El mordido del filamento, que se acompaña de un sonido de "clic" o "chirrido" procedente del extrusor, suele ocurrir cuando los engranajes del extrusor no pueden empujar el filamento más hacia la boquilla. Con el tiempo, los engranajes muerden el filamento hasta que ya no pueden empujarlo.
El sonido de clic significa que el motor paso a paso tiene que ejercer repentinamente más fuerza que un umbral preestablecido específico y entonces retrocede uno o más pasos (saltando) para aliviar la presión. Puede ser un problema mecánico, un problema eléctrico, un problema de software, un fusor atascado o una combinación de cualquiera de estos.
Posibles Causas
Laminado
Vuelve a laminar el modelo con la última versión de PrusaSlicer y los ajustes de filamentos. También, comprueba si el modelo 3D está dañado o incompleto.
Intenta aumentar la temperatura del fusor (Configuración del filamento -> Filamento -> Temperatura °C) entre 5 y 15 °C. Es importante asegurarse de que la temperatura está corregida para el filamento que se está imprimiendo. Puede consultar nuestra Tabla de materiales extensos para confirmar tus ajustes.
Calibración de la Primera Capa
Si la calibración de la primera capa está demasiado ajustada, puedes provocar un atasco en el fusor. Asegúrate de tenerlo bien ajustado, como se indica en Calibración de la Primera Capa (i3) y Calibración Primera Capa (MINI/MINI+).
Presión sobre el filamento
Asegúrate de que el rodillo del extrusor está correctamente apretado. Si los tornillos tensores del extrusor están demasiado apretados, los engranajes no empujarán el filamento correctamente. Intenta aflojar (o apretar) los tornillos tensores del extrusor (con el muelle). Su tensión debe ser precisa (ni demasiado apretado ni demasiado flojo). Por favor, consulta Tornillo de ajuste del rodillo de presión para saber cómo debe ser en tu impresora.
Alineación de engranajes impulsores
Vuelve a verificar la alineación de ambos engranajes del extrusor. Ambos deben estar alineados con la abertura de arriba y con el tubo de Teflón de abajo para que puedan alimentar correctamente el filamento en el fusor. Asegúrate de que el engranaje del eje del motor del extrusor está apretado con su tornillo prisionero contra la parte plana del eje del motor.
Por favor, consulta Comprobación/realineación del engranaje Bondtech (MK3.5/S, MK3S/+, MK2.5S) para obtener más información sobre la MK2.5/S y MK3/S/+ o este artículo para la Original Prusa MINI/MINI+.
Engranajes del extrusor sucios
- Asegúrate de que los engranajes del extrusor no tengan restos de plástico. Puedes limpiar el plástico con una esquina afilada de unos alicates o con un alfiler resistente.
- Asegúrate de que los engranajes giran libremente
- Comprueba si el engranaje del motor está alineado y apretado con el tornillo prisionero contra la parte plana del eje del motor.
Por favor, consulta Comprobación/realineación del engranaje Bondtech (MK3.5/S, MK3S/+, MK2.5S) para más información sobre la MK2.5/S y MK3/S/+ o este artículo para la Prusa Original MINI/MINI+.
Tubo de Teflón atascado
Mientras revisas los engranajes del extrusor, observa también el tubo de Teflón y asegúrate de que no haya residuos que impidan que el filamento se cargue correctamente. Para inspeccionar el tubo de Teflón, abre la puerta de la polea tensora del extrusor. Para más información, consulta Retirando el filamento del extrusor manualmente.
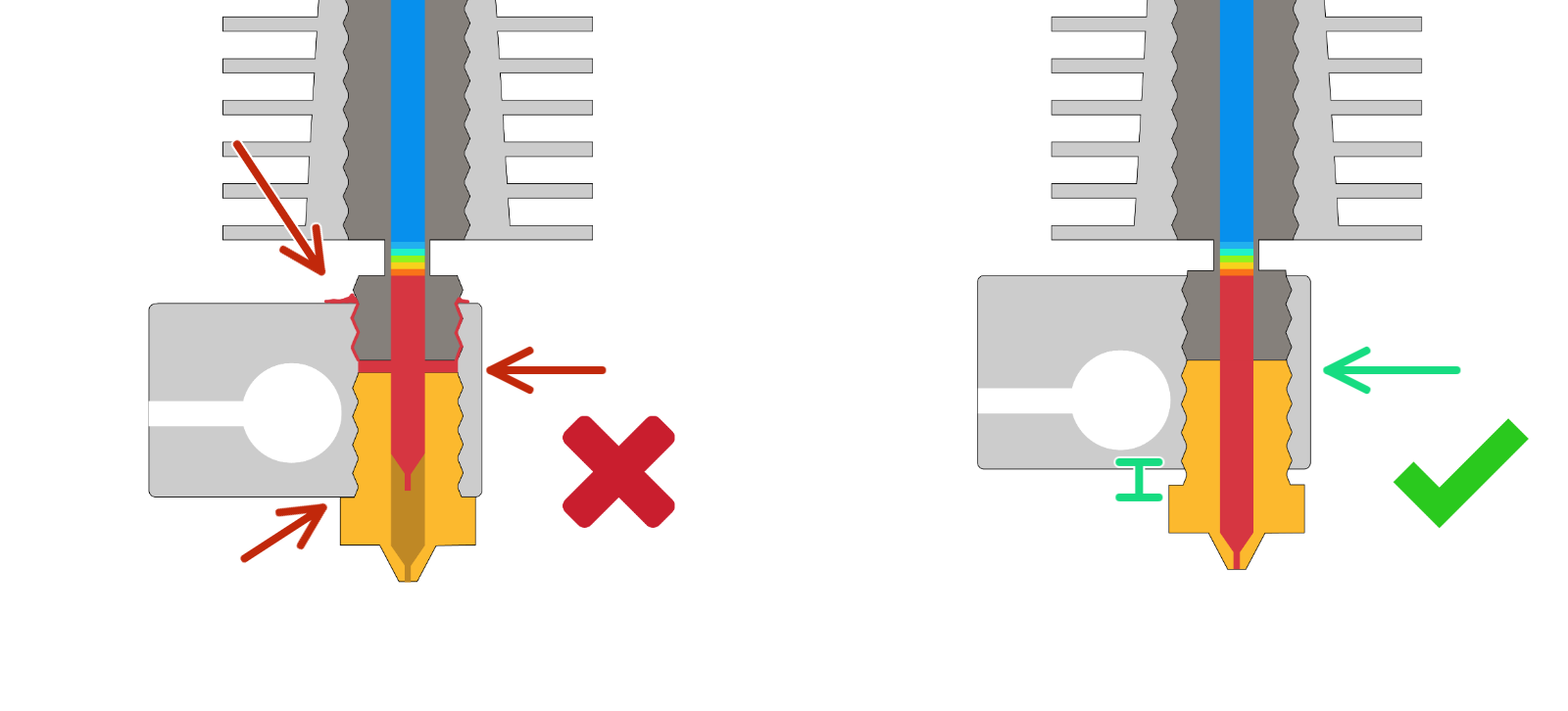
Montaje del fusor
Verifica si la boquilla está correctamente ensamblada en el bloque calefactor:
- Mira si el bloque calefactor y la boquilla están torcidos
- ¿Hay un espacio de 0,5 mm (0,02 pulgadas) entre el cabezal de la boquilla y el bloque calefactor como debería ser?
Fusor obstruido
Sigue este artículo para limpiar el fusor, ya que el fusor podría estar obstruido. Si no logras limpiar la obstrucción, tendrá que sacar el fusor del extrusor, desarmarlo completamente, limpiarlo a fondo y aplicar un poco de pasta térmica adicional en el puente térmico antes de ensamblar el fusor nuevamente.