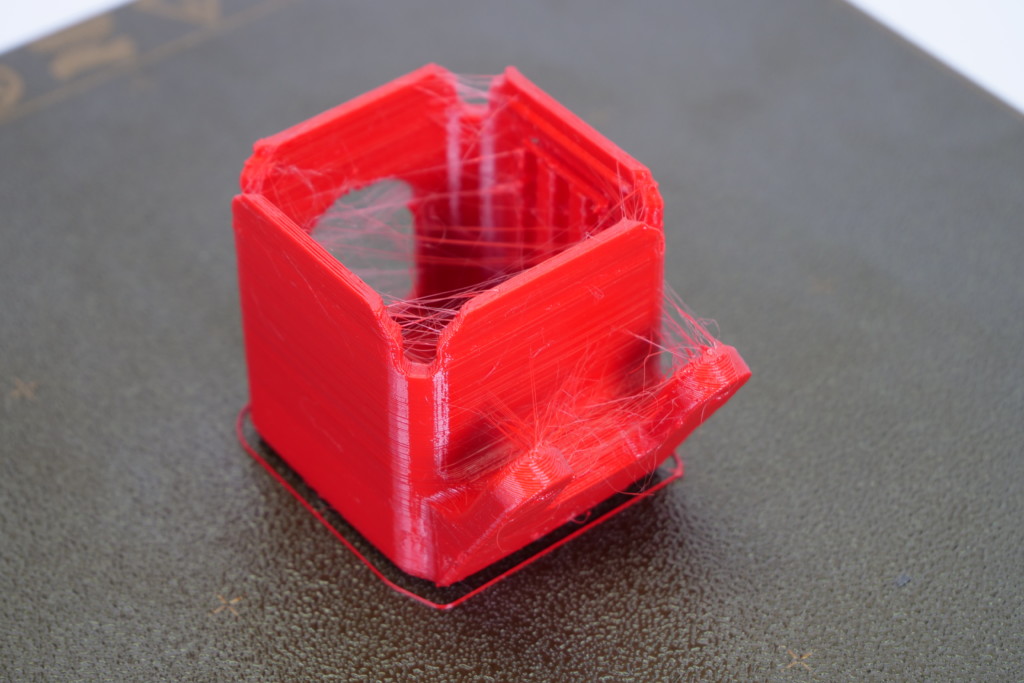
Los hiloso el goteo, también conocidas como "impresiones peludas", es el nombre para cuando puede ocurrir que haya pequeños hilos de filamento en un modelo impreso. Esto suele ocurrir cuando el filamento sigue fluyendo desde la boquilla mientras el extrusor se mueve hacia otro objeto. Puedes ver esto como una línea marginal de filamento que queda entre los objetos.
Este problema se debe a temperaturas de impresión muy altas o al uso de una configuración de retracción incorrecta. Sin embargo, esto se puede resolver cambiando un par de configuraciones en PrusaSlicer y verificando tu hardware.
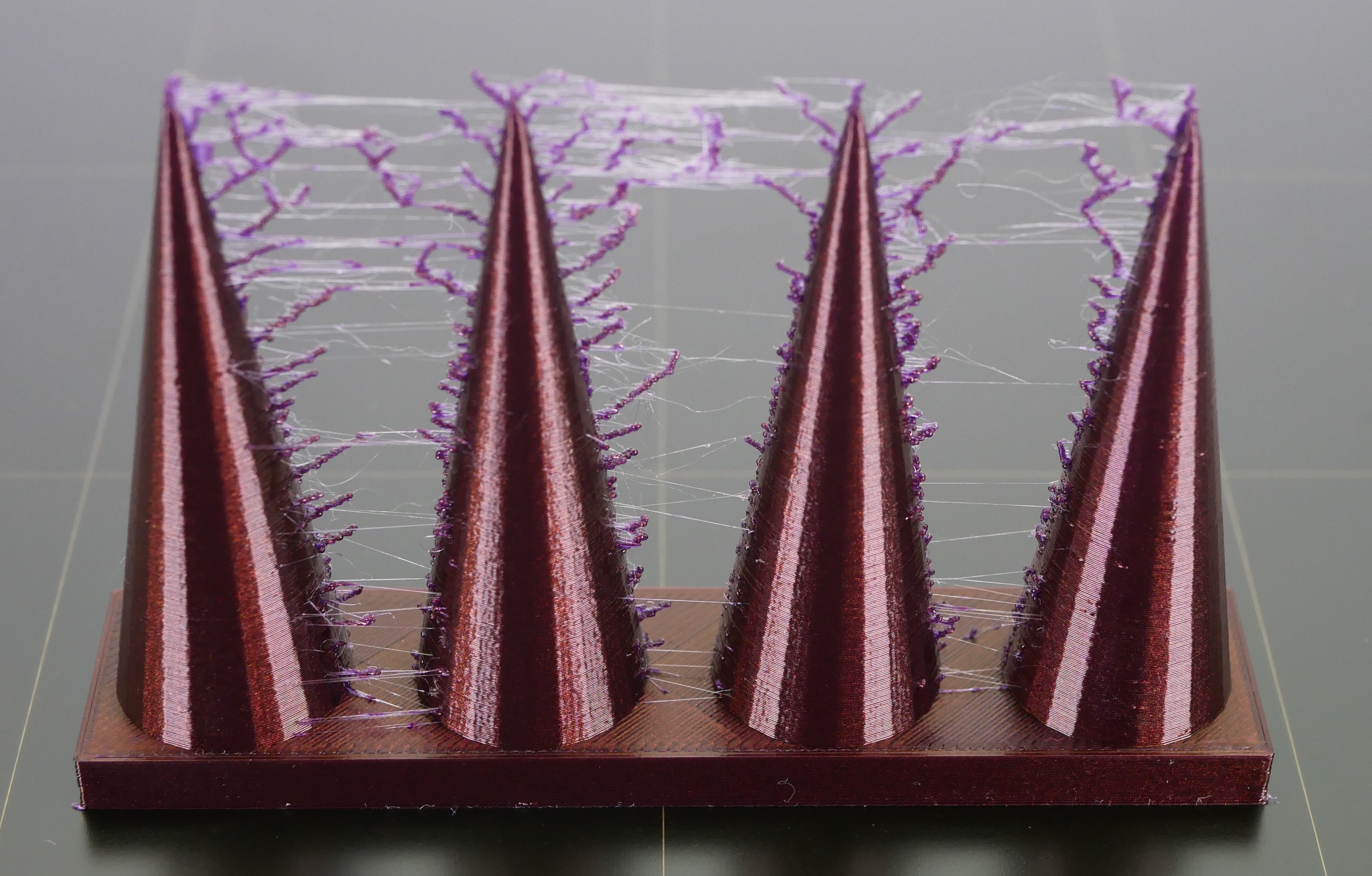 |  |
Hilos del material que queda en la boquilla
Si imprimes durante mucho tiempo con un solo tipo de filamento, como PET-G, el filamento puede crear una capa delgada en la boquilla. Esto puede provocar hilos, ya que los hilos del filamento se adhieren a la superficie de la impresión. Por lo tanto, limpia a fondo la boquilla antes de imprimir y asegurate de que la suciedad o los restos de filamentos anteriores se eliminen de la boquilla.
Ajustes de PrusaSlicer
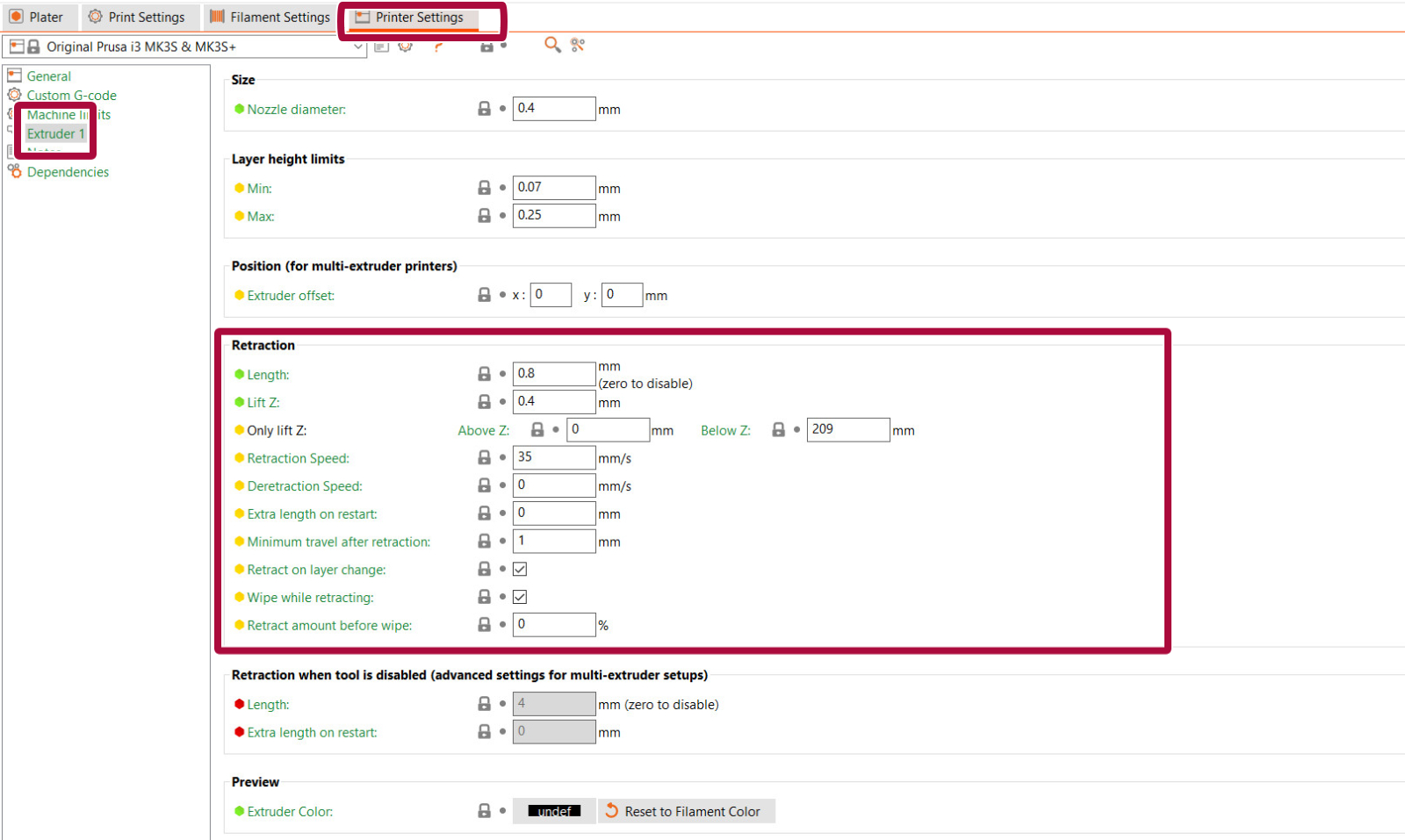
Debería empezar por comprobar un parámetro conocido como Retracción. ¿Qué hace la retracción? Cuando el extrusor ha terminado de imprimir una sección/objeto de tu código G, el filamento se retrae hacia la boquilla. Una vez que el extrusor se mueve a la siguiente ubicación el proceso de impresión continúa – el filamento es empujado de nuevo hacia fuera y comienza a extruir desde la boquilla de nuevo. Los ajustes de retracción se pueden encontrar en PrusaSlicer en Configuración de la Impresora -> Extrusor 1.
Los filamentos flexibles generalmente necesitan retracciones más largas, porque el material se estira mientras lo jalas hacia la boquilla. Los materiales flexibles son un caso especial y pueden necesitar mucha más afinación y ajustes.
Los ajustes de retracción son:
- Longitud de retracción: Cantidad que el filamento retrocede cuando se activa una retracción. En la MK2.5/S y MK3/S/+, la longitud de retracción debe ser de un máximo de 2 mm.
- Levantar z: Levanta el extrusor durante el movimiento. Tener este ajuste más bajo mejorará el hilado. Ten en cuenta que desactivar esta función puede hacer que la boquilla golpee la pieza impresa.
- Velocidad de retracción: Velocidad del motor del extrusor en la retracción. Un valor más alto mejora el hilado, pero si es demasiado alto puede saltar pasos en el motor.
- Distancia mínima tras la retracción: Cantidad de movimiento que desencadenará una retracción (mm). El número preestablecido en PrusaSlicer es 1 mm, que es una cantidad baja. Si este número es más alto, los tiempos de impresión serán más bajos, pero aumentará el goteo y el hilado.
- Retraer en el cambio de capa: Activa la retracción cuando la capa cambia a la siguiente. Se recomienda dejar esta opción activada.
- Limpie mientras se retrae: Mueve la boquilla (limpia) mientras se produce la retracción. Se recomienda dejar esta opción activada.
- Retracta cantidad antes de limpiar: Esta opción realiza una retracción rápida antes de realizar el movimiento de limpieza. Más adecuado para la Original Prusa MINI/MINI+.
Otros ajustes que afectan a la retracción:
- Sólo retraer al cruzar los perímetros: (Configuración de Impresión -> Relleno -> Advanzado): Desactiva la retracción cuando el recorrido no supera el perímetro de la capa superior. Cualquier rezago que se produzca estará dentro de las paredes y debería ser invisible.
- Evitar cruzar los perímetros: (Configuración de Impresión -> Capas y perímetros -> Calidad): Optimiza los movimientos de desplazamiento para minimizar el cruce de perímetros. Esto reducirá la cantidad de hilos, especialmente en la MINI/MINI+.
- Impresión secuencial: (Configuración de Impresión -> Opciones de salida -> Impresión secuencial): La impresión de cada objeto individualmente tiene una menor posibilidad de causar hilos entre las piezas. Al utilizar esta función, PrusaSlicer te advertirá de que hay una posibilidad de que el extrusor colisione con una pieza ya impresa, pero tendrás que seguir la impresión de cerca.
- Temperatura de la boquilla: (Configuración de filamento -> Filamento -> Boquilla): Bajar la temperatura disminuye la aparición de hilos. Prueba a disminuir la temperatura de la boquilla 5 – 10°C y comprueba si hay menos hilos.
Filamento
Intenta utilizar una bobina diferente a la que está causando el hilado. Es posible que el filamento haya acumulado humedad, lo que provocará muchos hilos.
Fusor
La formación de hilos en la boquilla podría ser causada por un problema de disipación de calor en la boquilla. Pruebe con reaplicar la pasta térmica en los hilos entre el disipador de calor y el disipador.
Si ha cambiado recientemente algún componente del hotend, también es posible que algunas piezas individuales no estén en su sitio. Repase el montaje del hotend y comprueba si hay alguna pieza que pueda ser diferente de las instrucciones.
¡Basta de ajustes, pásame mi pistola de calor!
Si no tienes ganas de modificar ninguna de las configuraciones, bueno, entonces hay una alternativa. Puedes deshacerte de los hilos con una pistola de calor (o, a menudo, con un encendedor, pero tenga mucho cuidado). Ajusta tu pistola de calor a unos 200 °C y apunta a las hilos durante uno o dos segundos. Esto derretirá los hilos y el objeto impreso no sufrirá daños.