La 3DBenchy è un modello 3D progettato da CreativeTools specificamente per il test e il benchmarking delle stampanti 3D. E tutti vogliono sapere come stampare una Benchy perfetta. Fin dalla sua uscita, sembra che un problema specifico sia presente, con diversi gradi di intensità, in tutte le sue stampe: la famigerata linea sullo scafo della Benchy.

È visibile sulle stampe di tutte le stampanti FFF presenti sul mercato, economiche o costose. È visibile indipendentemente dal software di slicing. È visibile quando si stampa con qualsiasi materiale. È visibile anche nel video di rilascio della Benchy del 2015. Anche in questo caso, la gravità varia: con alcune combinazioni di stampante, slicer e materiale, può essere quasi invisibile. Altre volte è chiaramente definita, lasciando l'utente deluso e confuso. Ma una volta notato, sarà possibile individuarlo essenzialmente su tutte le stampe.
La buona notizia è che siamo riusciti a eliminare quasi del tutto la linea sullo scafo della Benchy nei nostri G-code di prova (ma non nel 100% dei casi, come vedremo più avanti). Potete scaricare il G-code qui.
La cattiva notizia è che la soluzione non è universale e non siamo nemmeno sicuri che tale soluzione universale possa esistere fisicamente..

Nuovo G-code di prova di Benchy stampato su MK3S
Un problema hardware?
Quando si cerca il problema online, spesso viene suggerito (in modo errato) che potrebbe trattarsi di un problema hardware. Per darvi un esempio, ecco alcuni dei suggerimenti che abbiamo trovato online:
- cinghie allentate
- barre dell'asse Z piegate
- irregolarità delle barre filettate dell'asse Z a quell'altezza
La causa
Riteniamo che il principale responsabile sia l'improvvisa transizione da un riempimento rado verso strati superiori pieni intorno agli 8 mm di altezza (può variare un po' a seconda dell'altezza dello strato e del numero di strati superiori).
A questo punto si nota una brusca differenza nel tempo di stampa di uno strato.
E qualche strato dopo, avviene un altro cambiamento improvviso. Quando il ponte è finito, non è più uno strato quasi solido, ma solo qualche perimetro.
Ecco i fattori che influenzano la gravità della linea sullo scafo della Benchy
- Coefficiente di espansione termica del materiale del filamento
- Raffreddamento della stampa
- Ambiente di stampa
- Altre proprietà del filamento - essiccazione, composizione
Un problema apparentemente simile, ma in parte diverso, si presenta quando si stampano le scatole. Anche queste tendono a presentare una linea all'altezza del punto in cui gli strati solidi inferiori si trasformano in pareti. Questo problema ha a che fare con le pareti sottili, con la larghezza dell'estrusione e con il fatto che il materiale non può andare da nessuna parte, se non all'esterno. Il nostro team di slicer è a conoscenza di questo problema e probabilmente lo migliorerà in futuro.
Perché lo slicer non è in grado di rilevarlo e correggerlo automaticamente?
Si tratta di fisica. La plastica, se estrusa prima da pellet in un filamento e poi da filamento in un'estrusione rettangolare molto sottile, non si comporta né come un liquido né come un solido. L'allungamento della plastica allineerà le lunghe catene molecolari del polimero, introducendo tensioni interne all'estrusione. Se non viene raffreddata abbastanza rapidamente, questa sollecitazione interna farà collassare l'estrusione. Ad esempio, su MK2 la 3D Benchy presenta una linea più pronunciata sul lato lontano dalla ventola di raffreddamento.
Dipende anche dall'ambiente. Infatti, come molti di voi hanno scoperto, in un seminterrato fresco gli effetti sono più pronunciati. Lo stesso G-code stampato sulla stessa stampante con lo stesso filamento può presentare una linea sullo scafo della Benchy in una stanza e non nell'altra. È molto difficile compensare automaticamente questo fenomeno.
E per compensare le sollecitazioni interne e gli effetti di raffreddamento del filamento. Una delle ragioni è il comportamento viscoelastico delle plastiche fuse e la dipendenza del comportamento plastico dalla composizione, dalla temperatura e dall'idrolisi delle catene molecolari del polimero. Se il filamento non è essiccato al 100% (i poliesteri - PLA e PET - sono sensibili all'idrolisi; il filamento idrolizzato contiene catene polimeriche più corte, quindi è meno viscoso), l'efficacia del raffreddamento, i riflessi dell'aria di raffreddamento dagli oggetti già stampati, ecc.
Come abbiamo modificato il G-Code per eliminarlo?
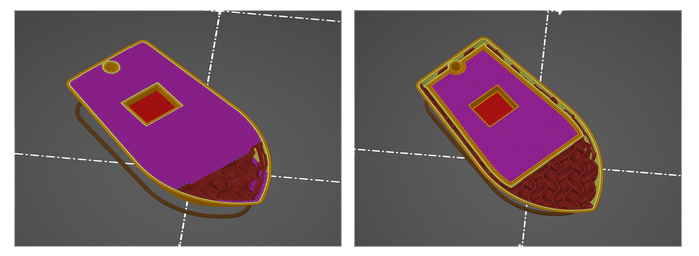
Una cosa che può essere utile è creare una mesh di modifica nella forma del ponte. Una volta allineata al punto problematico, può essere usata per dividere lo scafo e il ponte. Le due parti vengono stampate separatamente e il riempimento non riempie l'intera area fino ai perimetri dello scafo.
Poi c'è l'ordine degli elementi all'interno di un layer. Per qualche motivo, abbiamo ottenuto risultati migliori stampando sempre prima i perimetri del ponte, poi il riempimento del ponte e infine il resto dello strato. Abbiamo modificato manualmente questo ordine utilizzando un editor di testo.
Non siamo sicuri che sia servito a qualcosa, ma abbiamo anche modificato manualmente il G-code per abbassare leggermente il flusso del riempimento solido, tranne che per lo strato superiore (del ponte).
Un'altra cosa è stampare i perimetri nel modo più continuo possibile. Piuttosto che stampare i perimetri, poi il riempimento e quindi passare allo strato successivo, è meglio stampare due (o più) strati di perimetri uno dopo l'altro. La stampante può poi tornare indietro e stampare il riempimento, sempre due strati alla volta.
È probabile che non abbiamo scoperto tutti i fattori e quali siano i rapporti precisi che influenzano la gravità della linea di carena di Benchy. Tuttavia, abbiamo voluto condividere le nostre scoperte. Se fate le vostre ricerche e i vostri test, fateci sapere i vostri risultati.