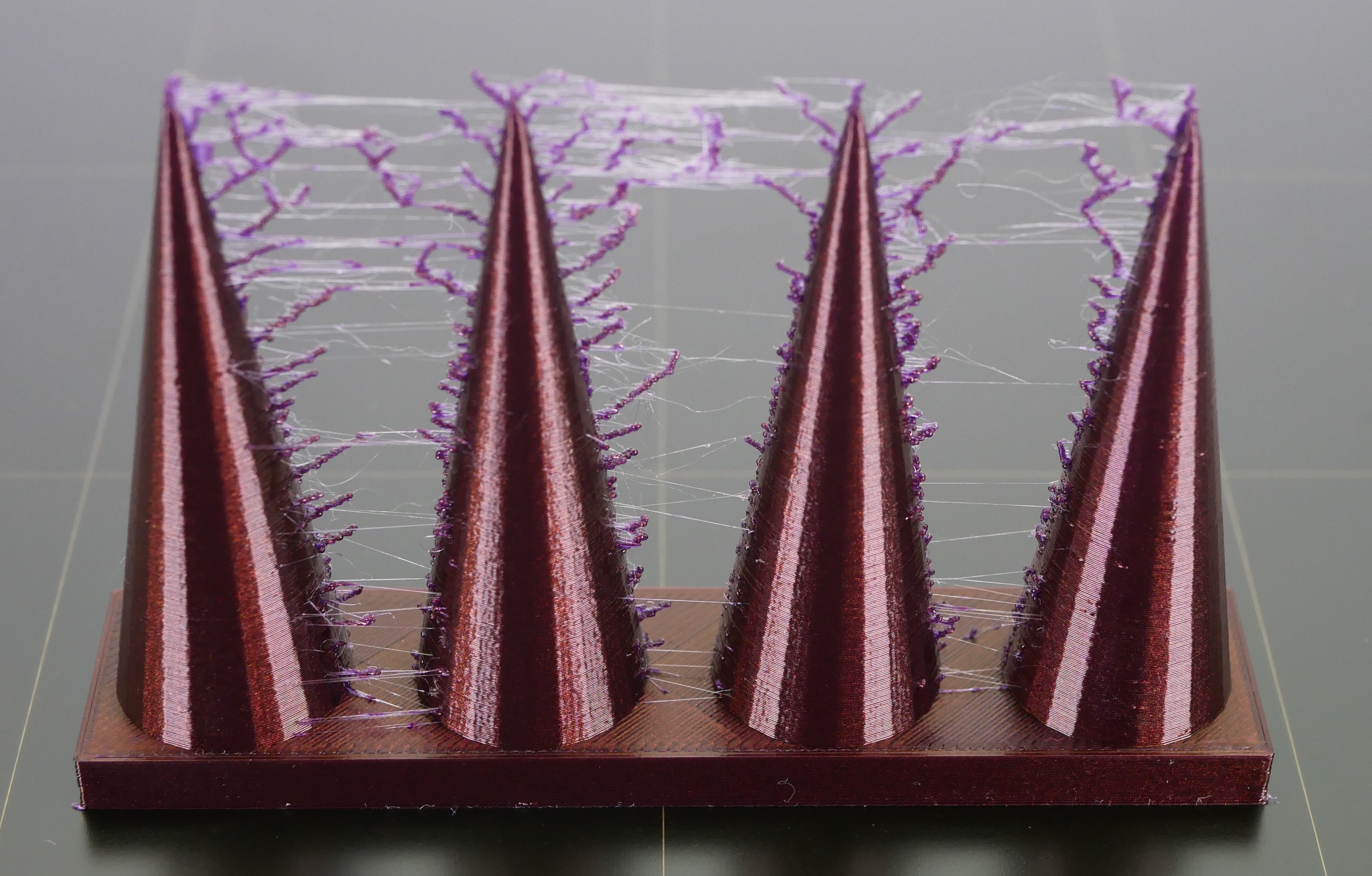
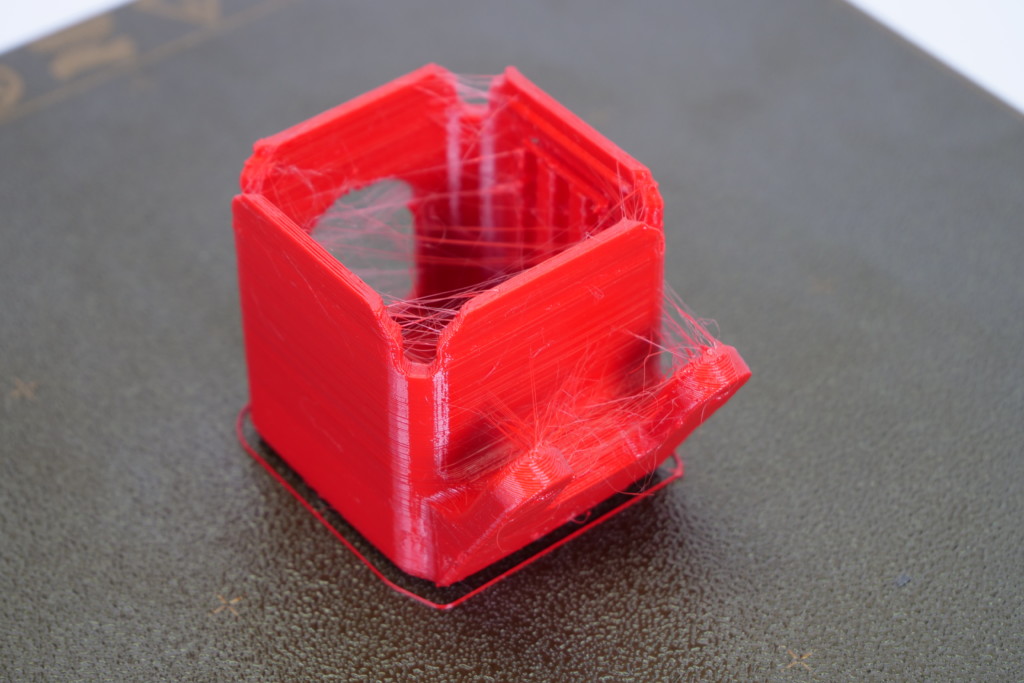
Stringing o oozing, noto anche come "stampe pelose", è il nome che viene dato quando vengono lasciate su un modello stampato delle piccole stringhe di filamento, che appaiono come fili o peli. Questo di solito accade quando il filamento continua a fuoriuscire dall'ugello mentre l'estrusore si sta muovendo verso un altro oggetto. Lo si può vedere come una linea marginale di filamento lasciata tra gli oggetti.
Questo problema è causato da temperature di stampa molto alte e/o dall'utilizzo di impostazioni di retrazione errate. Pertanto, può essere risolto cambiando un paio di impostazioni in PrusaSlicer e controllando il tuo hardware.
 |  |
Stringing dovuto al materiale rimasto sull'ugello
Se si stampa a lungo con un solo tipo di filamento, come il PET-G, il filamento può creare un sottile strato sull' ugello. Questo può causare increspature perché i fili del filamento si attaccano alla superficie della stampa. Pertanto, pulire accuratamente l'ugello prima della stampa e assicurarsi che qualsiasi sporcizia o residui di filamenti precedenti siano rimossi dall'ugello.
Impostazioni PrusaSlicer
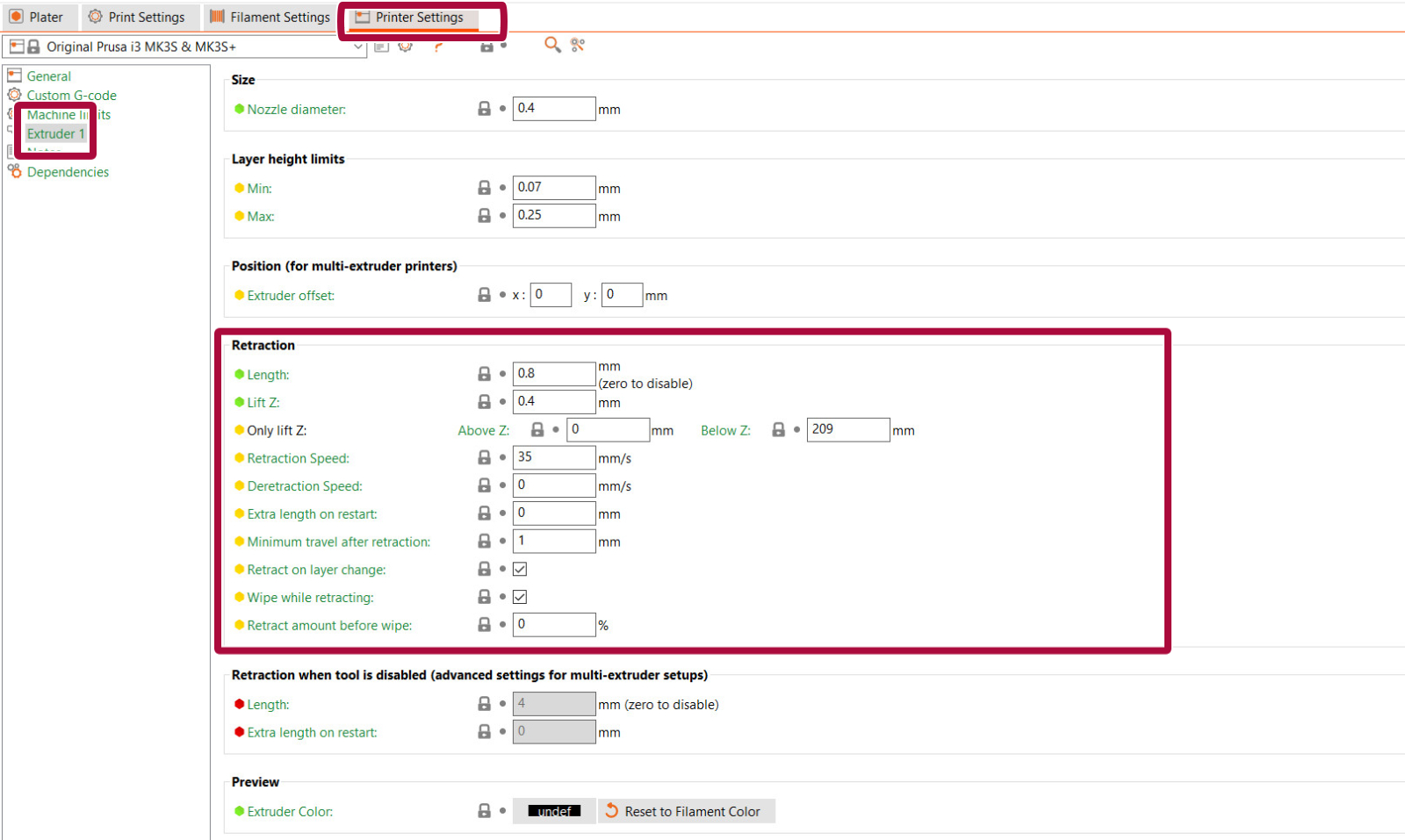
Per prima cosa è necessario controllare un parametro noto come Retrazione. Che cosa fa la retrazione? Quando l'estrusore ha finito di stampare una sezione/oggetto del G-code, il filamento viene tirato indietro nell'ugello. Quando l'estrusore si sposta nella posizione successiva, il processo di stampa continua: il filamento viene spinto nuovamente fuori e ricomincia a estrudere dall'ugello. Le impostazioni di retrazione si trovano in PrusaSlicer in Impostazioni stampante -> Estrusore 1.
I filamenti flessibili di solito hanno bisogno di retrazioni più lunghe, perché il materiale si allunga mentre viene tirato indietro verso l'ugello. I materiali flessibili sono un caso speciale e possono avere bisogno di molte regolazioni e messe a punto.
Le impostazioni di retrazione sono:
- Lunghezza di retrazione: Quantità di filamento che viene tirata indietro quando viene attivata una retrazione. Su MK2.5/S e MK3/S/+, la retrazione massima dovrebbe essere di 2 mm.
- Solleva z: solleva l'estrusore durante il movimento. Un'impostazione più bassa migliorerà la stringatura. Tenere presente che la disattivazione di questa funzione può provocare l'urto dell'ugello contro la parte stampata.
- Velocità di retrazione: Velocità del motore dell'estrusore in fase di retrazione. Un valore un po' più alto migliora la stringatura, ma se è troppo alto può far saltare i passi al motore.
- Spostamento minimo dopo una retrazione: È la quantità di movimento che innesca la retrazione (mm). Il numero preimpostato in PrusaSlicer è 1 mm, quindi un valore basso. Se il numero è più alto, i tempi di stampa saranno minori, ma aumenteranno il gocciolamento e la formazione dei fili.
- Retrai al camio layer: Attiva la retrazione quando si passa da uno strato all'altro. Si consiglia di lasciare questa opzione attiva.
- Pulisci durante la retrazione: Muove l'ugello (lo pulisce) mentre è in corso la retrazione. Si consiglia di lasciare questa opzione attiva.
- Retrai la quantità prima di pulire: Questa opzione esegue una rapida retrazione prima di eseguire il movimento di pulitura. Più adatto su Original Prusa MINI/MINI+.
Altre impostazioni che influiscono sulla retrazione:
- Retrai solo se si attraversa un perimetro: (Impostazioni di stampa -> Riempimento -> Avanzate): Disattiva la retrazione quando il percorso non supera il perimetro dello strato superiore. L'eventuale trasudamento avverrà all'interno delle pareti e dovrebbe essere invisibile.
- Evita incrocio perimetri: (Impostazioni di stampa -> Layers e perimetri -> Qualià): Ottimizza gli spostamenti per ridurre al minimo l'attraversamento dei perimetri. In questo modo si ridurrà la quantità di incordatura, soprattutto nel caso di MINI/MINI+.
- Stampa sequenziale: (Impostazioni di stampa -> Opzioni Output -> Stampa Sequenziale): Stampando ogni oggetto singolarmente si ha una minore possibilità di causare la formazione di fili tra le singole parti. Quando si utilizza questa funzione, PrusaSlicer avvisa di eventuali possibilità di collisione dell'estrusore con una parte già stampata, ma si consiglia di monitorare attentamente la stampa.
- Temperatura Ugello: (Impostazioni filamento -> Filamento -> Ugello): L'abbassamento della temperatura riduce la formazione di fili. Prova a diminuire la temperatura dell'ugello di 5-10°C e verifica se la formazione di fili si riduce.
Filamento
Prova a utilizzare una bobina diversa da quella che genera i problemi di filatura. Il filamento potrebbe aver accumulato umidità, causando una forte formazione di fili.
Hotend
Lo stringing nell'ugello potrebbe essere causato da un problema di dissipazione del calore nell'ugello. Prova a ri-applicare la pasta termica sulla filettatura tra heatbreak e dissipatore.
Se di recente è stato cambiato un componente dell' hotend, è anche possibile che alcune singole parti non siano posizionate correttamente. Esaminare l'assemblaggio dell'hotend e verificare che non vi siano parti diverse da quelle indicate nelle istruzioni.
Basta impostazioni, passami la pistola termica!
Se non si ha voglia di modificare le impostazioni, c'è un'alternativa. È possibile eliminare le corde con una pistola termica (o spesso con un accendino, ma facendo molta attenzione). Impostare la pistola termica a circa 200 °C e puntare contro i fili per uno o due secondi. In questo modo le stringhe si scioglieranno e l'oggetto stampato dovrebbe rimanere intatto. Non lasciare la fonte di calore sul modello stampato per più di uno o due secondi, perché potrebbe deformare il pezzo.