Das Original Prusa Magnet-Heizbett ist so konzipiert, dass es ein abnehmbares, doppelseitiges, flexibles Federstahlblech hält, das speziell für die einfache Entfernung von gedruckten Objekten von der Druckoberfläche entwickelt wurde.
Wir bieten sechs verschiedene Arten von Blechen an, mit unterschiedlichen Stärken und Eigenschaften.
- Das glatte Blech, bietet hervorragende Haftung bei den meisten Filamenten und Geometrien. So sehr, dass einige Filamente, wie TPU und PETG, zu stark haften und das Blech beim Entfernen beschädigen können.
- Pulverbeschichtetes strukturiertes Blech, das für Produktionsumgebungen gedacht ist, in denen PETG und andere stark haftende Filamente verwendet werden.
- Satiniertes Blech, das sowohl in der Textur als auch in den Eigenschaften zwischen dem glatten und dem strukturierten Blech liegt.
- PA Nylon Blech, das speziell für das Drucken von Polyamiden (Nylon) entwickelt wurde, da deren Haftung auf Standard-PEI-Blechen im Allgemeinen sehr schlecht ist.
- PP Blech eignet sich hauptsächlich zum Drucken auf Polypropylen, da es nur sehr schlecht auf anderen Druckoberflächen haftet.
- Das HighTemp Blech ist für das Drucken mit speziellen Hochtemperatur-Materialien wie PEEK, PEEK-CF, PEI, PEKK und PPSU vorgesehen, die andernfalls eine schlechte (oder zu starke) Haftung auf Standard-Stahlblechen aufweisen könnten.







HT90 Stahlbleche
Der Prusa Pro HT90 kann vier Arten von Druckblechen verwenden. Texturiert, PP, PA Nylon, und HighTemp.
Allgemeine Informationen
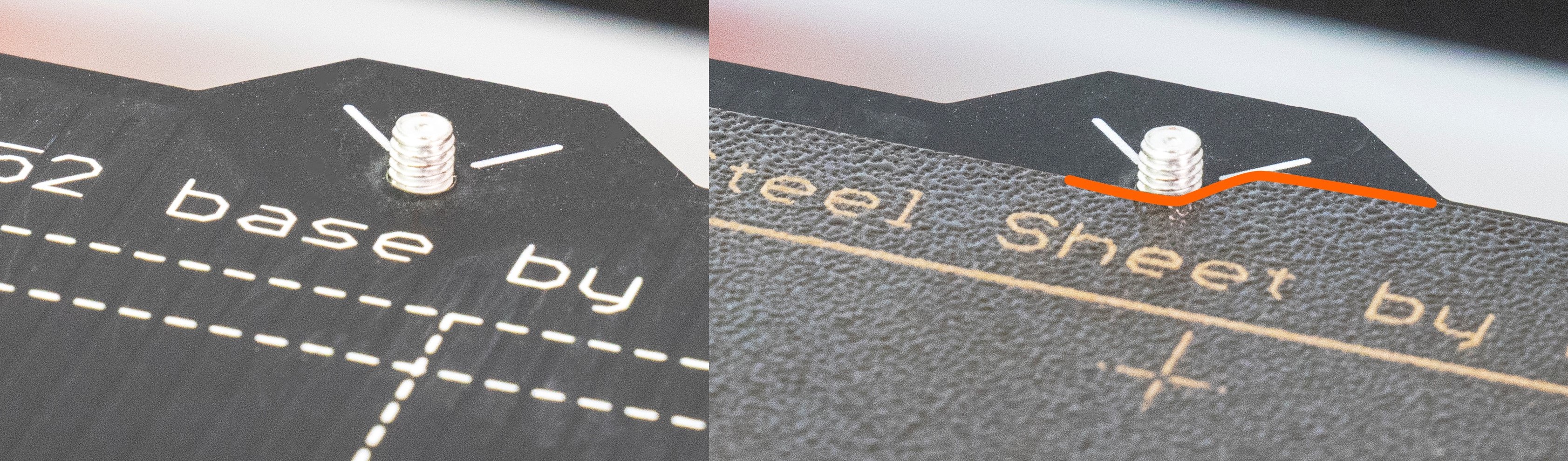
Das abnehmbare Federstahlblech wird durch eine Reihe von Magneten gehalten, die von unten an das Heizbett geklebt werden. Bei der MK-Serie, MINI/+, XL und HT90 hat die Oberseite des Heizbetts zwei Stifte, die perfekt zu einer Kerbe im Federstahlblech passen.
Bevor Sie das Blech auf das Heizbett legen, stellen Sie sicher, dass das Heizbett sauber und frei von Filament-Rückständen ist.

Stahlblechprofile (MK2/S, MK2.5/S, MK3/S/+, MK3.5/S, MINI/+)
Für Drucker, die nicht mit einer Wägezelle ausgestattet sind, benötigt jedes Blech einen anderen Live-Z-Wert, da sie leicht unterschiedliche Dicken haben. Wenn Sie mehrere unterschiedliche Bleche verwenden, kann der Wert für jedes Blech in den Stahlblechprofilen gespeichert werden. Weitere Informationen finden Sie in dem Artikel Stahlblechprofile.
Entfernen der Drucke
Um das gedruckte Objekt von der Druckoberfläche zu entfernen, warten Sie immer, bis das Blech auf Raumtemperatur abgekühlt ist. Dann können Sie es durch Biegen des Blechs nach innen und außen abnehmen, müssen aber eventuell einem Spatel verwenden, um eine Beschädigung des Blechs zu vermeiden. Bei Materialien wie PETG, ASA, ABS und PC Blend und/oder Drucken mit einer großen ersten Schichtfläche kann eine Trennschicht in Form eines Klebesticks erforderlich sein.

Wenn Sie auch nach dem Abkühlen des Modells noch Probleme beim Entfernen haben oder die Oberfläche beim Entfernen beschädigt wurde (ein Stück der Oberfläche wurde abgerissen oder ist gesprungen), verwenden Sie möglicherweise ein Filament, das nicht für das Drucken auf diesem Druckblech geeignet ist, oder die Oberfläche wurde nicht richtig vorbereitet. In unserer Materialtabelle finden Sie Informationen zur Kompatibilität von Filament und Druckblech sowie zur Vorbereitung der Oberfläche.
Wenn Sie einen Spatel zur Hilfe beim Entfernen des Modells verwenden, stellen Sie sicher, dass Sie die Oberfläche des Blechs nicht beschädigen. Biegen Sie das Blech leicht und schieben Sie den Spatel unter das Modell, wann immer dies möglich ist, anstatt auf einer flachen Oberfläche unter dem Modell zu graben.
Bei einem hartnäckigen Druck, der sich nicht von der Druckoberfläche lösen lässt, können Sie versuchen, das Heizbett einige Minuten lang wieder zu erhitzen (auf die ursprüngliche Drucktemperatur) und es dann wieder abkühlen zu lassen. Dies kann manchmal bei der Entfernung von Drucken helfen, die zu sehr an der Druckoberfläche kleben.
Unterschiede zwischen den Blechen
Wir haben viele Tests mit Filament-Material und Blech-Kombinationen durchgeführt und unsere Ergebnisse zusammengestellt. Die Kompatibilität von Blech und Material und wie Sie Ihr Blech für jeden Filamenttyp vorbereiten können, finden Sie in unsere Materialtabelle.
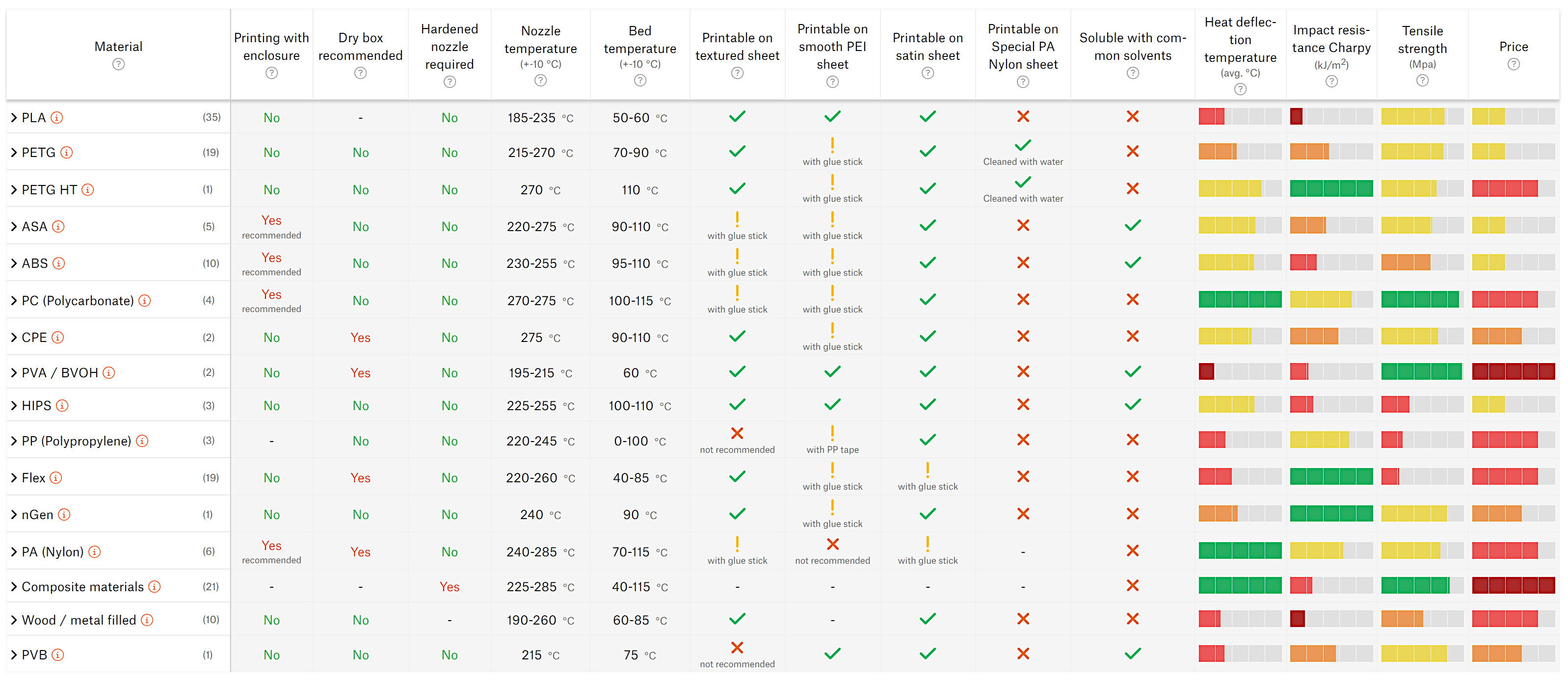
*Die Werte in diesem Screenshot sind möglicherweise nicht auf dem neuesten Stand.
 |  |  |  |
|
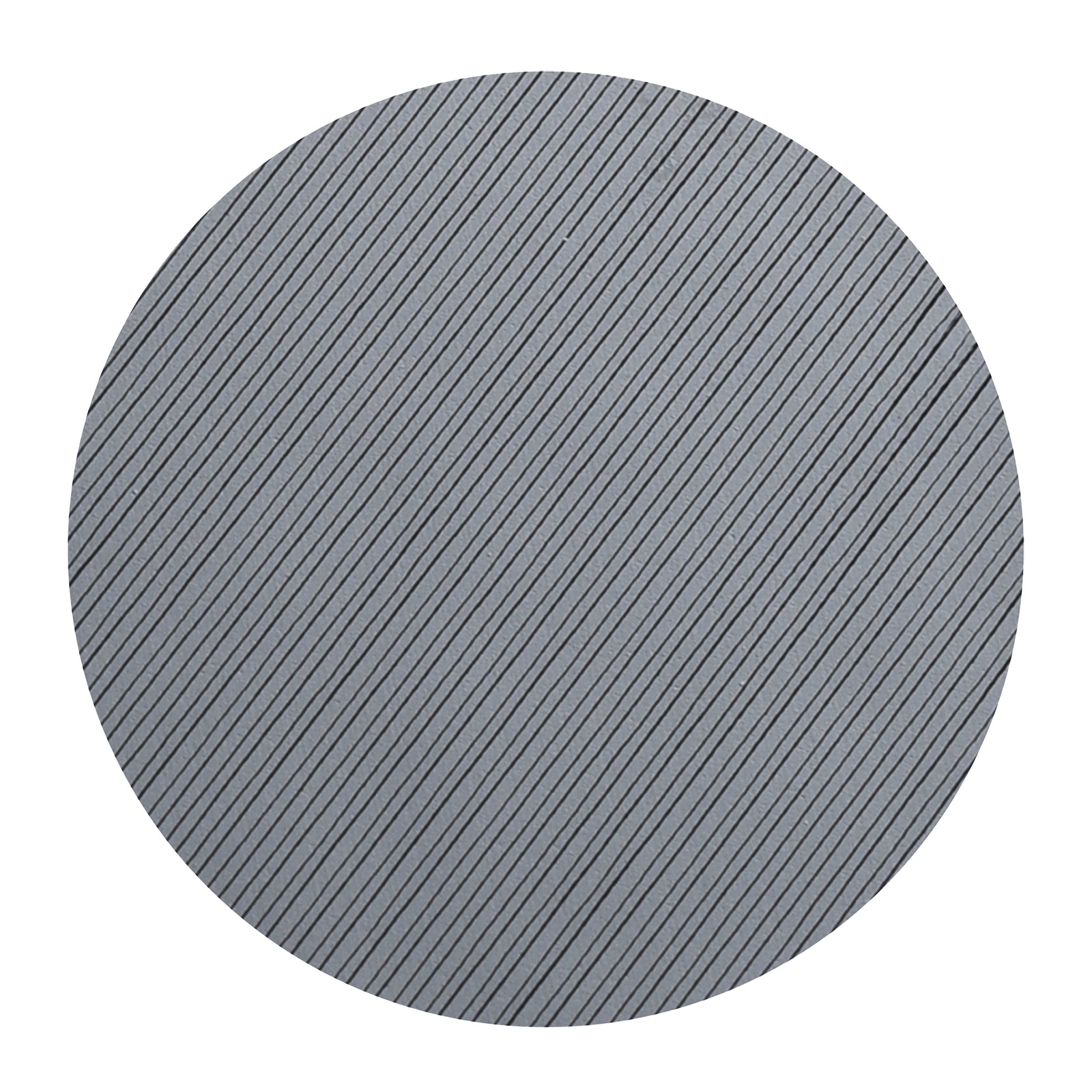
Nahaufnahme eines gedruckten Glatten Blech |
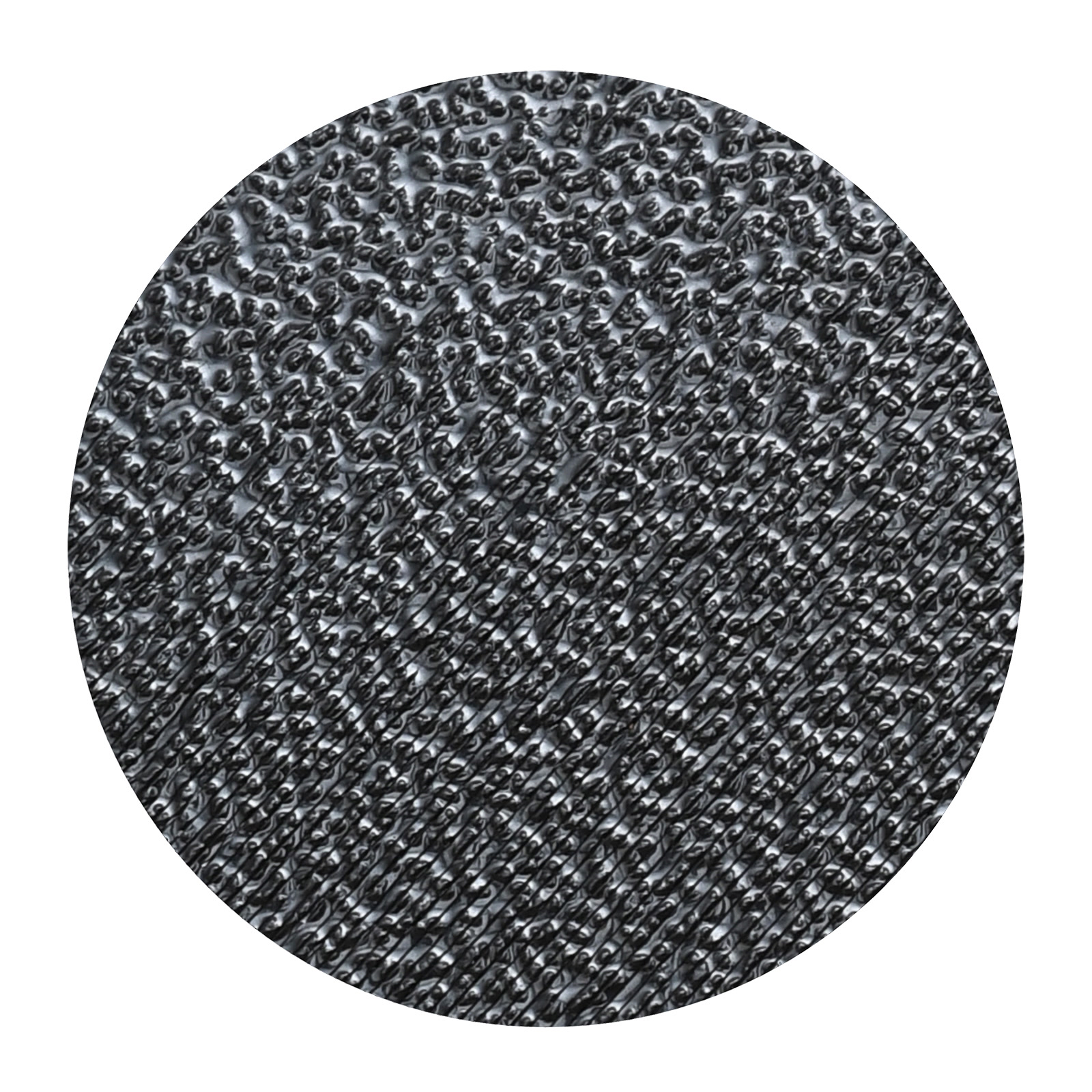
Nahaufnahme eines gedruckten Texturierten Blech |
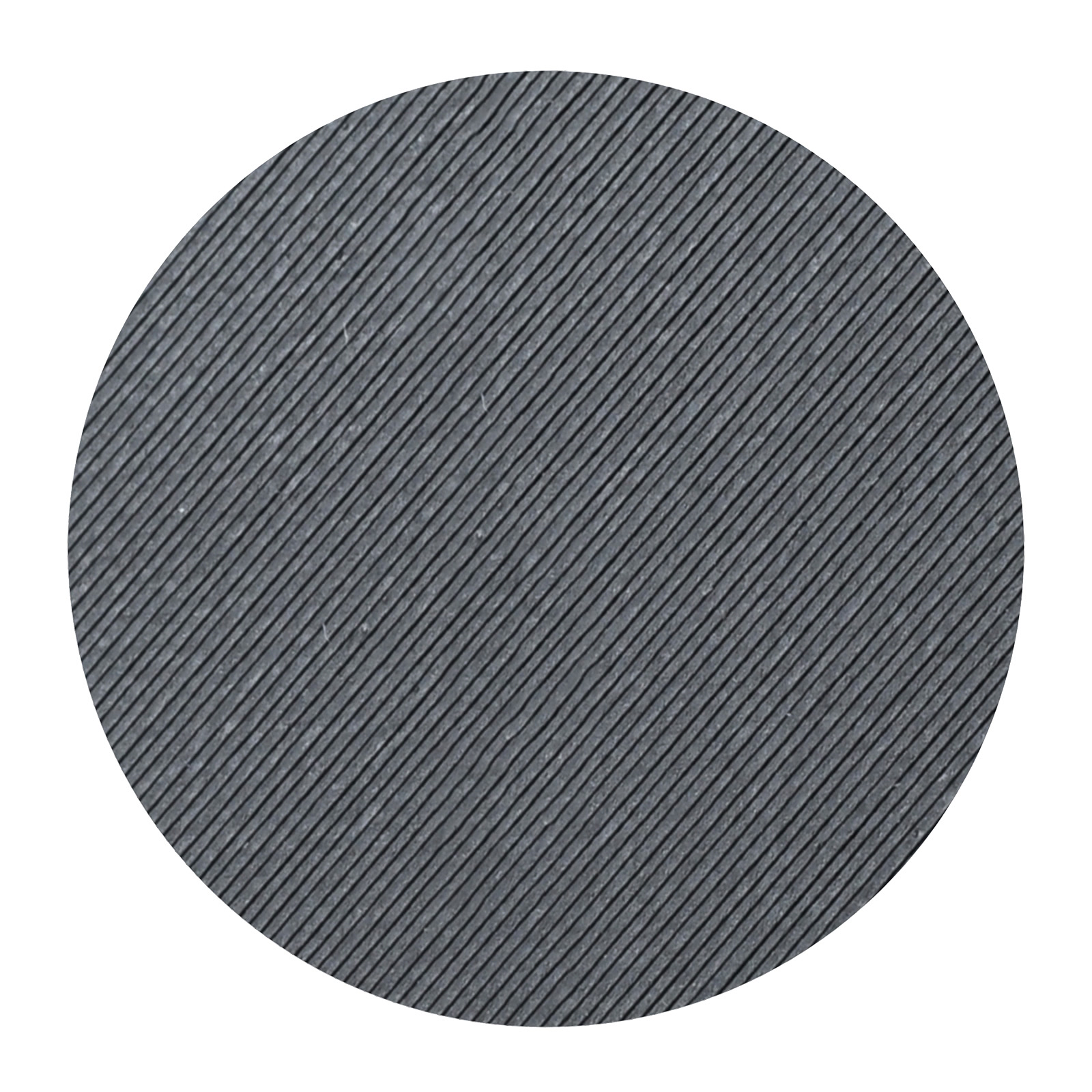
Nahaufnahme eines gedruckten Satinierten Blech |
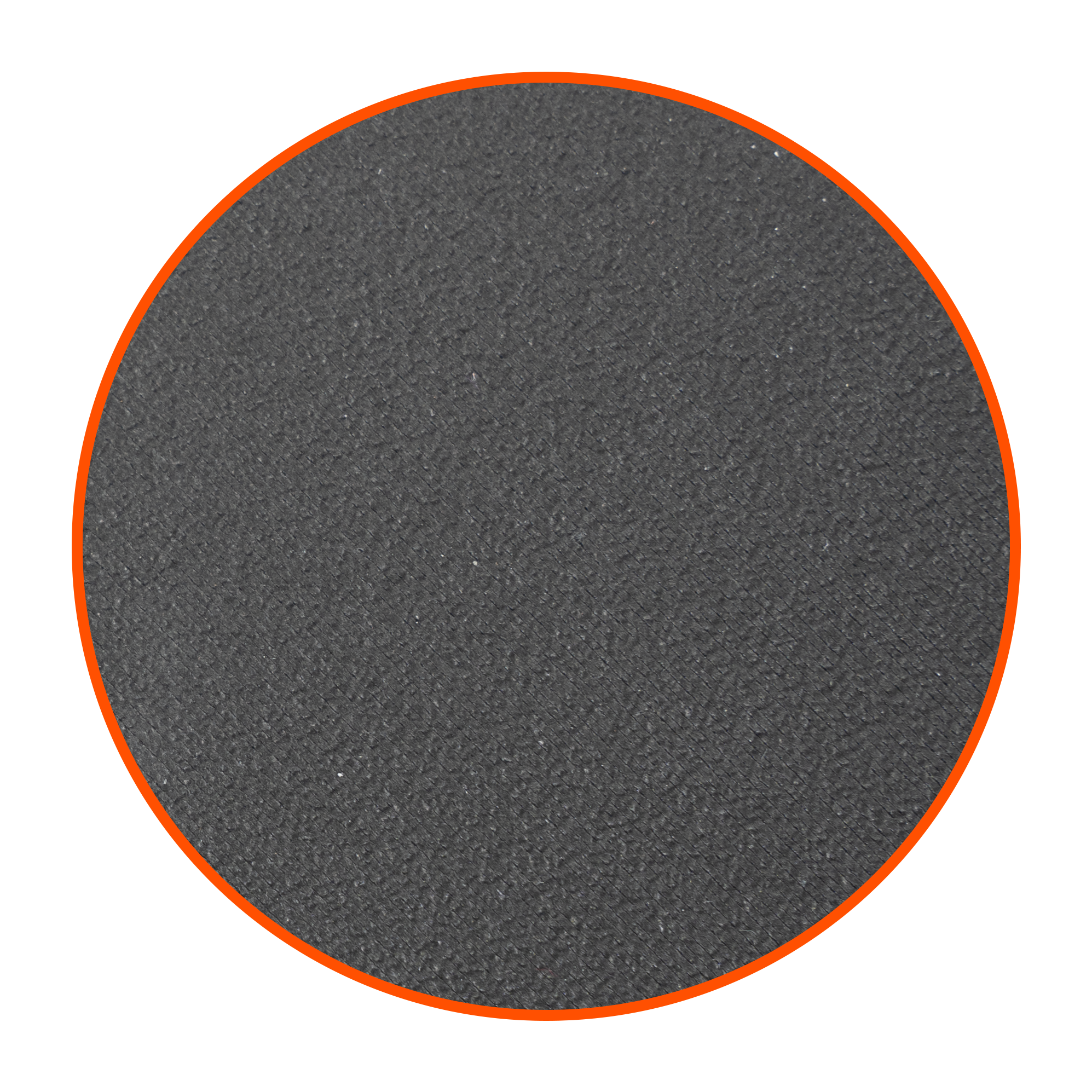
Nahaufnahme eines gedruckten PP, PA-Nylon und HighTemp Blechen |
Glattes PEI-Blech
Beide Seiten dieses Blechs sind mit einem Aufkleber aus geglättetem PEI-Kunststoff versehen. Dies ist derselbe bewährte Oberflächentyp, der bei den älteren MK2S-Druckern verwendet wurde. Drucke mit einem kleinen Bereich, der die Druckoberfläche berührt, oder mit scharfen Ecken lösen sich beim Druck auf dem glatten Federstahlblech weniger leicht ab. Einige Anwender mögen auch die glatte und glänzende Unterseite ihrer Drucke. Für alle Details und Überlegungen zum glatten Blech, siehe Glattes Stahlblech.
Pulverbeschichtetes strukturiertes Blech
Die Oberfläche dieses Blechs ist mit einem speziellen Polymer (Ultem) beschichtet, um eine perfekte Haftung zu gewährleisten. Die pulverbeschichteten Stahlbleche sind besser für das Drucken von Objekten mit Materialien wie PETG, CPE oder Flexfill (TPU) geeignet, die dazu neigen, auf einer glatten Oberfläche zu stark zu haften, während sie sich von der strukturierten Oberfläche leichter entfernen lassen. Für alle Details und Überlegungen zum strukturierten Blech, siehe Strukturiertes Stahlblech.
Satiniertes Blech
Das satinierte Blech erweitert unser Angebot an Druckblechen. Seine pulverbeschichtete Oberfläche mit einem leicht strukturierten, matten Finish bietet ein optimales Maß an Haftung und ist voll kompatibel mit einer breiten Palette von gängigen und weniger gängigen Filamenten. Für alle Details und Überlegungen zum satinierten Blech, siehe Satiniertes Stahlblech.
PA-Nylon-Blech
Das spezielle PA-Nylon-Blech wurde für das Drucken von Polyamiden (Nylon) gemacht, da deren Haftung auf Standard-PEI-Blechen im Allgemeinen sehr schlecht ist. Das Blech hat eine matte Textur, ähnlich wie das satinierte Stahlblech mit PEI-Oberfläche. Das Blech ist mit den meisten Polyamiden und PETG kompatibel, andere Materialien haften möglicherweise nicht ausreichend und sollten auf unseren Standard-PEI-Blechen gedruckt werden. Für alle Details und Überlegungen zum PA-Nylon-Blech siehe PA-Nylon-Blech.
PP-Blech
Dieses Druckblech ist speziell für das Drucken von Filamenten auf Polypropylenbasis ausgelegt, insbesondere für das Prusament PP Carbon Fiber Black. Die PP-Materialien weisen im Allgemeinen eine geringere Haftung auf strukturierten oder satinierten Druckblechen auf. Dieses Blech hat eine spezielle Oberflächenbeschaffenheit, die die Haftung erhöht und perfekt für Prusament PP ist. Das PP-Blech hat eine leicht strukturierte Oberfläche, die der des satinierten pulverbeschichteten Stahlblechs ähnelt. Für alle Details und Gesichtspunkte des PP Blechs, siehe PP Blech.
HighTemp Blech
Das HighTemp Druckblech ist für das Drucken mit speziellen Hochtemperatur-Materialien wie PEEK, PEEK-CF, PEI, PEKK und PPSU gedacht, die sonst auf Standardblechen schlecht (oder zu stark) haften. Basismaterialien wie PLA oder PETG haften nicht sehr gut, da dieses Druckblech für hochleistungsfähige, hochtemperaturbeständige Materialien entwickelt wurde. Dieses Blech ist nur für den Prusa Pro HT90 Drucker gemacht. Für alle Details und Überlegungen zum HighTemp Blech, siehe HighTemp Blech.
Drucke haften nicht
Wenn Ihre Druckoberfläche perfekt sauber ist und alles Fett durch Abwischen entfernt wurde, wie in den Richtlinien für Ihren Stahlblechtyp beschrieben, und wenn die Höhe der ersten Schicht perfekt eingestellt ist, Ihr Druck aber trotzdem nicht zuverlässig auf der Druckoberfläche haftet, sehen Sie sich Erste Schicht Fragen an.