Se podría suponer que una impresión procedente de plástico fundido es impermeable, pero no siempre es así. Cómo hacer que un objeto se vea bien y qué lo hace hermético no siempre se superpone. Dicho esto, los consejos que se presentan aquí pueden ayudarte a hacer que sus piezas impresas sean más robustas, incluso si no deberían ser un contenedor de líquido.
Geometría
La forma del modelo, obviamente, importa. Las paredes gruesas que requieren relleno suelen ser un desperdicio en este caso. Puede causar irregularidades y filtrarse al vacío entre la pared interior y exterior, creando un lugar donde pueden crecer todo tipo de cosas desagradables.
Una pared debe ser plana. Los artefactos como protuberancias para mostrar el nivel del agua, etc. pueden causar problemas. En la imagen de abajo hay una impresión PLA donde todo es hermético, excepto por un pequeño nudo para este propósito.

Perímetros
¡Más de ellos! Deseas ir con al menos 3-4 perímetros para una sola pared. Dependiendo de la geometría, también puedes aumentar esto a 5-6, pero rara vez es necesario.
Temperatura
¡Más de si! Para asegurar una unión adecuada entre las capas, recomendamos aumentar la temperatura de la boquilla en 5-10C por encima de los valores predeterminados disponibles o usar la temperatura más alta recomendada en la caja del filamento (también puede ir sobre 5c por encima de esto). Se necesita algo de experimentación.
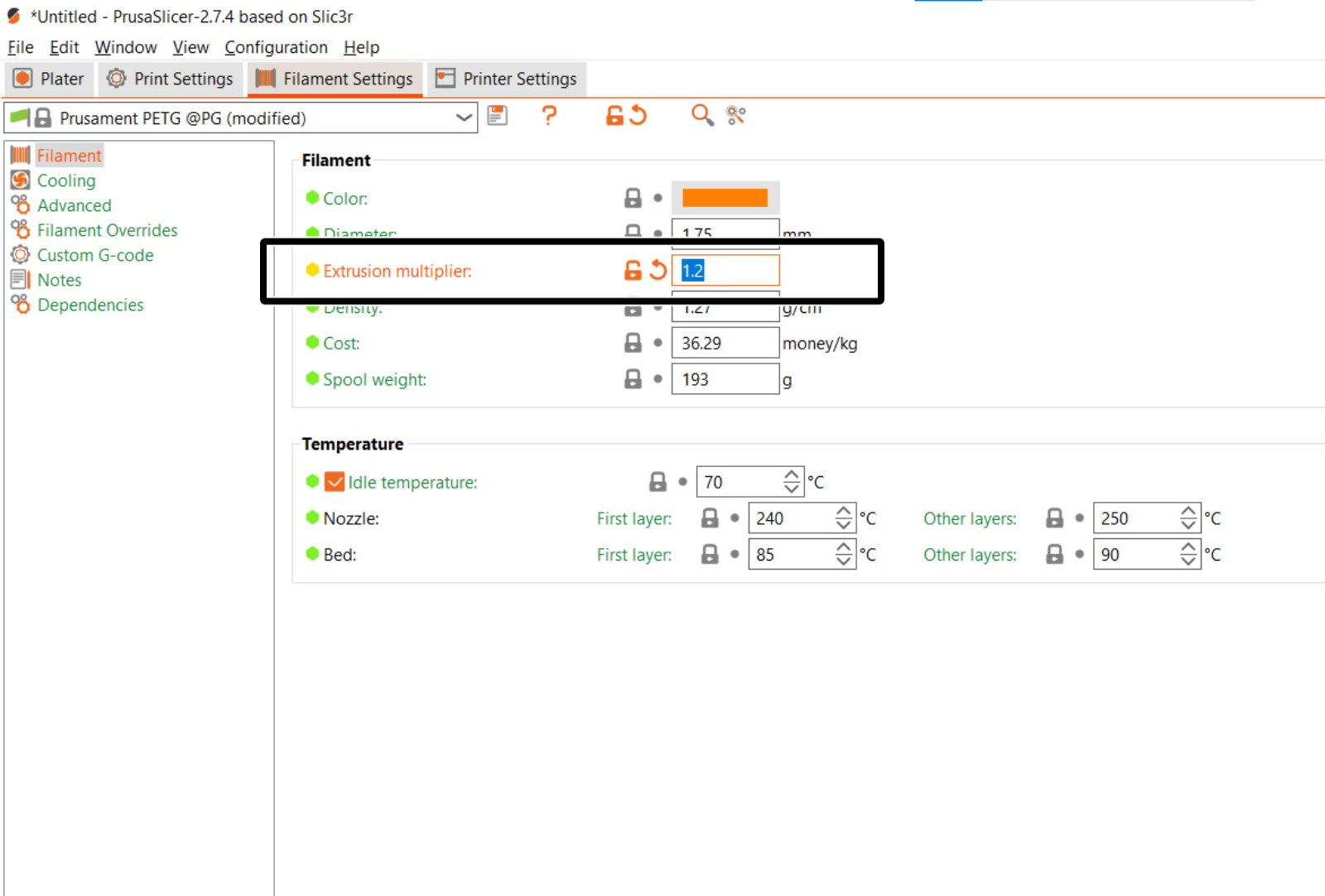
Multiplicador de extrusión
Esto se refiere a la tasa de flujo del filamento y se establece en PrusaSlicer en Configuración de filamento. Aumenta esto en un 5-10 por ciento del valor predeterminado. Otra forma de manipular esto es establecer el ancho de línea un 5-10% más ancho (es decir, de 0,4 mm a 0,44 mm), pero esto puede afectar otros aspectos de su impresión. En caso de duda, experimenta o utiliza la opción simple.
Altura de capa
Las alturas de capa muy altas no son suficientes, pero tener capas muy ajustadas también aumentará la cantidad de lugares donde algo puede salir mal. CNC-kitchen descubrió que las impresiones más duraderas tenían 0.15 mm de altura, pero 0.2 funcionarán bien. Si deseas imprimir rápido y tener capas muy altas (como 0.4 mm+), obtén una boquilla más grande. Generalmente, para obtener los mejores resultados, no debes usar una altura superior al 60-65% del ancho de tu boquilla.
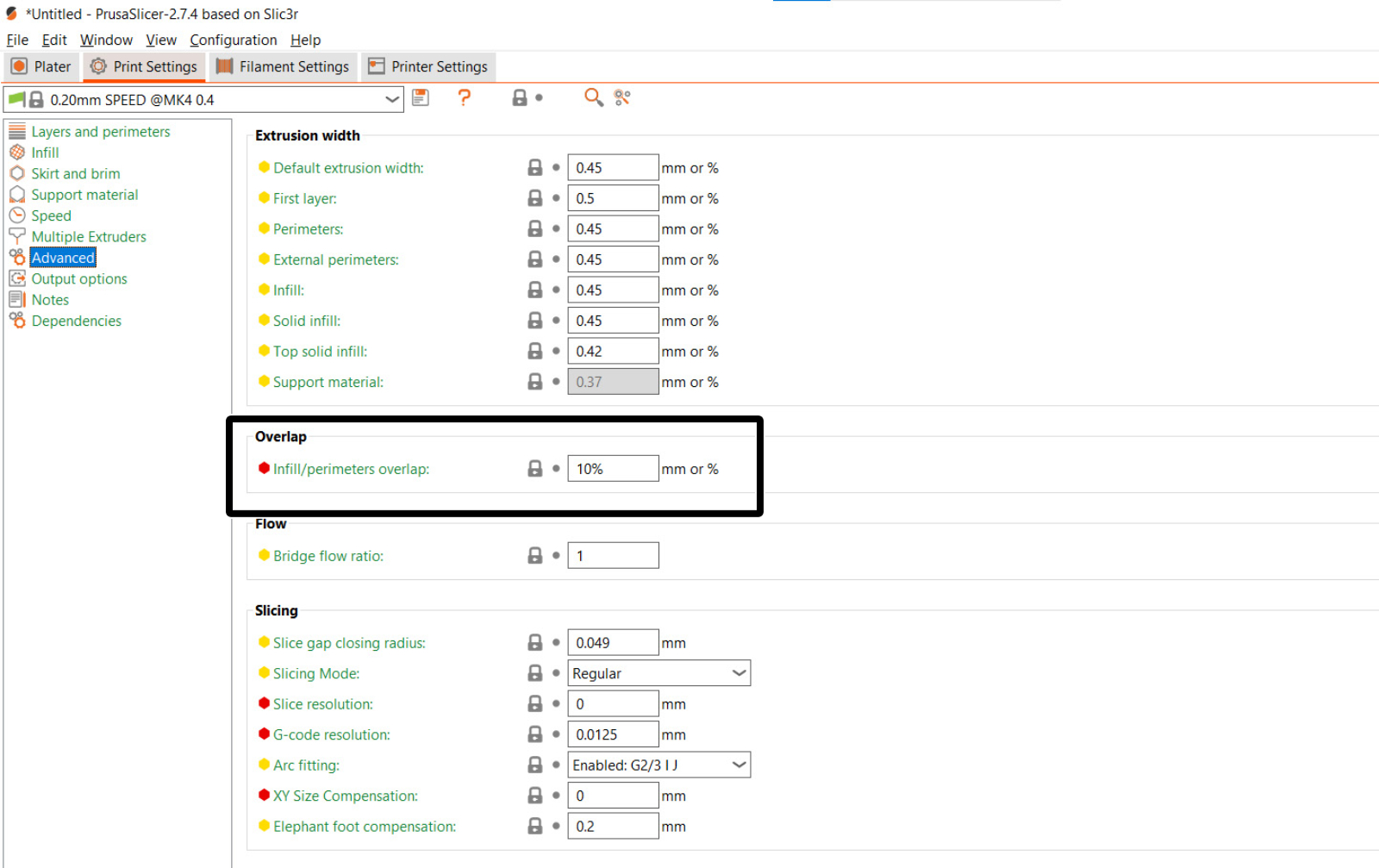
XY-Overlap y otras configuraciones
Esto se aplica más si tu impresión tiene una fuga desde la parte inferior y ha probado con las sugerencias anteriores. XY-Overlap es una variable en PrusaSlicer que dice cuánto una línea de relleno sólido cruza el perímetro. Esto se establece de forma predeterminada en el 10% (del diámetro de la boquilla, es decir, 0.04 mm). A su vez, aumentar la temperatura y el multiplicador de extrusión afectará esto, pero si aún observas fugas, puedes intentar aumentarlo al 25-35%.
Materiales
Estos trucos deberían funcionar con la mayoría de los materiales. Estos trucos pueden no ser necesarios en materiales como ASA o ABS si los alisas con acetona.