Vous pouvez reconnaître la sous-extrusion lorsqu'il manque du matériau dans les couches de votre impression. Les objets imprimés avec des couches sous-extrudées peuvent être fragiles et ont tendance à se briser. Il peut y avoir plusieurs causes à la sous-extrusion et vous devriez également réfléchir si vous avez récemment apporté des modifications à votre imprimante (ou peut-être fait aucun entretien pendant une longue période), car vous pourriez y trouver le coupable.
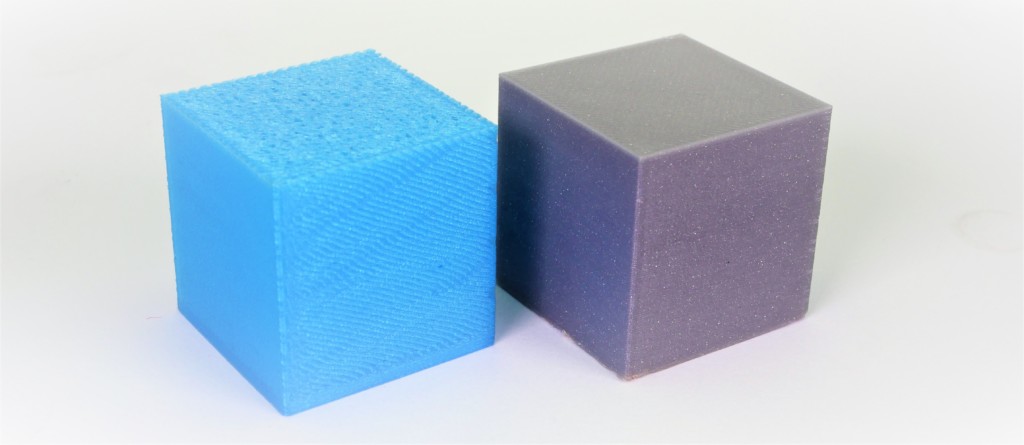 Exemple de sous-extrusion sévère (cube de gauche) et d'impression normale (cube de droite).
Exemple de sous-extrusion sévère (cube de gauche) et d'impression normale (cube de droite).
Les facteurs communs à la sous-extrusion sont :
- Calibration de la première couche trop basse
- Réglages du slicer
- Buse
- Engrenages de l'extrudeur
- Refroidissement insuffisant de la hotend
- Sous-extrusion
Calibration de la première couche trop basse
Assurez-vous d'avoir effectué la Calibration de la première couche. Evitez de compenser un manque d'adhérence en écrasant trop la première couche. Si la buse est trop proche de la plaque de construction, le filament peut être empêché de passer. Nous vous recommandons d'exécuter la calibration de la première couche chaque fois que vous déplacez l'imprimante vers un autre emplacement ou que vous effectuez une maintenance sur le hotend, comme le changement de la buse. De plus, lorsque vous échangez la plaque d'acier de la texturée à la lisse, vous devez recalibrer en raison de l'épaisseur différente de la plaque. C'est pourquoi nous avons introduit le Profils de feuille d'acier.
Les réglages du slicer
Chaque profil du PrusaSlicer contient des paramètres qui déterminent la température, les vitesses et la quantité de filament que l'imprimante 3D doit extruder. L'imprimante ne fournit aucun retour sur la quantité de filament qui quitte réellement la buse. Il se peut que moins de filament soit extrudé que prévu par le firmware. Si cela se produit, vous remarquerez peut-être des espaces dans et/ou entre les couches imprimées.
Assurez-vous d'avoir configuré votre imprimante dans PrusaSlicer en exécutant l'Assistance de Configuration et comme point de départ, vous devez utiliser les profils de filament d'origine qui sont adaptés à votre machine, au type de filament et à la taille de la buse.
Buse
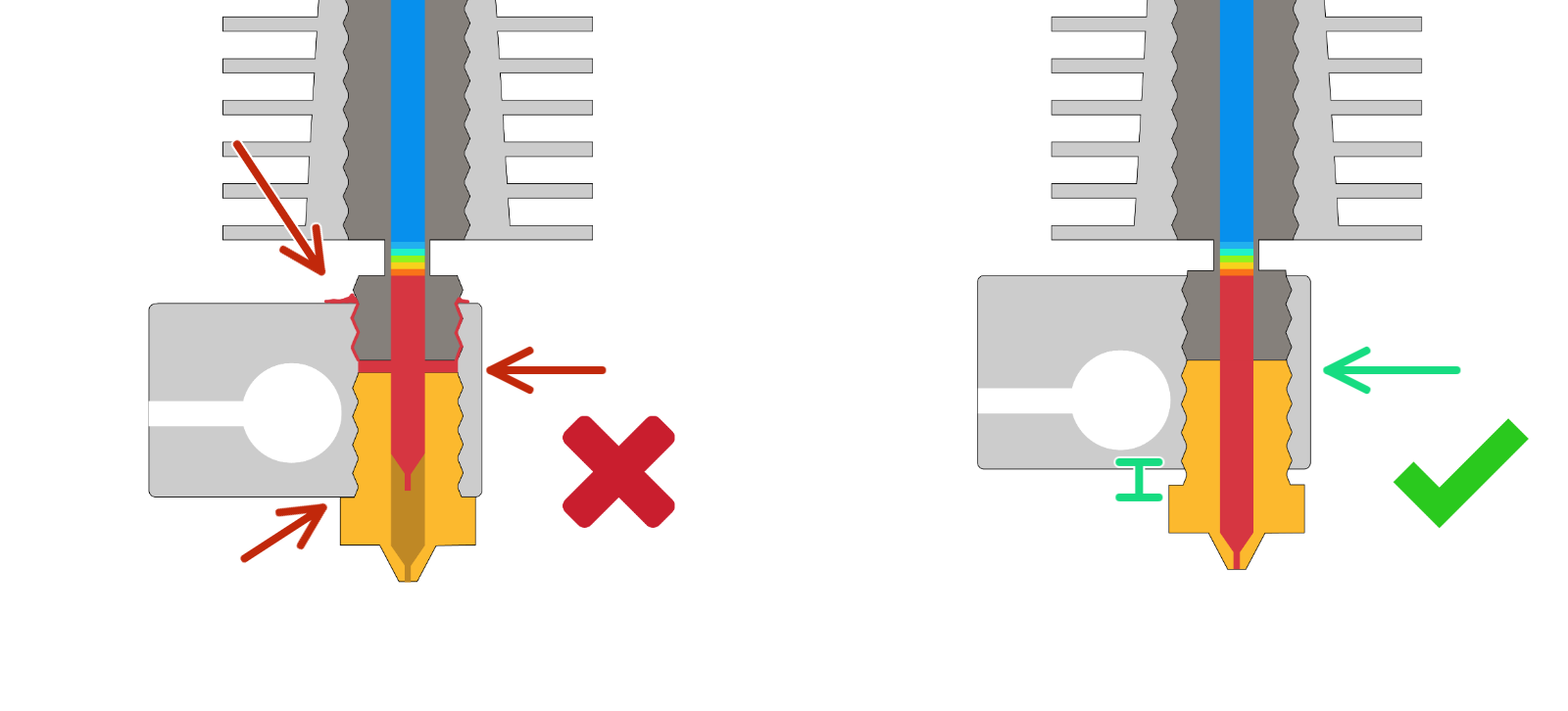
Si la buse a été retirée de la hotend à un moment donné, assurez-vous qu'elle a été correctement réinstallée. Veuillez consulter le guide dédié à votre hotend :
- Changement ou remplacement de la buse (MK2.5/S, MK3/S/+, MK3.5/S)
- Changement/remplacement de la buse (MINI)
Une installation incorrecte peut provoquer à la fois un colmatage et des fuites. La buse doit être serrée lorsqu'elle est chauffée et il doit y avoir un espace entre la buse et le bloc de chauffe. Inspectez également l'extrudeur et la hotend à la recherche de tout dommage, comme l'élément chauffant ou les fils de la thermistance ou une barrière thermique tordue (uniquement sur la hotend V6).
Utilisation de buses spéciales
Si vous utilisez des buses spéciales comme celles en acier trempé ou en acier inoxydable, etc., vous devrez peut-être augmenter la température de la buse lors de l'impression, généralement dans une plage de 5 à 10 °C. L'acier a des propriétés thermiques différentes de celles d'une buse en laiton, ce qui peut affecter les résultats d'impression, principalement l'adhérence entre les couches. Mais rappelez-vous que des températures plus élevées peuvent également entraîner une augmentation de la création de cheveux d'ange. Si le problème persiste, essayez de remplacer la buse par la buse en laiton d'origine de 0,4 mm et voyez si cela fait une différence.
De plus, toutes les tailles de buses ne conviendront pas à tous les filaments. Les filaments qui contiennent des particules de bois ou de métal seront le plus souvent inadaptés aux buses d'un diamètre inférieur à 0,4, et certains nécessiteront une buse encore plus grande, comme 0,6 mm ou 0,8 mm. Pour plus d'informations, veuillez consulter Différents types de buses.
Engrenages de l'extrudeur
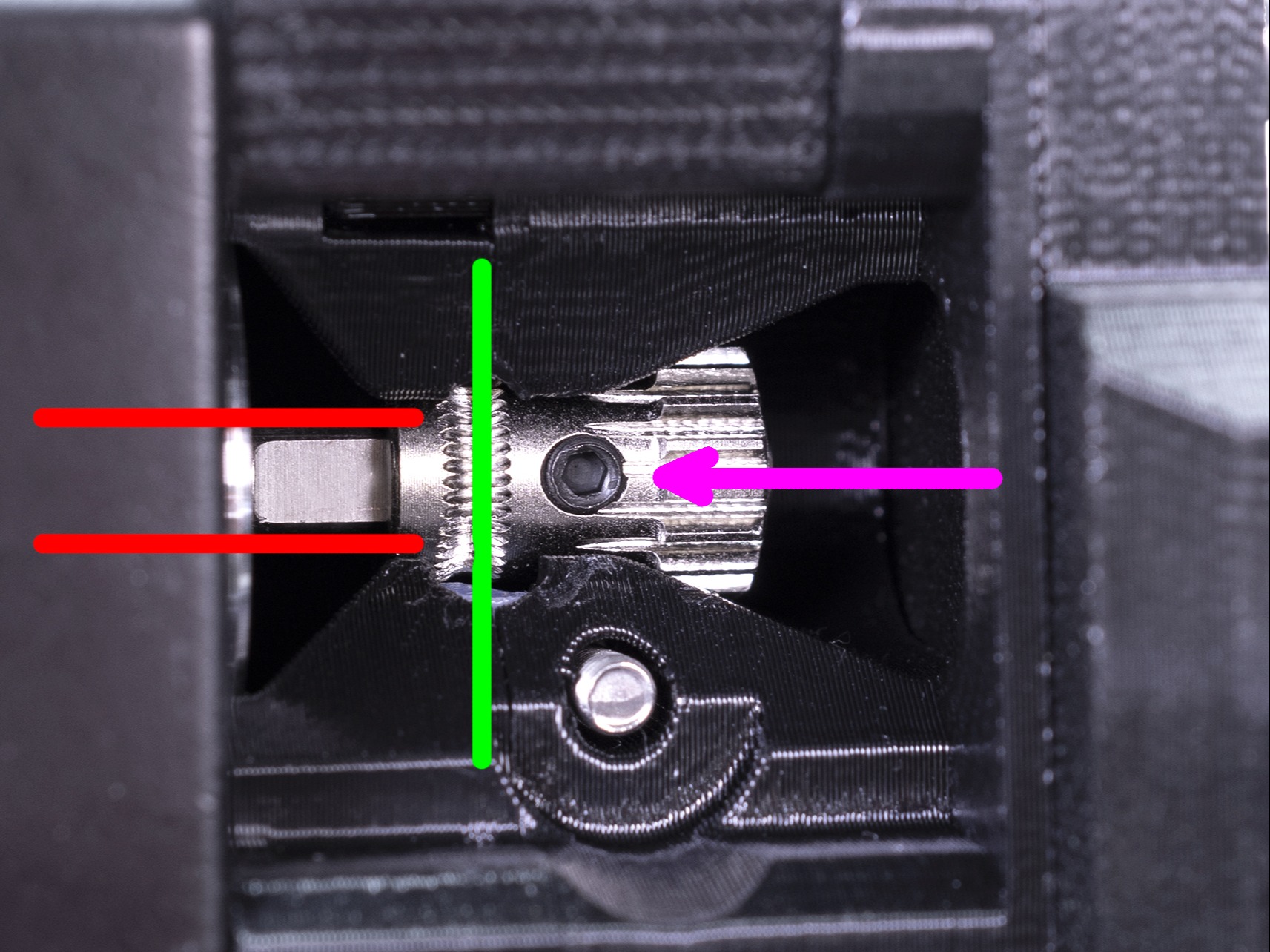
Vérifiez les deux engrenages Bondtech pour détecter toute saleté ou tout désalignement afin qu'ils puissent pousser le filament. Veuillez consulter Vérification/réalignement de l'engrenage Bondtech (MK3S/MK2.5S) pour plus de détails.
De plus, assurez-vous que l'Idler de l'extruder de votre imprimante est à la bonne tension. Un idler trop lâche ou trop serré peut provoquer une sous-extrusion.
 |  |
Refroidissement insuffisant de la hotend
Le contrôle de la "zone de fusion" du filament est très important. Avec un refroidissement insuffisant, le filament peut commencer à fondre trop loin de la buse. Vérifiez que le ventilateur de votre extrudeur est installé dans le bon sens et si le ventilateur est bloqué par un morceau de filament ou d'autres débris.
Si vous utilisez votre imprimante dans une enceinte, assurez-vous que la température à l'intérieur n'est pas trop élevée, car une surchauffe peut entraîner un fluage thermique, où le filament commencera à fondre avant d'atteindre la buse.
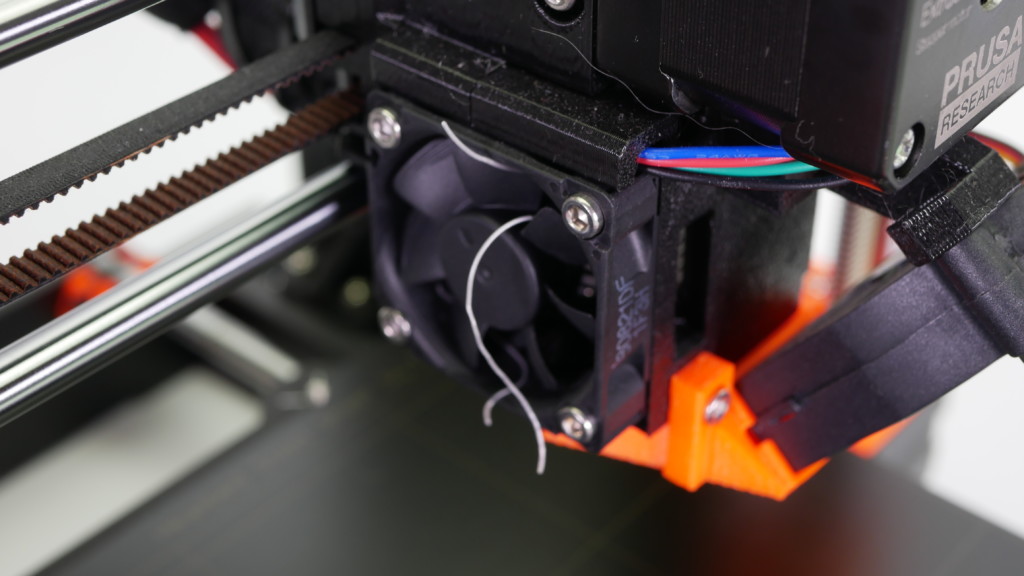
Exemple de ventilateur bloqué par un brin de filament.
Filament
Une température d'impression trop basse ou trop élevée peut également entraîner des problèmes d'impression. Si votre marque et votre type de filament ne sont pas répertoriés dans PrusaSlicer, vous pouvez essayer d'ajuster la température d'impression de +/- 5-15°C pour voir si cela résout le problème.
Certains matériaux spéciaux, comme les Matériaux flexibles, peuvent nécessiter de nombreux ajustements et réglages pour les imprimer avec succès. Les matériaux composites, comme le filament Woodfill, peuvent nécessiter au minimum une buse de 0,6 mm et une hauteur de couche de 0,2 mm pour éviter le colmatage. S'il y a des matériaux composites comme le kevlar ou la fibre de carbone, une buse durcie est nécessaire.
Certains filaments peuvent également avoir une épaisseur variable, en raison de la qualité ou des matériaux infusés comme le bois, ce qui entraînera des changements inattendus dans le volume de filament extrudé. La norme industrielle des variations de diamètre est de +/- 0,05 mm.
Gardez votre filament au sec, à l'abri de l'humidité car les filaments humides ont un impact négatif sur l'impression, en particulier les filaments solubles, le PETG et l'ABS. Nous vous recommandons fortement de remettre les bobines dans leur sac d'origine lorsqu'elles ne sont pas utilisées, avec un gel de silice. Nous vous conseillons de stocker vos filaments dans un endroit sec ou idéalement dans une "boîte sèche".
Chargement/déchargement incorrect
Lorsque vous chargez un nouveau filament avec une température spécifiée inférieure, préchauffez la buse à la température requise par le type de filament précédent que vous avez utilisé. En d'autres termes, toujours le filament à la température la plus élevée, car ses restes sont très probablement encore dans la hotend. Par exemple, si vous avez imprimé avec de l'ABS ou du PETG et que vous souhaitez imprimer avec du PLA maintenant, chargez le filament PLA à la température de l'ABS ou du PETG. De cette façon, le filament nouvellement introduit peut repousser l'ancien.