Este es, por mucho, el problema de impresión 3D más común y probablemente el primero que puedas encontrar. La primera capa es la esencial porque es la base del objeto impreso. Por lo tanto, si no es perfecta, aumenta la posibilidad de que falle la impresión. Muchos problemas comunes de la impresión 3D se deben a una primera capa deficiente. Hay un par de cosas que pueden salir mal al imprimir tu primera capa, así que echemos un vistazo a lo que puedes hacer para evitar estos problemas.
La superficie de impresión debe mantenerse con regularidad para lograr una calidad de impresión óptima y minimizar la posibilidad de impresiones fallidas.
Es un procedimiento sencillo, así que echa un vistazo a nuestros consejos y recomendaciones.
Cómo preparar tu superficie de impresión
Si no tocas la superficie de impresión con las manos o con herramientas sucias, no es necesario que la limpies antes de cada impresión. Limpia tus herramientas de la misma manera como lo harías con la base y podrás comenzar tu próxima impresión de inmediato.
Alcohol isopropílico (IPA) - láminas lisas, satinadas, texturizadas
Para lograr la mejor adhesión de la superficie de impresión, es vital mantenerla limpia. La mejor opción al imprimir con ABS, PLA y muchos otros materiales es el alcohol isopropílico al 90%, que normalmente se pueden encontrar en tiendas de herramientas o droguerías. El alcohol desnaturalizado también es una opción. Recomendamos usar siempre IPA al 90%. Soluciones de menor porcentaje pueden contener productos químicos y aceites inadecuados.
Los filamentos PETG, ABS, ASA, XT y CPH son una excepción : la adhesión puede ser demasiado fuerte y puede dañar tu lámina lisa de PEI. Recomendamos utilizar un agente separador (por ejemplo, una barra de pegamento). Para obtener más información sobre cómo imprimir con estos materiales, consulta nuestra Guía de materiales
Agua y jabón para platos
Si la adherencia parece disminuir con el tiempo incluso utilizando el IPA, puedes limpiar la lámina de acero con unas gotas de jabón de cocina y agua tibia (¡no muy caliente!). Esto no debe hacerse a menudo, y no sumerjas la lámina completamente en agua caliente, pero disolverá algunos aceites y azúcares que se acumulan con el tiempo y que el IPA no elimina. Asegúrate de utilizar sólo jabón para platos y de secar bien la plancha antes de utilizarla.
Acetona
El PEI puede perder su poder adhesivo después de un par de cientos de horas. Cuando veas que los modelos se sueltan con regularidad, limpia bien la superficie con acetona para restaurar la adherencia. Esto solo debe usarse en la hoja lisa de PEI y solo una vez al mes. No uses acetona en exceso. El uso prolongado hace que la superficie de PEI sea frágil. Además, no utilices acetona antes de imprimir con PETG.
Pegamento
El pegamento es una herramienta excelente y fácil de usar para aumentar la adherencia. También crea una capa protectora de separación. No se necesita pegamento especialmente elaborado para impresión 3D. Puedes utilizar una barra de pegamento básica (a base de PVA). Según nuestra experiencia, no es necesario para imprimir PLA, pero se recomienda para imprimir:
- Poliamida (Nylon)
- PETG
- Policarbonato (PC)
- Materiales a base de PET
- ABS
- ASA
- Otros materiales más exóticos
- Materiales flexibles
Restaurar la superficie
Puede suceder que dejes algunas pequeñas marcas en la superficie de impresión con tu boquilla o herramientas. Por lo general, serán más brillantes que el resto de la almohadilla. No afecta la funcionalidad ni la adherencia. Sin embargo, si deseas tener el mismo aspecto de superficie en toda la cama de impresión, puedes volver a restaurarla.
La forma más fácil es tomar el lado duro de una esponja de cocina seca y limpiar suavemente el área afectada con un movimiento circular varias veces. Otra opción es usar papel de lija de grano fino (400-600) y frotar ligeramente la lámina. Limpia con IPA después de hacerlo.
| Lámina lisa de PEI |
| Utiliza la barra de pegamento cuando imprima FLEX, PETG y otros materiales basados en PET, así como ABS y ASA. El IPA + PETG hará que la impresión se adhiera muy fuertemente a la hoja. Retirarla podría ser extremadamente difícil. |
| Lámina texturizada sheet |
| ¡Nunca uses acetona! |
| Lámina recubierta en polvo satinada |
| ¡Nunca uses acetona! |
Láminas de impresión especiales
Para láminas de impresión que NO son lisas, satinadas o texturizadas, el procedimiento de preparación de la superficie puede variar de una lámina a otra. Siga los procedimientos descritos en los artículos correspondientes.
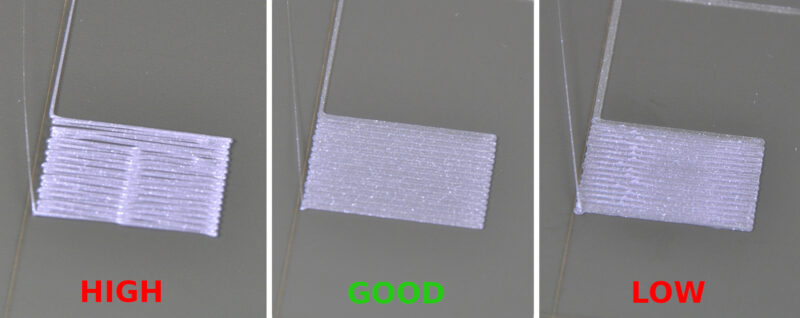
La boquilla está demasiado cerca/lejos de la lámina (MK2/S, MK2.5/S, MK3/S/+, MK3.5/S)
Si la boquilla está demasiado cerca de la cama de impresión, no habrá suficiente espacio para que el plástico salga del extrusor. Al tener la boquilla demasiado cerca de la superficie de impresión, esencialmente bloqueará la abertura, de modo que no se podrá extruir plástico. Puedes reconocer fácilmente este problema cuando la impresora no extruye plástico para la primera capa o las dos. Utiliza las opciones de la función de Ajuste en Vivo Z y la Calibración de la Primera Capa (i3) para ajustar la altura de la boquilla. Realizas la cablibración desde el menú LCD -> Calibración -> Calibración de la primera capa. Para obtener más información sobre este procedimiento, consulta el artículo Calibración de la Primera Capa (i3).
Velocidad y temperatura
Reduciendo la velocidad de impresión
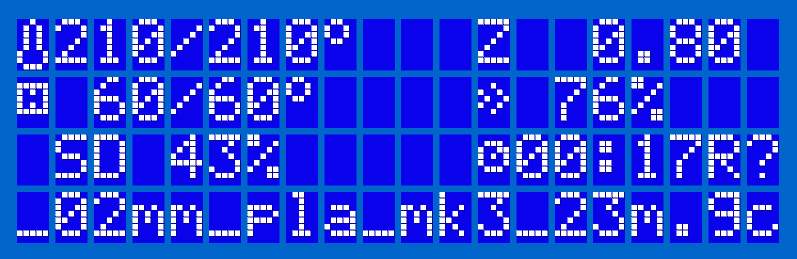
Si los pasos descritos anteriormente no te ayudaron, intenta disminuir la velocidad de impresión. La forma más sencilla de hacerlo es girando el dial durante el proceso de impresión, reduciendo el porcentaje. En sentido antihorario = reducir la velocidad, en sentido horario=aumentar la velocidad. Te sugerimos disminuir la velocidad a aproximadamente un 75% para las primeras tres capas y luego volver a la normalidad.
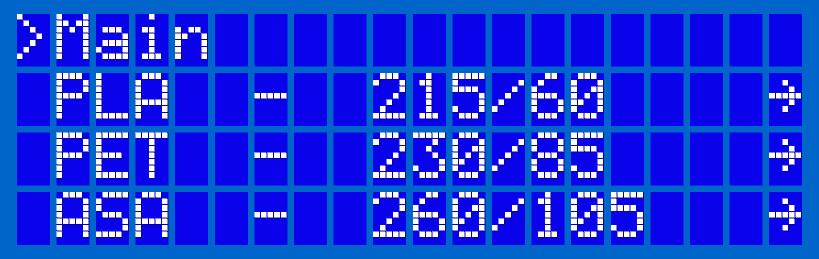
Utiliza las temperaturas de impresión recomendadas
Asegúrate de utilizar las temperaturas recomendadas para la boquilla y la base calefactable: PrusaSlicer las configurará correctamente según el material seleccionado, por lo que no es necesario ajustar las temperaturas manualmente en la propia impresora. Si estas experimentando con nuevos materiales que no se adhieren bien, puedes intentar aumentar la temperatura de la cama de calor entre 5 y 10 °C. De esta forma el plástico se pegará un poco mejor.
Una obstrucción total o parcial
El extrusor podría estar obstruido. Esto puede suceder cuando una cantidad excesiva de residuos se atasca dentro de la boquilla, cuando el plástico caliente se mantiene dentro de la extrusora durante demasiado tiempo o cuando el enfriamiento térmico del extrusor no es suficiente y el filamento comienza a ablandarse fuera de la zona de fusión deseada.
Consulta nuestro artículo Boquilla/Hotend atascado (MK3.5/S, MK3S+, MK2.5S).
Superficie irregular
Si tu superficie de impresión no es plana y la nivelación de la malla no ayuda, para lograr una superficie de impresión plana, puedes intentar una solución temporal, añadir una hoja de papel debajo del área irregular de la lámina de acero. Una solución más permanente sería realizar la Corrección del nivelado de la base del firmware.
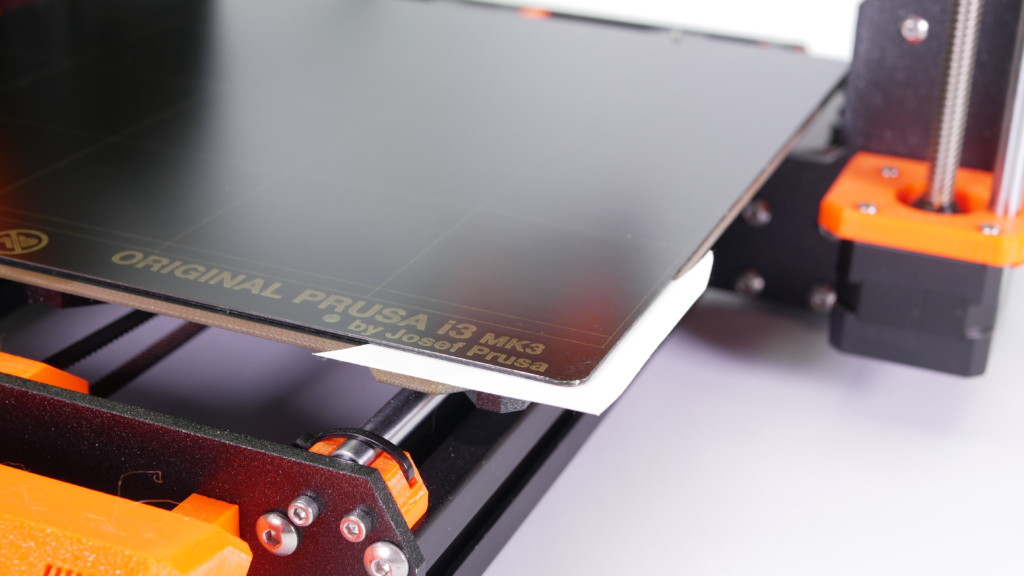
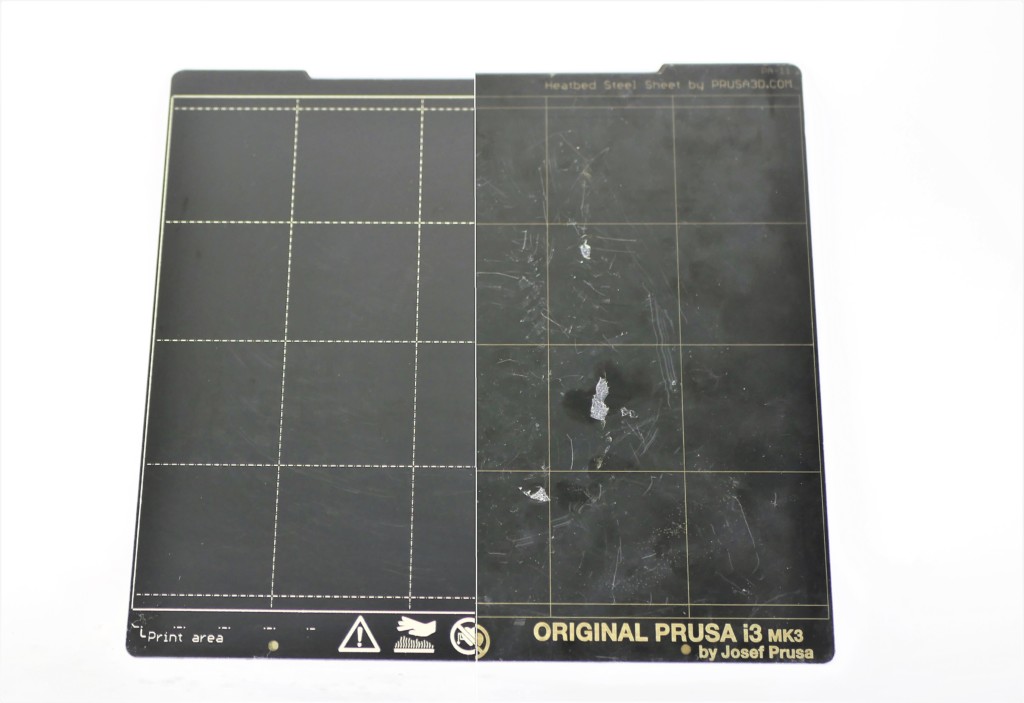
Lámina colocada correctamente
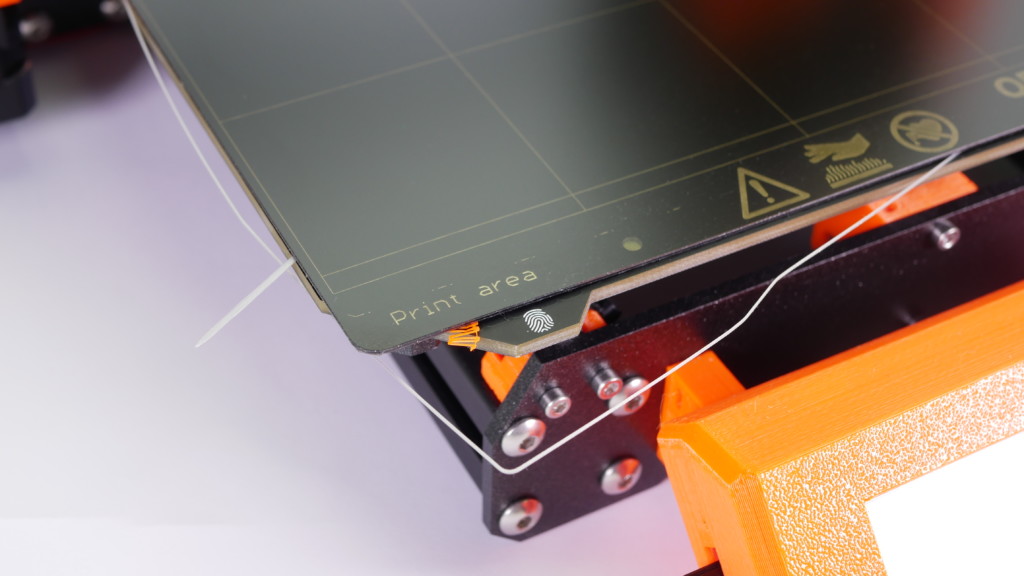
Antes de imprimir, asegúrate de que tiene la lámina de impresión instalada correctamente y de que no quedan restos de la impresión anterior o un trozo de filamento suelto que pueda afectar la posición de la lámina. Además, asegúrate de que la lámina está recta y no está doblada ni dañada.
Balsa
Antes de considerar la aplicación de materiales de adhesión adicionales en la cama, considera usar la opción Balsa en PrusaSlicer, que aumenta el área de superficie de la primera capa. Mira nuestro artículo dedicado Falda y Balsa.
Juntas de expansión (MK4, MK3.9, MK3.5)
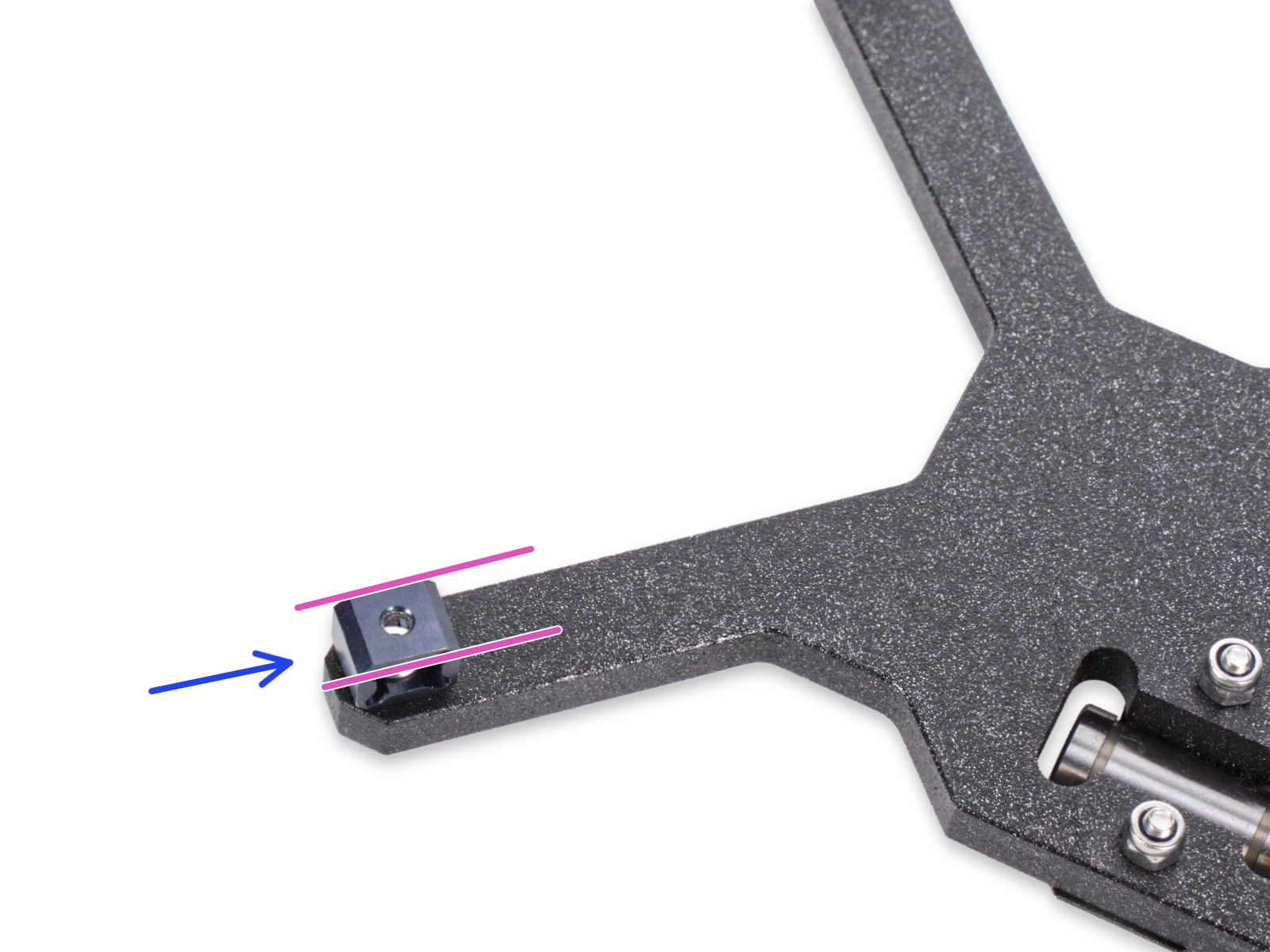
En la Original Prusa MK4, tener Magiboxes en la orientación incorrecta puede provocar una primera capa irregular. Asegúrate de que todas ellas tienen el lado completo orientado hacia el centro del carro.
Condiciones de la boquilla (MK4, MK3.9, XL)
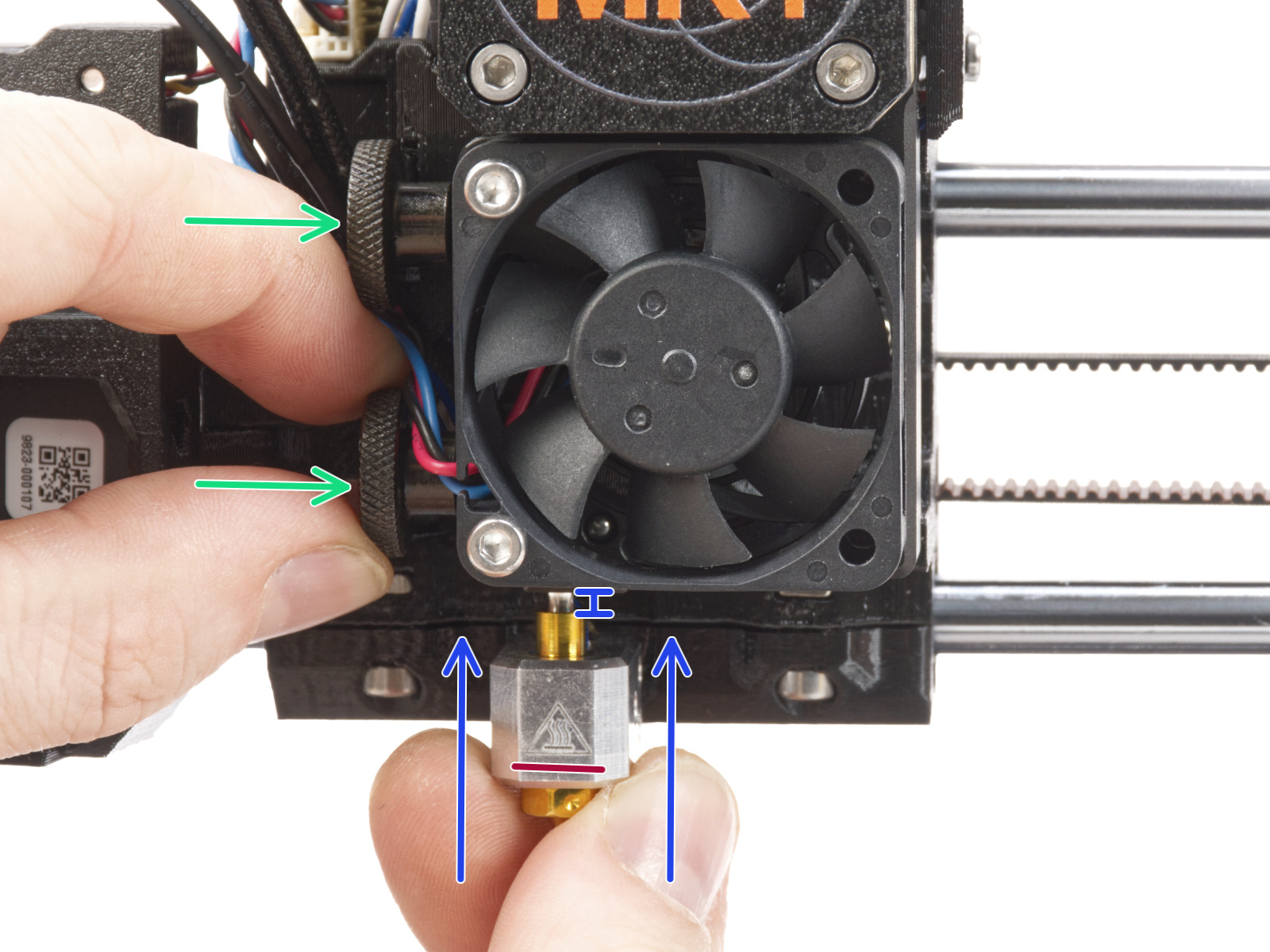
La boquilla del Nextruder tiene que estar a la altura correcta. Si no está seguro de si la altura es correcta, abre los tornillos de mariposa situados en el lateral del heatbreak y empuja la boquilla hacia arriba. Aprieta los tornillos con la mano, no utilices ninguna herramienta.
Si tienes un Adaptador de Boquilla, comprueba de nuevo la instalación para asegurarte de que la boquilla no se ha bajado con la instalación del adaptador.
Comprobación la Célula de Carga (MK4, MK3.9, XL)
Si el filamento se carga mientras la impresora está haciendo la nivelación al inicio de una impresión, comprueba si el extrusor no está tirando del filamento hacia abajo aflojando un poco la bobina de filamento. Si el filamento es alimentado por un tubo de PTFE, asegúrate de que el tubo no está corto.
Después de las comprobaciones anteriores, entra en el menú de la impresora enControl -> Calibraciones y Tests -> 4. Test Célula de Carga, y haz la prueba de la Célula de Carga según las instrucciones de la pantalla.
Comprobaciones mecánicas (XL)
Core XY
Si tu primera capa está mostrando un lado más alto que los demás en la Original Prusa XL, comprueba el montaje del Core para ver si hay tornillos sueltos que sujetan el Core a las cuatro extrusiones. Además, utiliza el indicador de par para asegurarte de que los tornillos están bien apretados.
 |  |
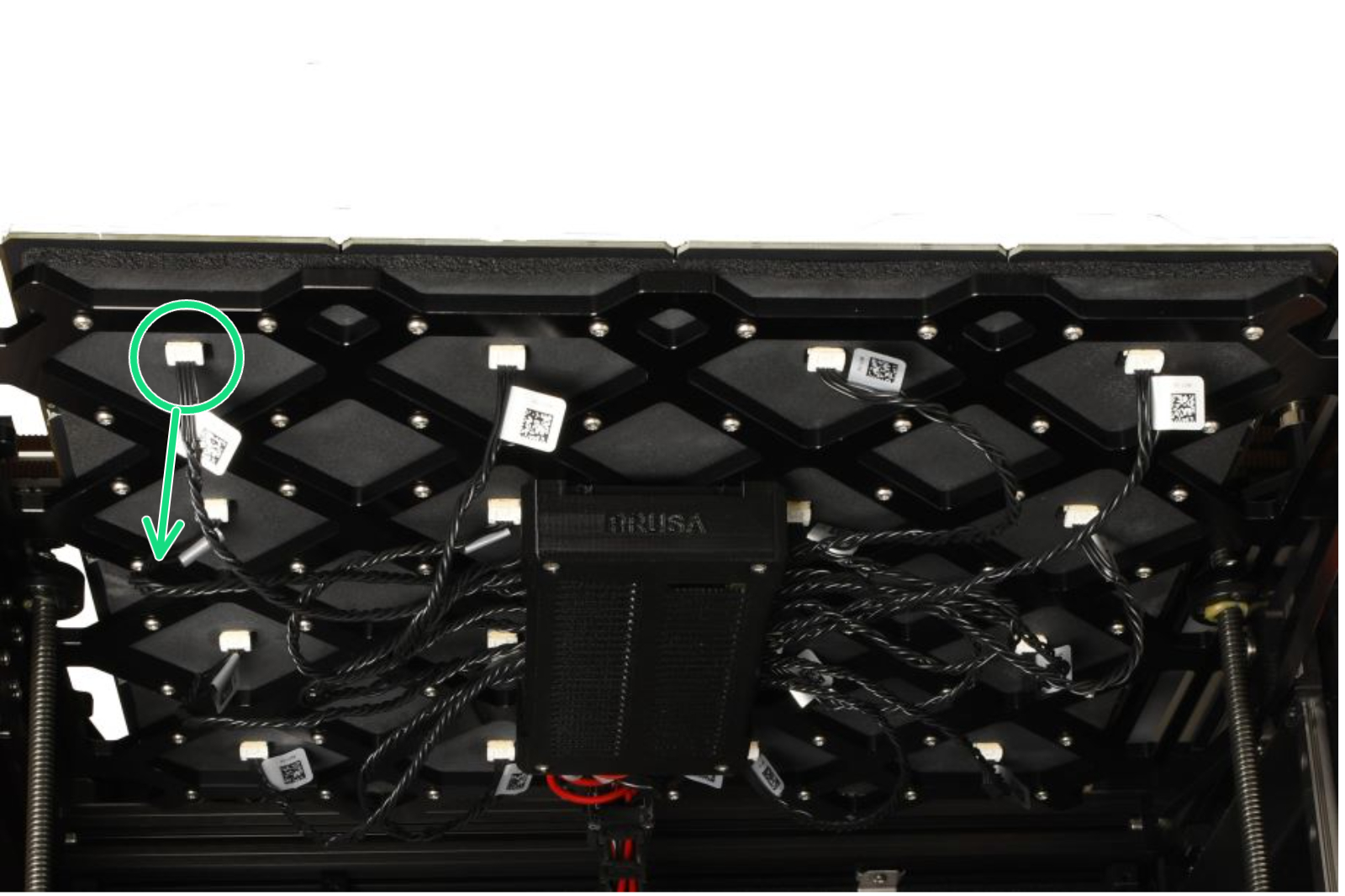
Azulejos de la Base calefactable
Compruebe si alguno de los tornillos situados debajo de cada azulejo de la base calefactable está suelto.
Alojamiento del rodamiento del eje Z
Reimprime los dos Carcasa del rodamiento del eje Z y vuelve a colocarlos en la impresora.
