Stützen können schwer zu entfernen sein und unvollkommene Oberflächen über sich zurücklassen. Je nach Form des Objekts besteht dabei auch die Gefahr, den Druck zu ruinieren. Einige Geometrien lassen sich mit dem FFF-Druck nicht einmal als Einzelstück drucken.
Mit den Original Prusa MMU3, MMU2S und XL Multi-Tool ist es möglich, wasserlösliche Materialien wie PVA+ und BVOH zu verwenden, um die Träger oder nur die "Schnittstelle" zwischen dem Druck und der Trägerstruktur zu drucken. Allerdings können die Druckprobleme anspruchsvoll sein und erfordern einige Überlegungen auf dem Weg dorthin. Es ist ein Verfahren, das eher für fortgeschrittene Benutzer geeignet ist.
Welches Material soll verwendet werden
Die erste Überlegung ist, dass das Hauptmaterial und das lösliche Trägermaterial ähnliche Schmelz-/Drucktemperaturen haben müssen. PVA+ und BVOH sind in vielerlei Hinsicht ähnlich, aber BVOH ist absolut die bessere (aber teurere) Option. Es ist steifer und verhält sich beim Druck wesentlich besser als PVA+. Aus diesem Grund lässt es sich besser mit PETG drucken.
Für PETG können Sie praktisch nur BVOH verwenden. PLA kann sowohl mit PVA+ als auch mit BVOH gedruckt werden.
Slicer-Konfiguration
Es gibt eine spezifische Konfiguration für die löslichen Trägermaterialien im PrusaSlicer. Sobald Sie das Original Prusa MMU3, MMU2S, oder XL Multi-Tool Druckerprofil ausgewählt haben, finden Sie einige neue Optionen im Dropdown-Menü 'Druckeinstellungen'. Für 0,15 mm und 0,2 mm Schichthöhe haben Sie jetzt die zusätzlichen Optionen SOLUBLE FULL und SOLUBLE INTERFACE.
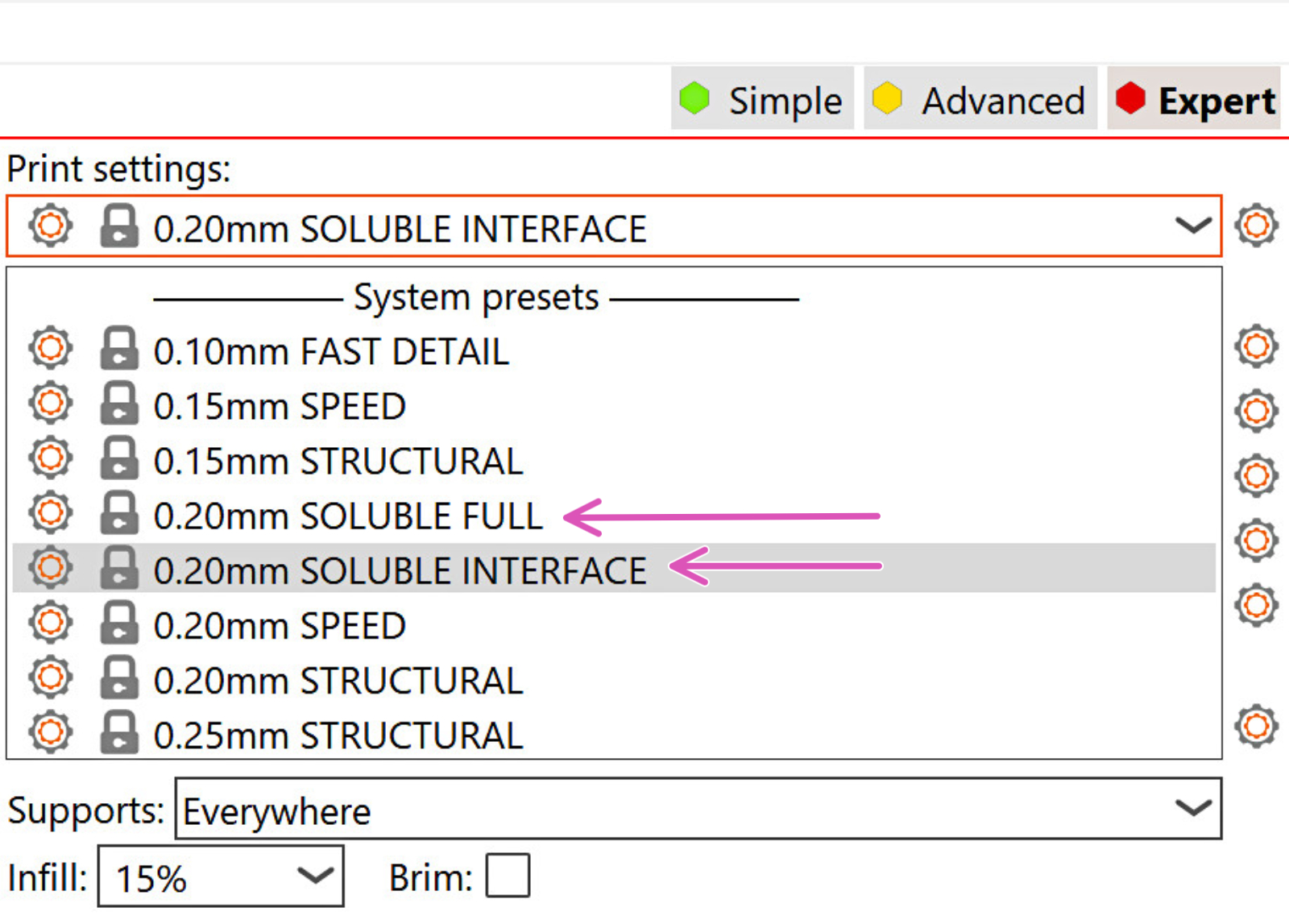
SOLUBLE FULL
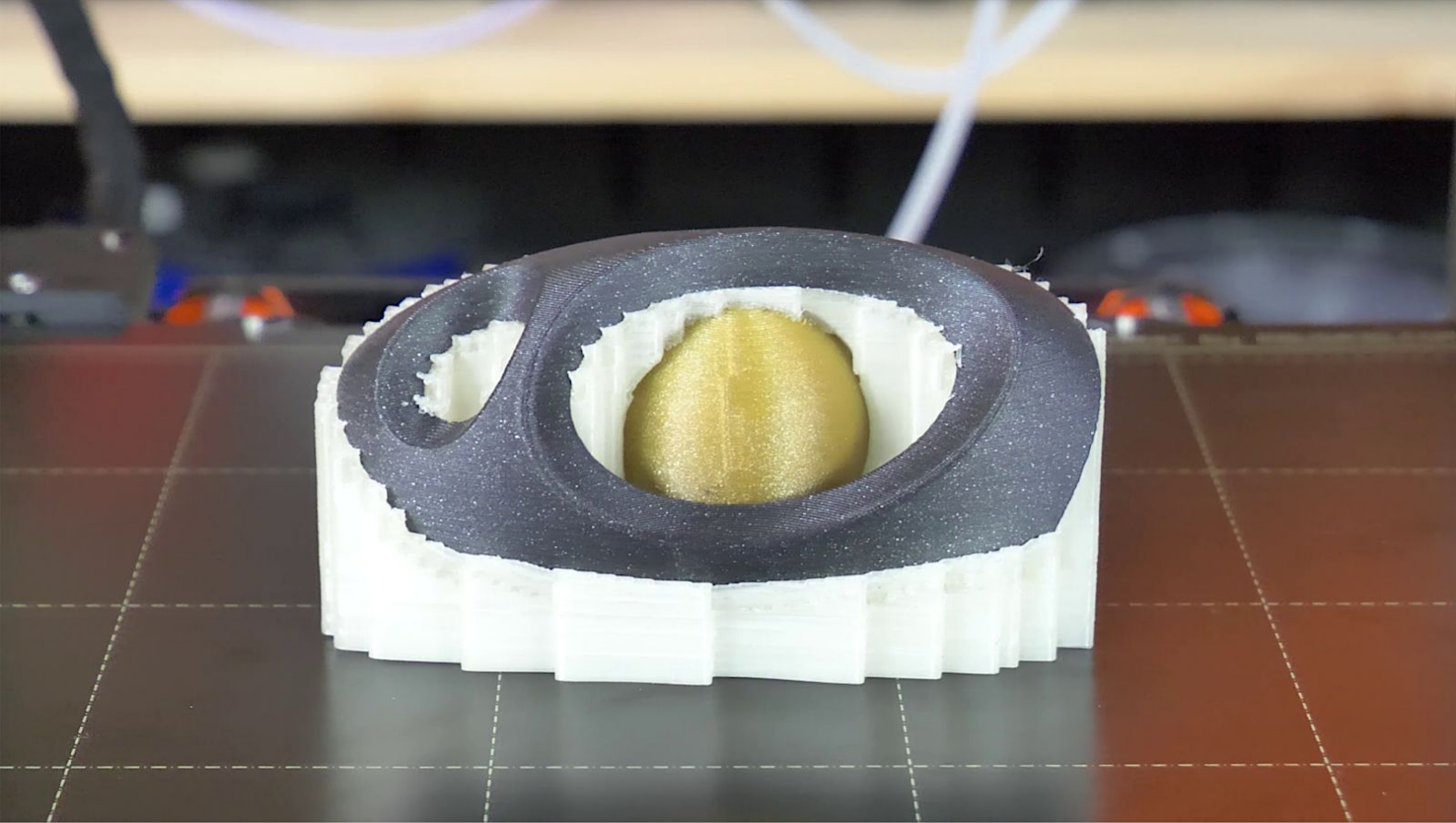
Bei dieser Option wird das lösliche Material für die gesamte Tragstruktur verwendet (linkes Bild). Diese Option wird empfohlen, wenn Sie eine komplexe Geometrie haben, die nur viele interne Träger erfordert. PVA+ und BVOH haften schlecht auf dem glatten PEI oder dem strukturierten Stahlblech, haften aber gut, wenn sie direkt auf PLA und PETG gedruckt werden. Wenn Sie etwas mit Stützen auf die Bauplatte drucken, empfehlen wir die Voreinstellung SOLUBLE INTERFACE.
SOLUBLE INTERFACE
Diese Voreinstellung bringt das lösliche Material nur in den dichter gedruckten Schichten zwischen der eigentlichen Trägerstruktur und dem Modell auf (rechtes Bild). Dies ermöglicht es Ihnen, die Trägerstruktur mit jeder beliebigen geladenen Farbe zu drucken und das lösliche Material nur dort zu verwenden, wo es benötigt wird. Dadurch wird lösliches Material eingespart, das teurer als PLA und PETG ist. Wenn Sie einen Druck haben, der viel Unterstützung direkt auf dem Stahlblech erfordert, ist diese Option für Sie voreingestellt.
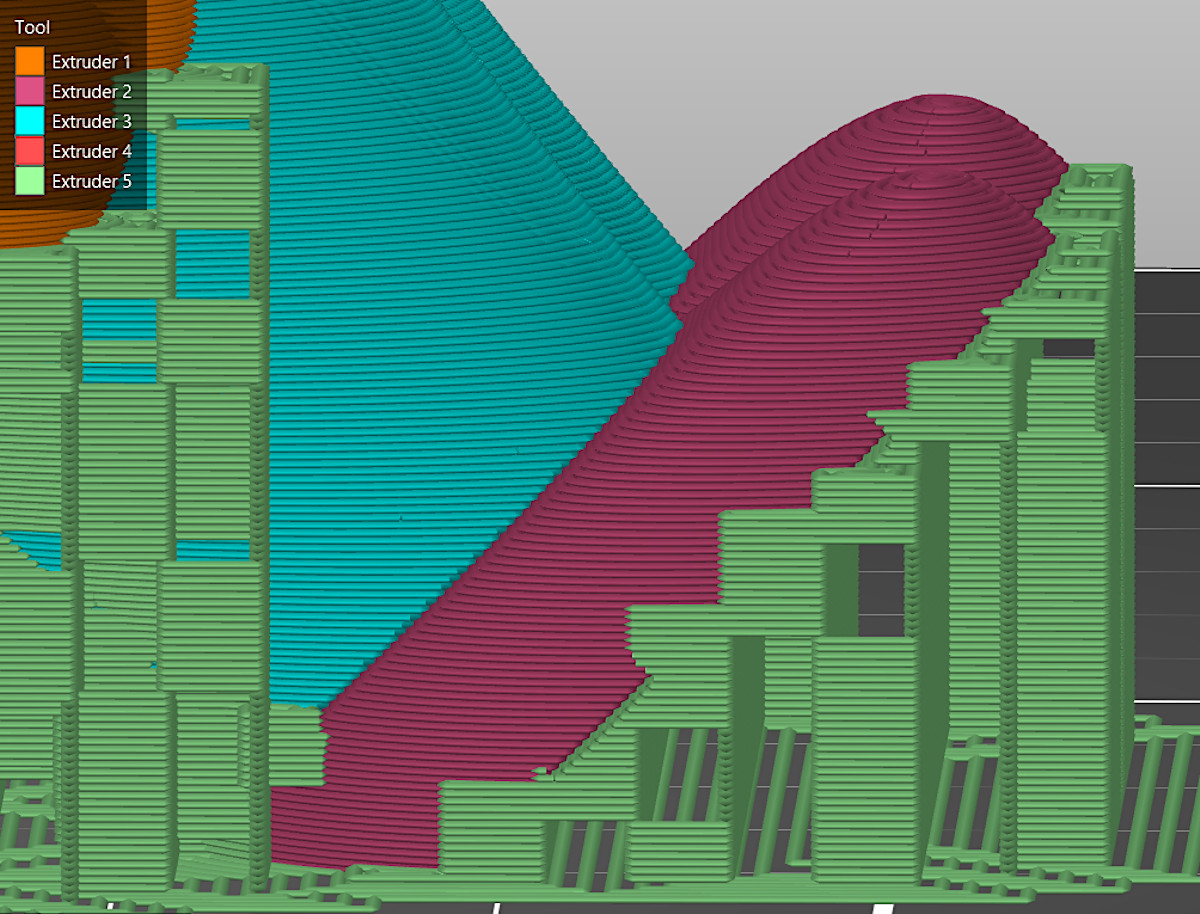 | 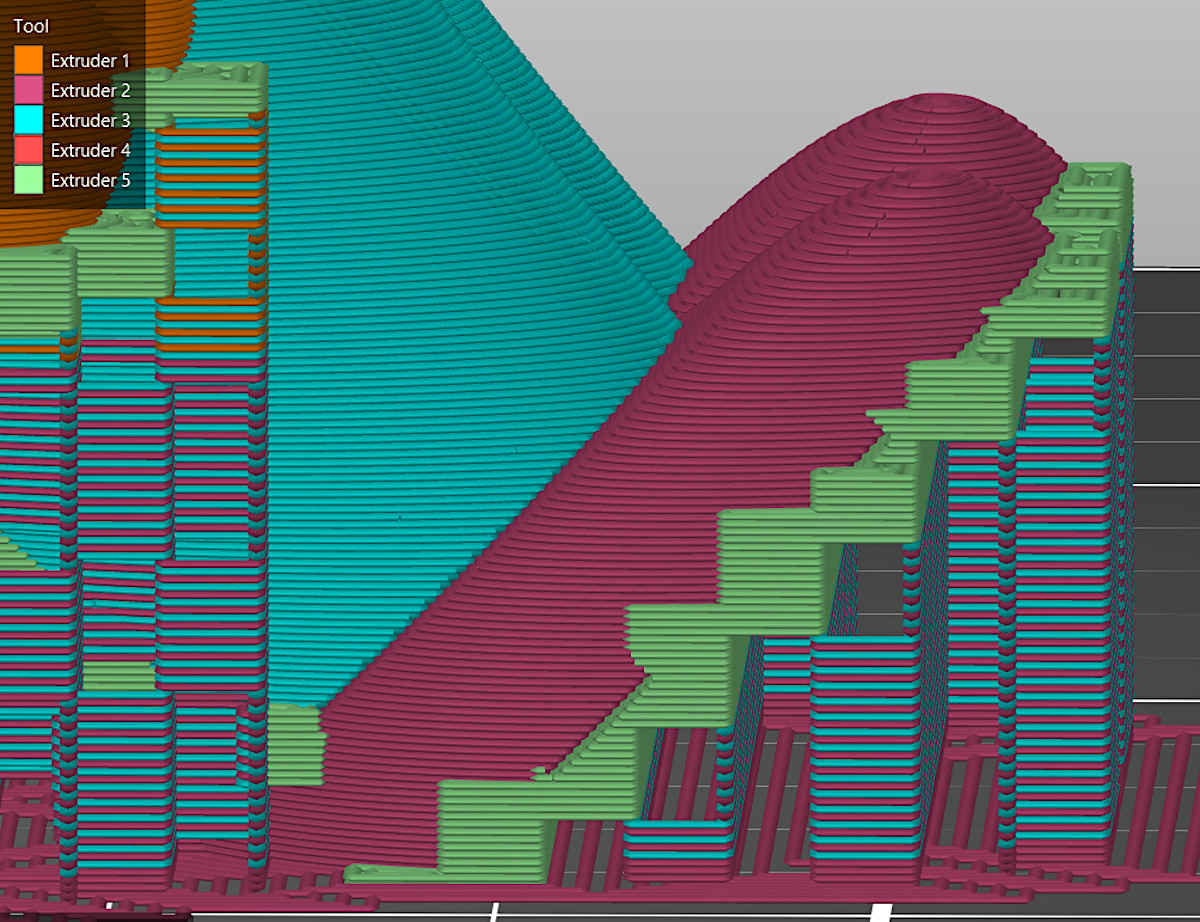 |
| SOLUBLE FULL - Grünes Filament ist BVOH | SOLUBLE INTERFACE - Grünes Filament ist is BVOH |
Standardwerkzeug
PrusaSlicer oder der Drucker erkennt nicht , wo Sie das lösliche Filament geladen haben.
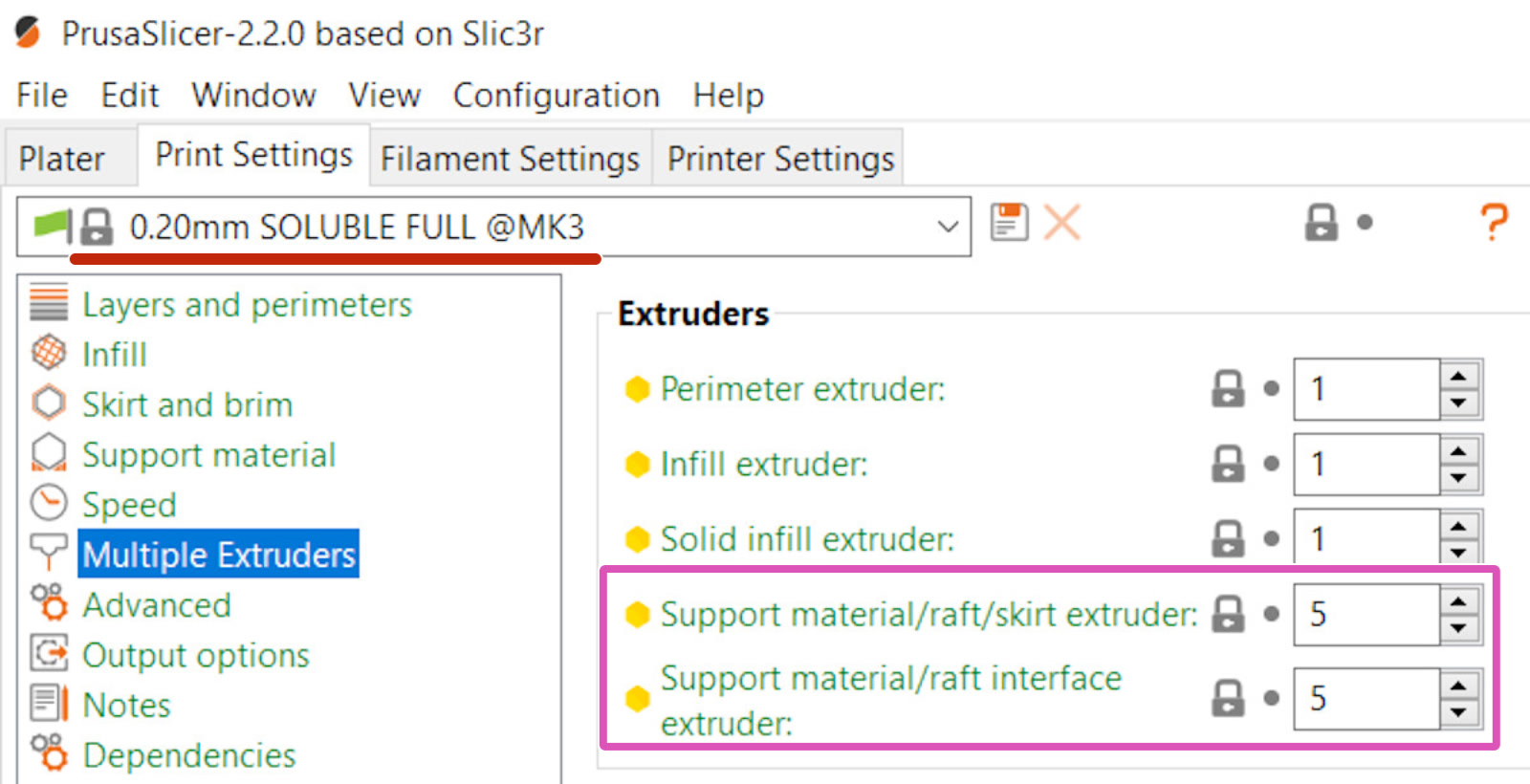
Bei MMU2S/MMU3 weist PrusaSlicer das Stütz- oder Schnittstellenmaterial standardmäßig dem Filament Nummer 5 zu. Bei XL weist PrusaSlicer das Stütz- oder Oberflächenmaterial standardmäßig dem Tool 2 zu. Sie können dies auf jedes andere Filament/Werkzeug ändern, indem Sie einen anderen Wert zwischen 1-5 eingeben, der dem zu verwendenden Filament/Werkzeug entspricht.
Wenn Sie den Wert auf 0 setzen, wird das verfügbare Werkzeug verwendet, das zuletzt in dieser Schicht verwendet wurde.
 | 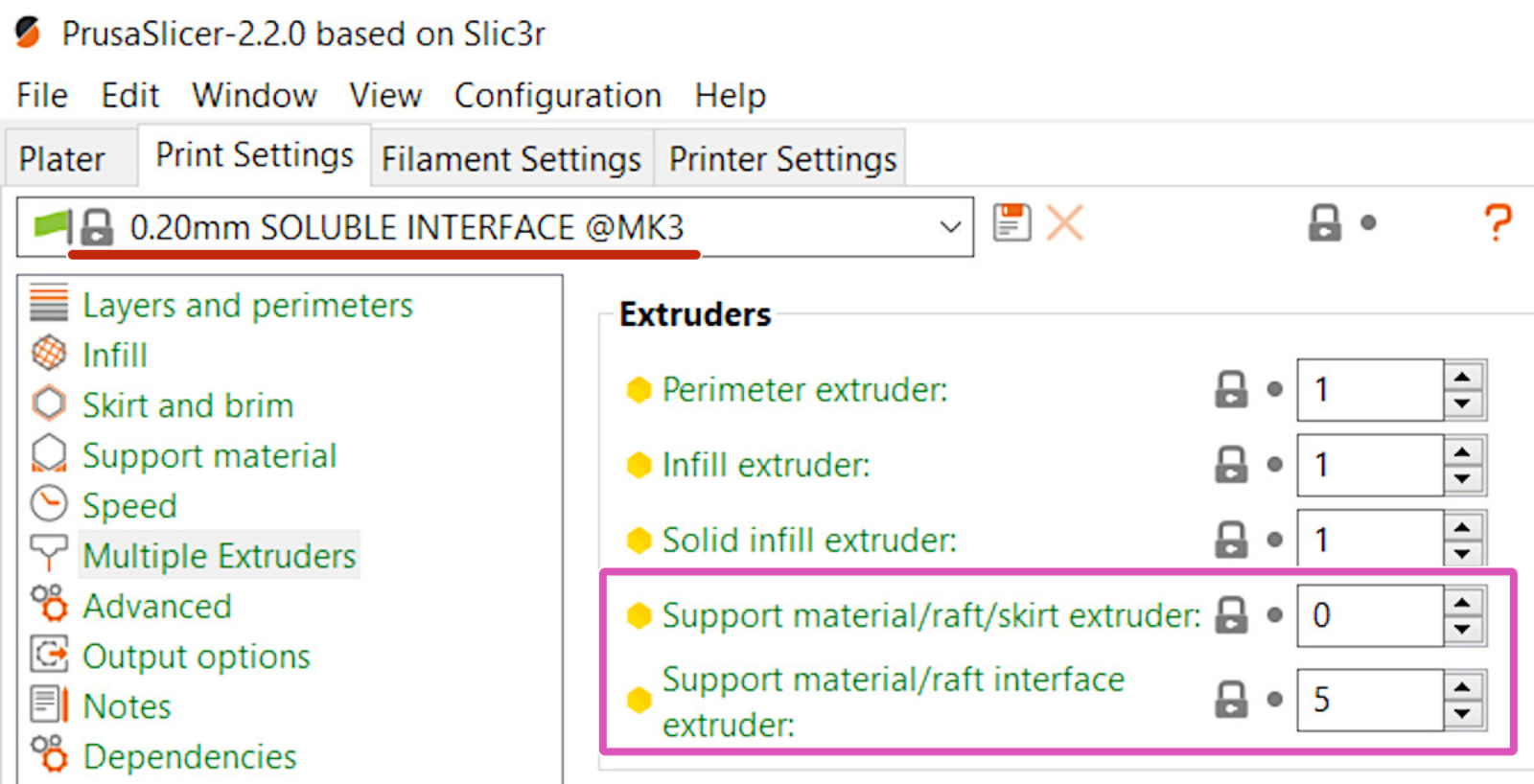 |
'Stützmaterial/Raft/Schürze Extruder: 0' verwendet das Werkzeug, das gerade im Extruder geladen ist.
Spülvolumen (MMU3, MMU2S)
Standardmäßig werden 140 mm³ für einen Filamentwechsel verwendet (Summe aus Be- und Entladen). Bei Verwendung von wasserlöslichen Trägern empfehlen wir mindestens 200-240 mm³. Wenn Sie Rückstände in Ihrem Druck finden, erhöhen Sie die Menge. PVA+/BVOH kann beim Entladen mindestens 120 mm³ erfordern. Ein Minimum von 240 mm³ für den Extruderwechsel von PVA+/BVOH kann erforderlich sein.
Um auf die Einstellungen für das Reinigunsvolumen zuzugreifen, drücken Sie die Taste Reinigungsvolumen... button. Um die Werte ändern zu können, wählen Sie 'Benutzerdefinierte projektspezifische Einstellungen verwenden'.

MMU2S, MMU3 für MK3S/+ Konfiguration
Es ist unerlässlich, dass Sie eine sehr präzise IR-Sensor-Kalibrierung durchgeführt haben. Aufgrund der Eigenschaften von PVA+ und BVOH kann sich ihr Durchmesser bei übermäßigem Druck vomSpannrad leicht verformen.
Da sich die Filamentspitzen aufgrund ihrer weichen Eigenschaften unweigerlich verziehen, ist es wichtig, sie im Auge zu behalten und bereit zu sein, einzugreifen und sie zu schneiden, während das Hauptfilament gedruckt wird.
Der Unterschied in der maximalen volumetrischen Geschwindigkeit: PLA hat eine maximale volumetrische Geschwindigkeit von 15 mm³/s, während PVA+ und BVOH 4 mm³/s haben. Dadurch erhöht sich die Gesamtdruckzeit.
Auflösen und Entfernen von Stützen
Wenn der Druck fertig ist und vor dem Entfernen der Träger , in warmes Wasser (maximal 45 °C) tauchen und dort einige Stunden bis über Nacht lassen. Danach sollten sich die Träger ziemlich leicht ablösen lassen, aber je nach der Geometrie Ihres Drucks kann der Einsatz von Werkzeugen erforderlich sein. Es kann helfen, so viel wie möglich von den Trägern zu entfernen, während sie noch trocken sind.
Sobald das Druckobjekt von den Trägern befreit ist, tauchen Sie es erneut für 10-20 Minuten in heisses Wasser ein und bürsten Sie es anschliessend, um die Rückstände von PVA+/BVOH zu entfernen. Die Verwendung einer kleinen, robusten Zahnbürste kann ein ideales Werkzeug für diese Aufgabe sein.
Wenn Sie nicht gerade mehrere Kilo PVA/BVOH pro Tag auflösen, können Sie die resultierende BVOH/PVA-Lösung in die Kanalisation schütten.
Handhabung und Lagerung löslicher Filamente
Wie Sie vielleicht erwartet haben, sind sowohl BVOH als auch PVA sehr hygroskopisch (absorbiert leicht Wasser) und sollten so trocken wie möglich gehalten werden. PVA+ oder BVOH sollte keiner Feuchtigkeit ausgesetzt werden. Es muss direkt nach dem Gebrauch wieder in seinen Zip-Lock-Beutel zurückgelegt werden, und zwar immer mit einem oder mehreren Beuteln Siliciumdioxid. Anderenfalls wird es sich innerhalb weniger Monate zersetzen und bei einer viel niedrigeren Temperatur weich werden, mit Problemen bereits beim Beladen.
Bei einer solchen Verschlechterung kann es schnell zu Problemen beim Be- und Entladen kommen und Ihr Hotend verstopfen. Am besten ist es, diese Materialien in einer Drybox zu lagern und zu drucken.