise sur MK3, les mêmes principes s'appliquent sur les autres imprimantes de la série MK.
Photo prise sur MK3, les mêmes principes s'appliquent sur les autres imprimantes de la série MK.
Vérifiez si les tiges lisses ne comportent pas de rayures profondes et si les roulements sont correctement lubrifiés. Nettoyez les tiges lisses avec un essuie-tout propre avant d'appliquer le lubrifiant.
Le lubrifiant optimal est notre Prusa Lubricant. Une graisse à usage général à base de lithium fonctionne également bien.
Vérifiez vos moteurs et poulies d'axe X/Y
Assurez-vous que les moteurs X et Y sont serrés dans le support moteur, que la poulie est fixée sur l'arbre du moteur et alignée avec la poulie à l'extrémité opposée, et que la poulie peut se déplacer librement. Les deux vis sans tête doivent être serrées, l'une d'elles doit être serrée contre la partie plate de l'arbre du moteur. Une poulie desserrée est généralement la principale cause des décalages de couche en escalier.
Les deux poulies sur les deux axes doivent également être alignée, ce qui signifie que la poulie du moteur doit être bien centrée et la courroie doit se déplacer en ligne droite, ne se déplaçant pas de droite à gauche pendant que la poulie tourne.
Vérifiez la tension de vos courroies
Vérifiez la tension de vos courroies.
Sur les imprimantes de la série MK, un moyen rapide de la vérifier est d'utiliser notre ajusteur de tension, avec les instructions dans la vidéo ci-dessous.
Sur la MK3/S/+, il est possible de vérifier les valeurs du Statut courroie via le Menu LCD -> Support -> Statut courroie.
Bien qu'il n'existe pas de valeur idéale précise, d'après notre expérience, la meilleure valeur approximative se situe autour de 250 sur l'axe X et de 275 sur l'axe Y, avec une plage optimale de +-15 autour de ces valeurs sur chaque axe.
La valeur ne représente pas une quantité physique, mais un nombre arbitraire inversement proportionnel à la charge du moteur. Les valeurs sont à considérer en considérant que l'assemblage est bon et que les pièces sont en bon état et correctement lubrifiées. Les valeurs peuvent ne pas être exactes s'il y a d'autres problèmes.
- Si votre valeur est sous (ou près de) 240, vous devez détendre la courroie
- Si votre valeur est au-dessus (ou proche de) 290, vous devez tendre la courroie
- Les valeurs sont mises à jour à chaque fois que vous exécutez le Selftest ou le test de la courroie dans Menu LCD -> Calibration -> Test courroie.
Les autres modèles de la série MK n'ont pas l'option de statut courroie. L'indice que nous pouvons vous donner est que la courroie doit ressembler à une corde de basse grave lorsqu'elle est pincée. Il devrait être possible de pincer les deux côtés avec votre pouce et votre index, mais vous devriez sentir un peu de résistance.
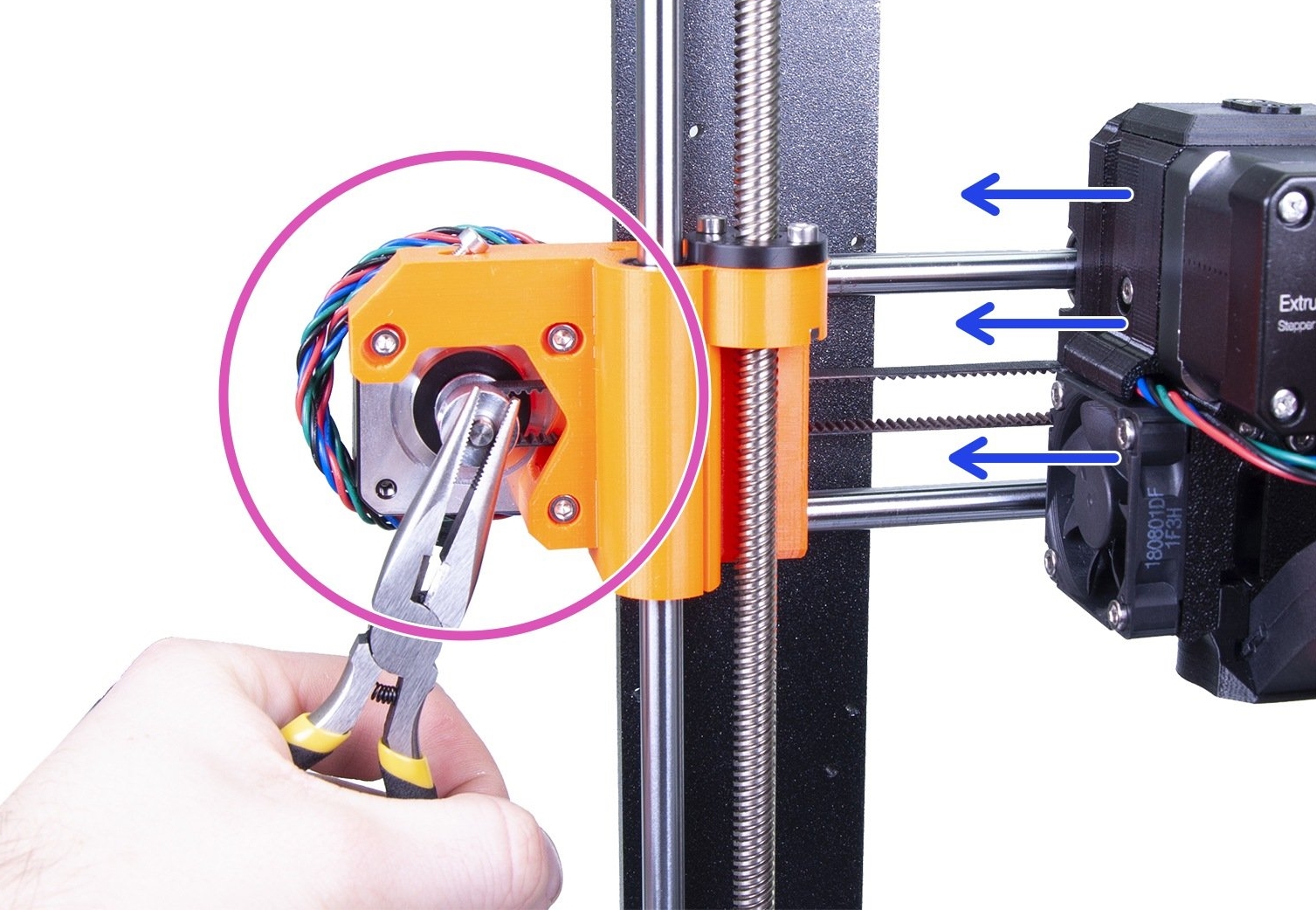
Utilisez la technique suivante pour tester si la poulie est correctement serrée et si la courroie n’est pas trop lâche. Tenez l'arbre du moteur de l'axe X avec une pince (profitez de la partie plate de l'arbre) et essayez de déplacer l'axe X avec l'extrudeur. La même procédure peut être appliquée pour tester la poulie et la courroie de l'axe Y. Il ne doit pas y avoir de jeu dans la courroie ni de mouvement d'axe pendant la procédure. Si c'est le cas, alors la courroie est trop lâche.
Original Prusa MINI/+
Vérifiez la vitesse de votre imprimante.
Lors de l'impression d'objets volumineux, il est recommandé de réduire la vitesse d'impression. Pendant l'impression, accédez au menu LCD - Régler - Vitesse et diminuez la valeur.
Vérifiez les courroies des axes X/Y.
Assurez-vous que les courroies sont bien tendues. Un moyen rapide de vérifier cet aspect est d'utiliser notre ajusteur de tension, avec les instructions dans la vidéo ci-dessous.
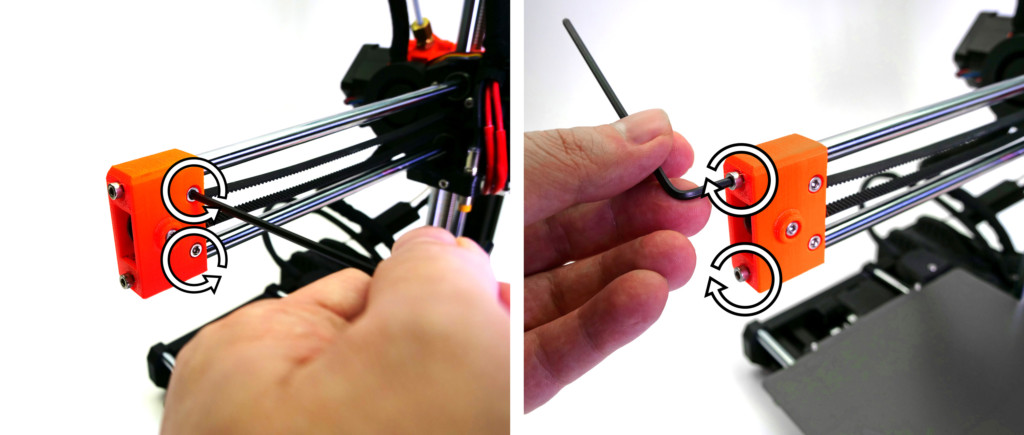
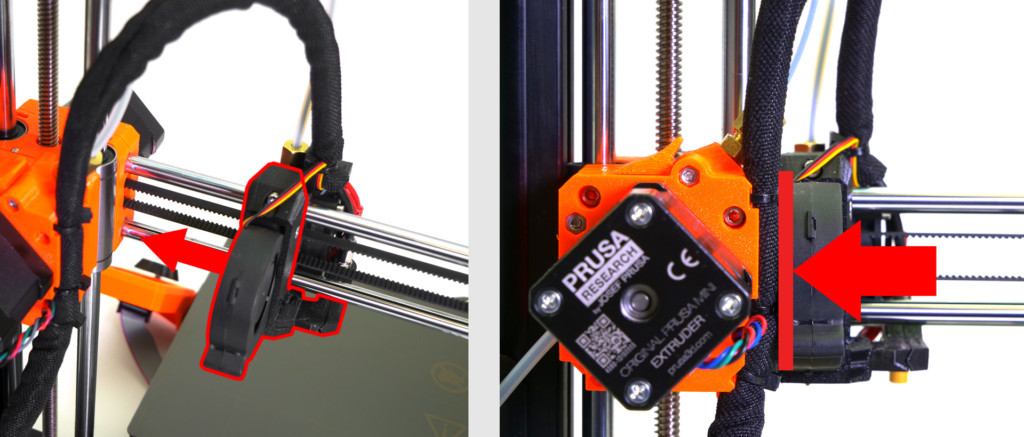
Les courroies doivent être suffisamment tendues pour ressembler à une note de basse grave lorsqu'elles sont pincées. Si les courroies sont lâches, tendez-le d'abord : commencez par desserrer les deux vis comme illustré ci-dessous. Ensuite, serrez les deux vis tout au bout de l'axe X. Elles vont directement contre les tiges métalliques, donc plus elles sont serrées, plus vous déplacez la pièce en plastique. Une fois que vous avez terminé, resserrez les deux premières vis pour fixer la pièce en place.
Vérifiez les poulies des axes X/Y.
Les deux poulies sur les deux axes doivent également être alignées, ce qui signifie que la poulie du moteur doit être bien centrée et que la courroie doit être parfaitement droite. Vérifiez si la courroie de l'axe X ne frotte pas contre les pièces imprimées.
Assurez-vous que rien ne bloque le mouvement de votre axe - Recherchez les obstructions éventuelles dans le chemin des roulements ou tout résidu éventuel d'impressions précédentes bloqué vers la courroie (généralement autour de la poulie de l'axe Y).
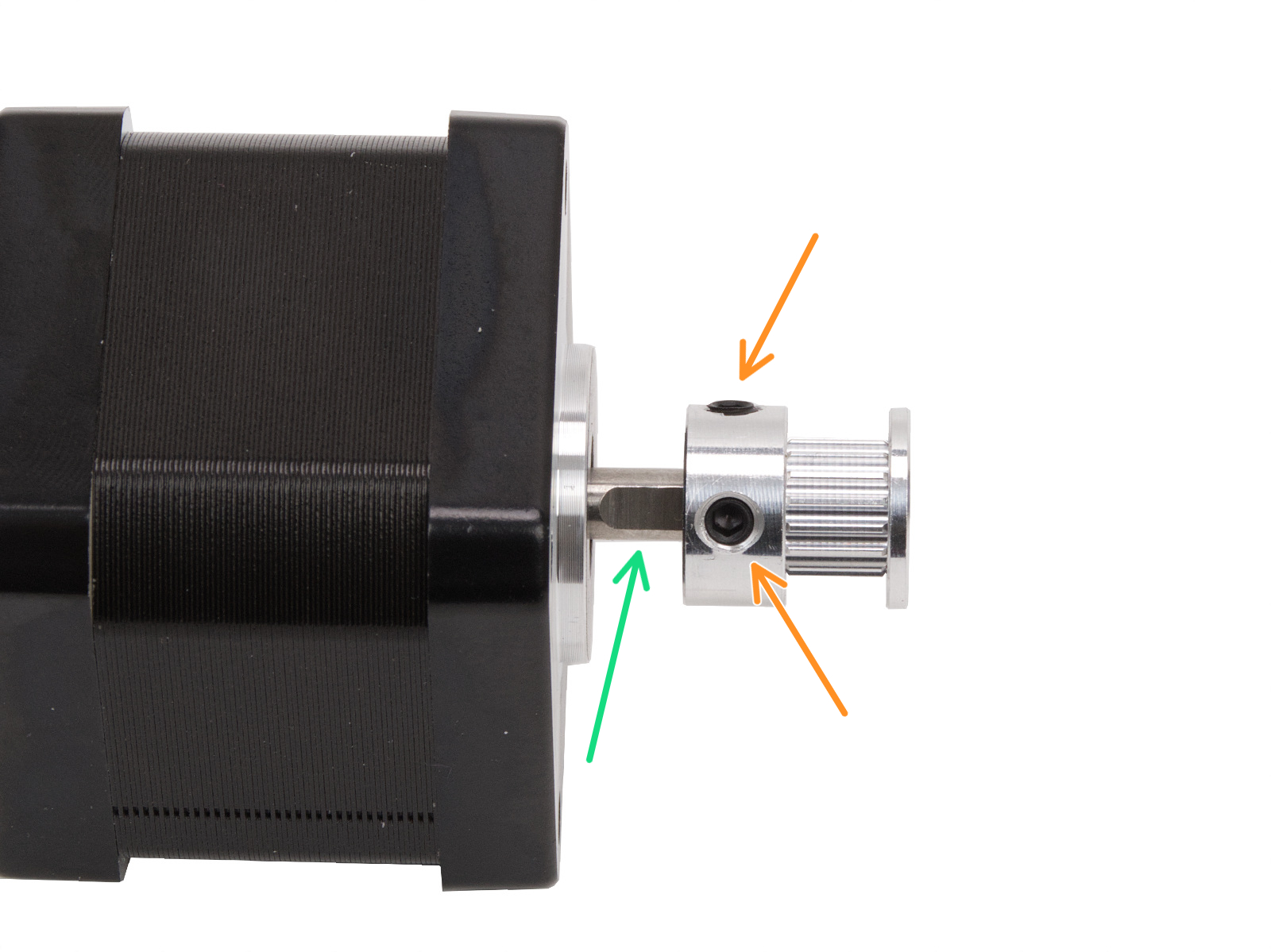
Poulie de courroie des axes X/Y desserrée
Si la vis de blocage sur la poulie de la courroie s'est desserrée ou si elle n'était pas fixée sur le côté plat de l'arbre du moteur, elle peut glisser et causer des problèmes avec l'axe ne se déplaçant pas parfaitement en tandem avec la rotation du moteur.
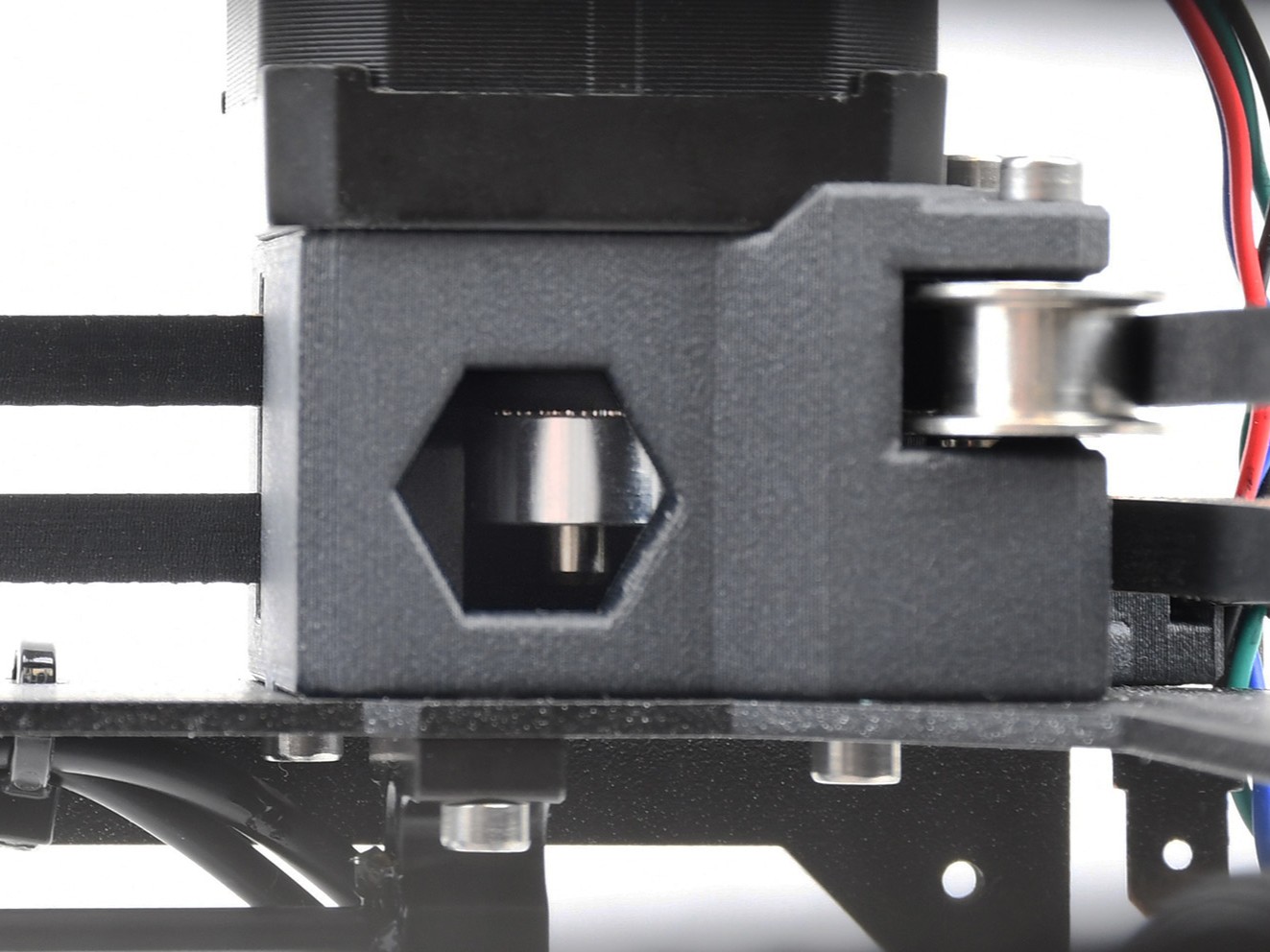
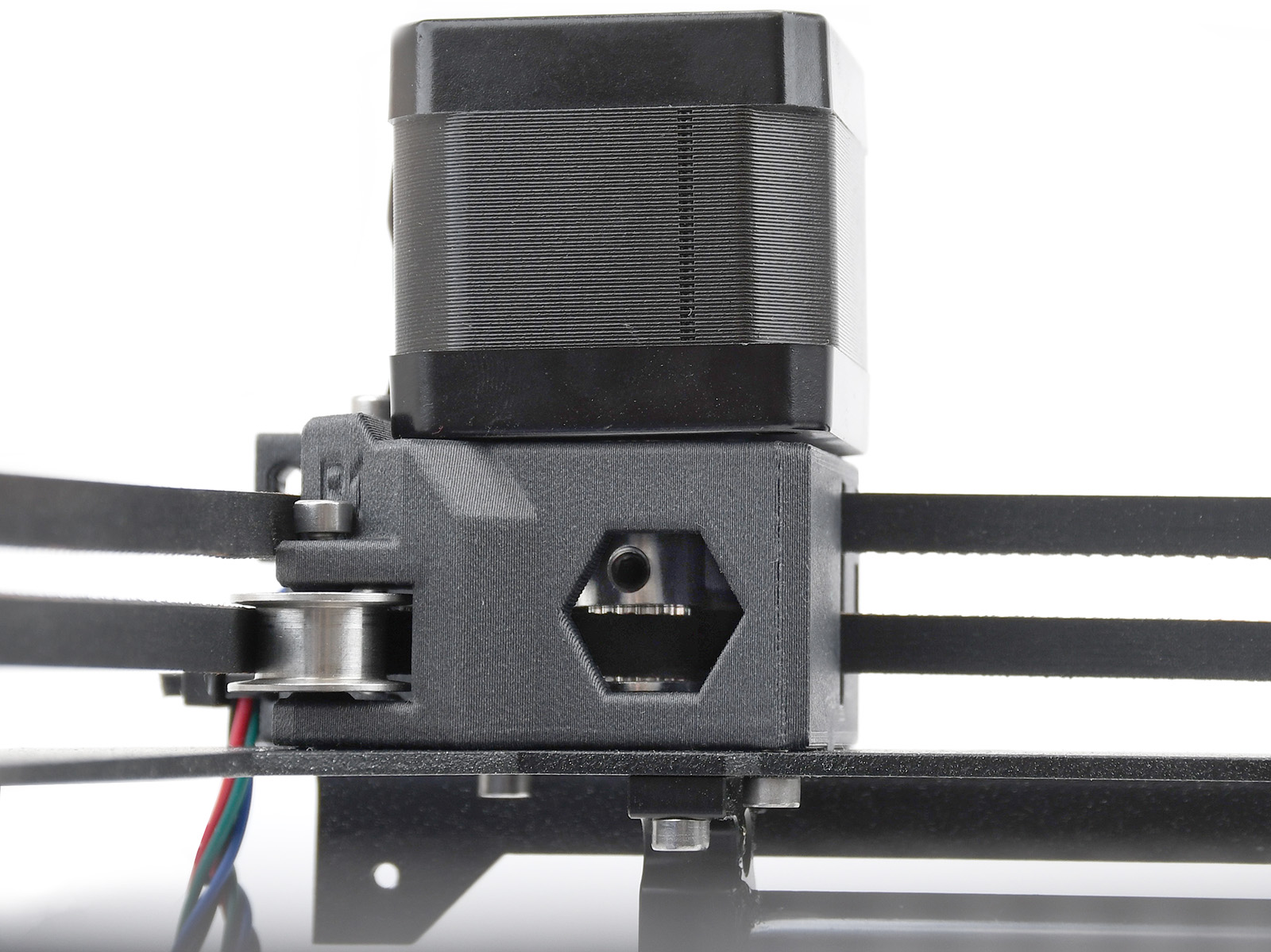
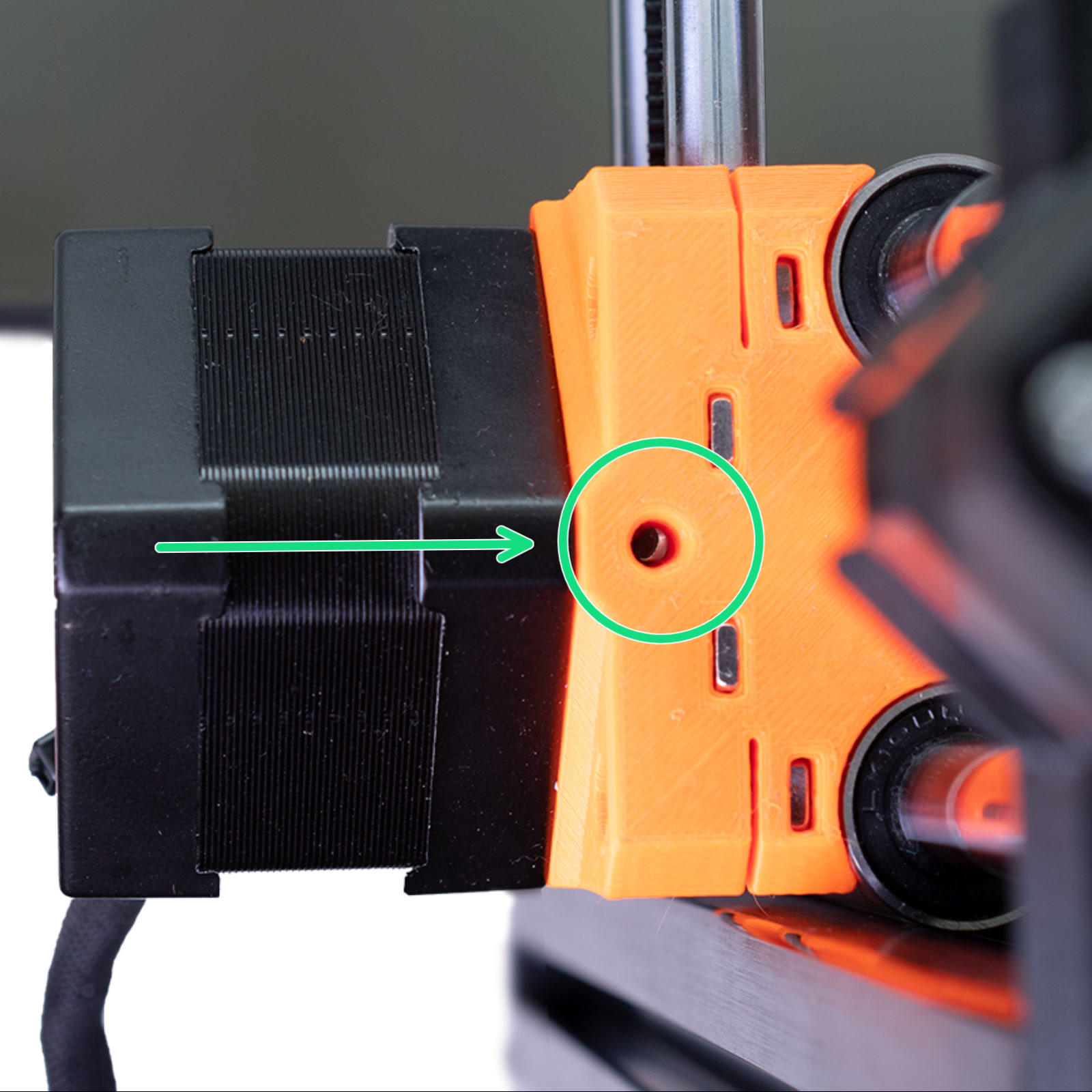
La vis de blocage de l'axe Y est facilement accessible, étant sous le plateau, mais l'axe X est un peu plus délicat. Vous pouvez accéder à la vis de blocage de l'axe X par un trou sur le dessus de l'extrudeur (image ci-dessous). Vous ne pourrez pas voir si la vis de blocage est alignée avec le côté plat de l'arbre du moteur et la resserrer ne sera qu'une solution temporaire, mais c'est un excellent moyen de savoir s'il s'agit problème et ce qui doit être démonté.
Si vous ne voyez que du métal brillant dans le trou, vous devez faire tourner le moteur pour révéler la vis de blocage. Même si elle est lâche, elle bougera un peu avec la rotation du moteur, révélant la vis. Accédez aux Réglages -> Déplacer l'axe -> Déplacer X, sur le menu LCD, et tournez le bouton pour faire tourner le moteur.
 |
| Utilisez une clé Allen de 2 mm pour serrer la vis de blocage des poulies. |
Mouvement libre de l'axe
Assurez-vous que la tête d'impression (la partie se déplaçant le long de l'axe X) peut se déplacer librement sur toute la plage. En particulier, le faisceau de câbles attaché à l'extrudeur ne doit pas empêcher la tête d'impression d'atteindre l'extrémité de l'axe.
Aussi, vérifiez si les tiges lisses ne sont pas rayées et si les roulements sont correctement lubrifiés. Nettoyez les tiges lisses avec un essuie-tout propre avant d'appliquer le lubrifiant.
Le lubrifiant optimal est notre Prusa Lubricant. Une graisse à usage général à base de lithium fonctionne également bien.
Original Prusa XL
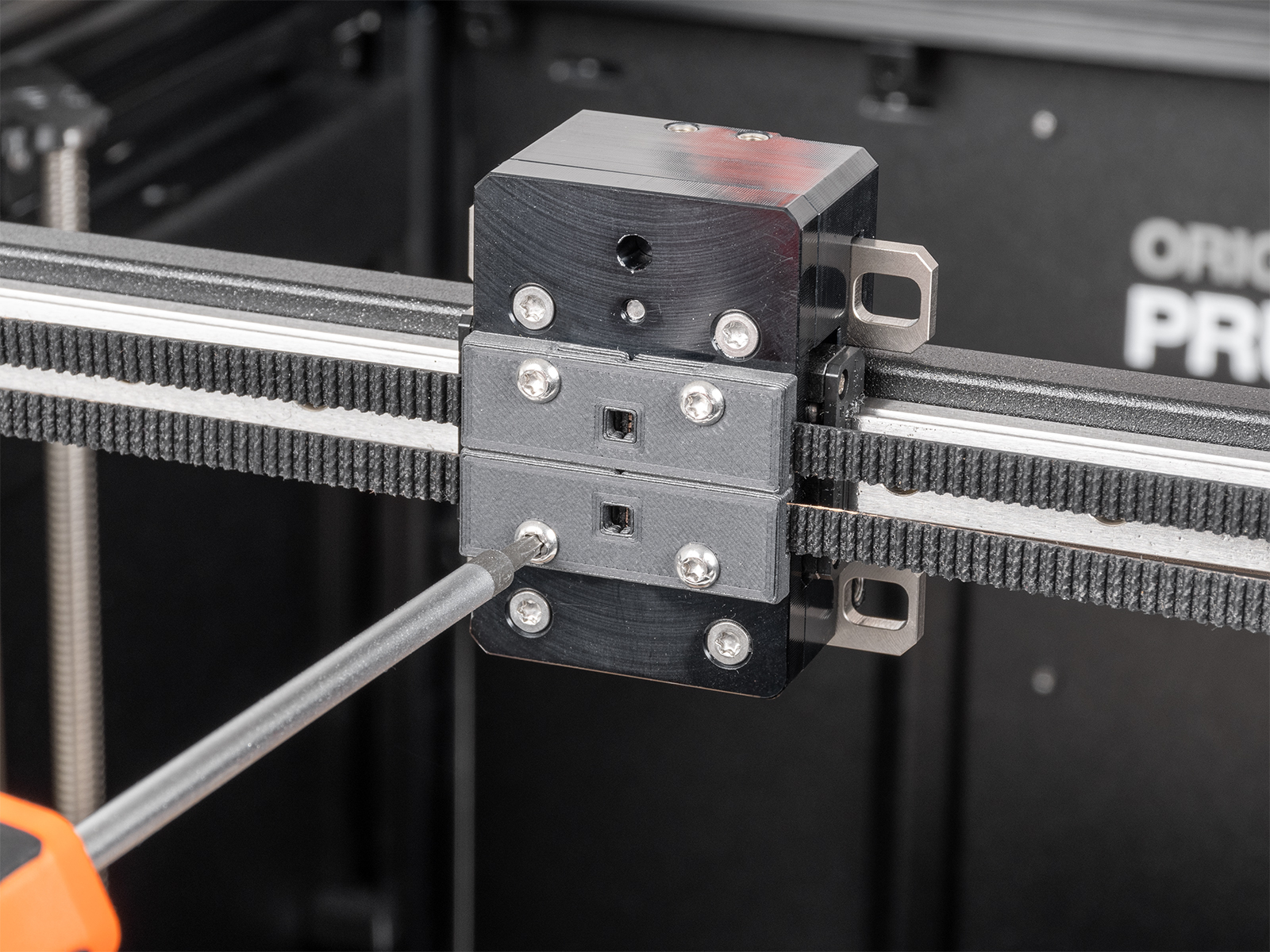
Tension de la courroie
En suivant les instructions de l'article dédié, vérifiez la tension de la courroie.
Assurez-vous que les colliers de serrage de la courroie sont en bon état visuellement. Pour y accéder, retirez le capot avant et vérifiez que les pinces ne présentent aucun dommage visuel.
 |  |
| XL Mono-outil | XL Multi-Outils |
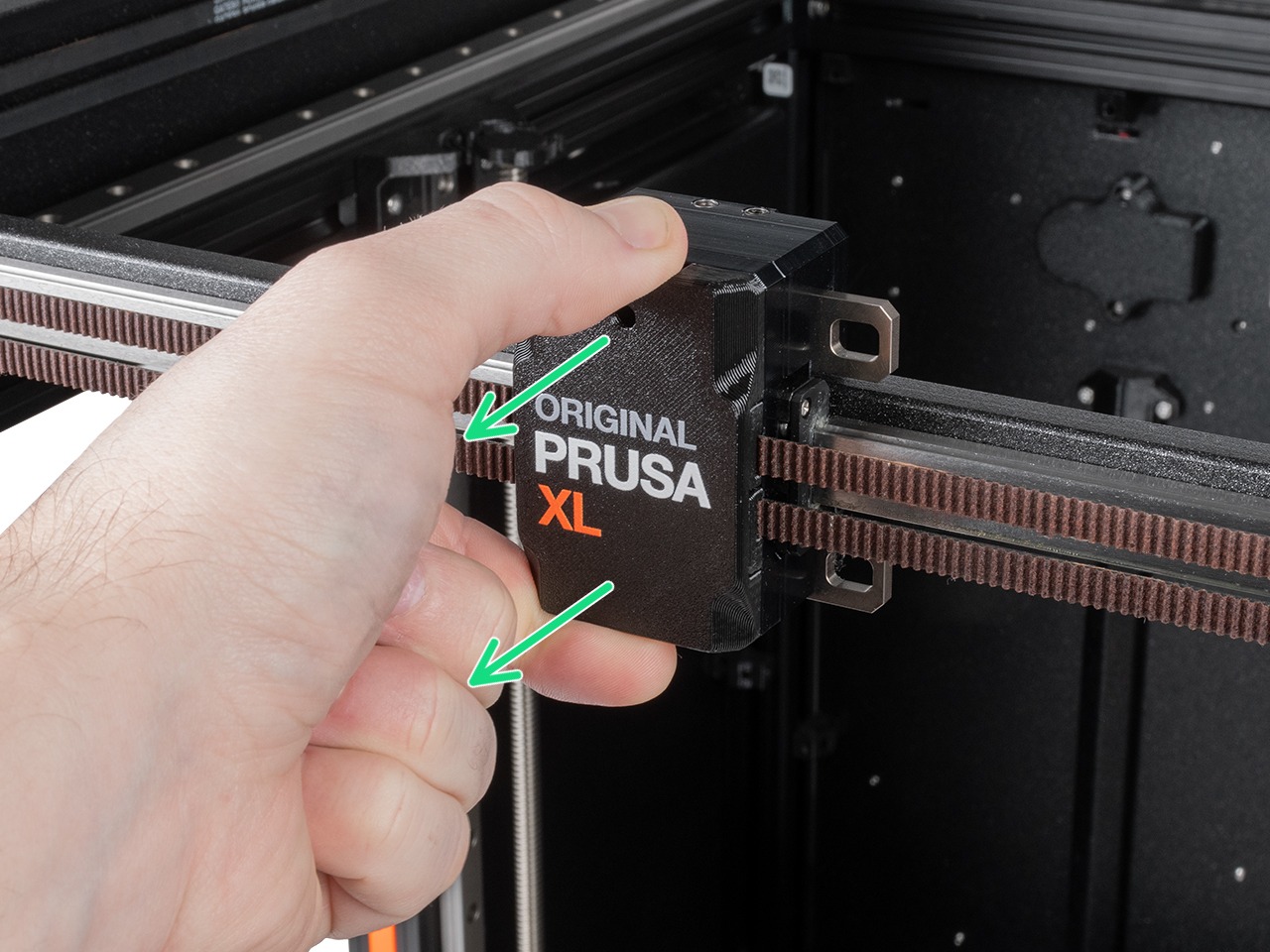
Poulies du moteur XY
Bien que cela soit rare, si l'une des poulies du moteur se desserre au fil du temps, elle se désalignera et contribuera à un mouvement irrégulier. Les poulies sont positionnées différemment sur chacun des deux moteurs XY.
- Gauche
- Notez l'orientation de la poulie. Les dents de la courroie sont sous la vis de blocage.
- La poulie est 2,5 mm plus haut que le début de la partie plate de l'arbre du moteur. Utilisez la clé Allen de 2,5 mm comme référence.
- Vous pouvez également mesurer la distance entre le début de l’arbre du moteur et la poulie, 3,6 mm.
- Droite
- Notez l'orientation de la poulie. Les dents de la courroie sont au-dessus de la vis de blocage.
- La poulie est au ras du bord supérieur de l'arbre du moteur.
 |  |
Géométrie de l'impression et réglages
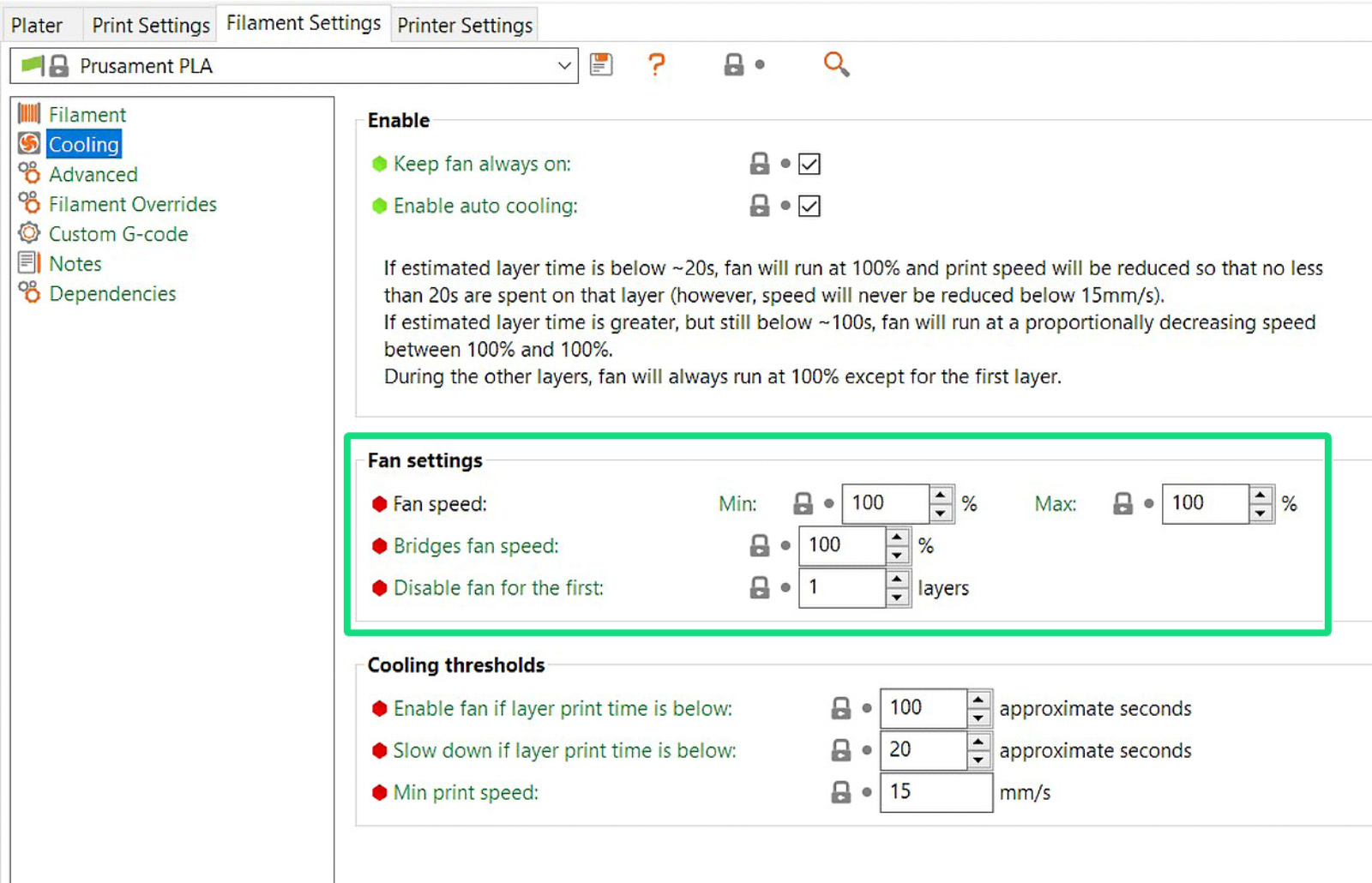
Les objets avec des surplombs sont généralement plus difficiles à imprimer. Certains surplombs peuvent même se déformer vers le haut lors de l'impression et la buse pourrait les percuter. La même chose peut se produire dans certains cas si vous choisissez un pourcentage de remplissage très faible lors du découpage du modèle 3D.
Pour éviter l'impression de surplombs, vous pouvez couper l'objet (consultez notre article sur la Outil de coupe). Vous pouvez également essayer d’augmenter la vitesse du ventilateur d'impression ou augmenter la longueur de rétraction dans PrusaSlicer. La vitesse du ventilateur d'impression se trouve dans Réglages du filament -> Refroidissement et la longueur de rétraction dansRéglages de l'imprimante -> Extrudeur 1.
captures d'écran