Co se stalo?
Na tiskárnách Original Prusa XL s více nástrojovými hlavami (multi-tool) se posun (offset) ostatních nástrojů vůči prvnímu kalibruje pomocí kalibrace offsetu nástroje. Pokud se posun jednoho z nástrojů příliš odchýlí od očekávaného rozsahu, tiskárna zobrazí následující hlášení: "Tool %d offset %c: %.3f is out of bounds [%.3f, %.3f]“".
Název chyby: Tool offset out of bounds
Kód chyby: #17104
Jak to spravit?
Vyjmutí filamentu
Před zahájením kalibrace se ujistěte, že je z tiskárny vysunut veškerý filament.
Pozice trysky
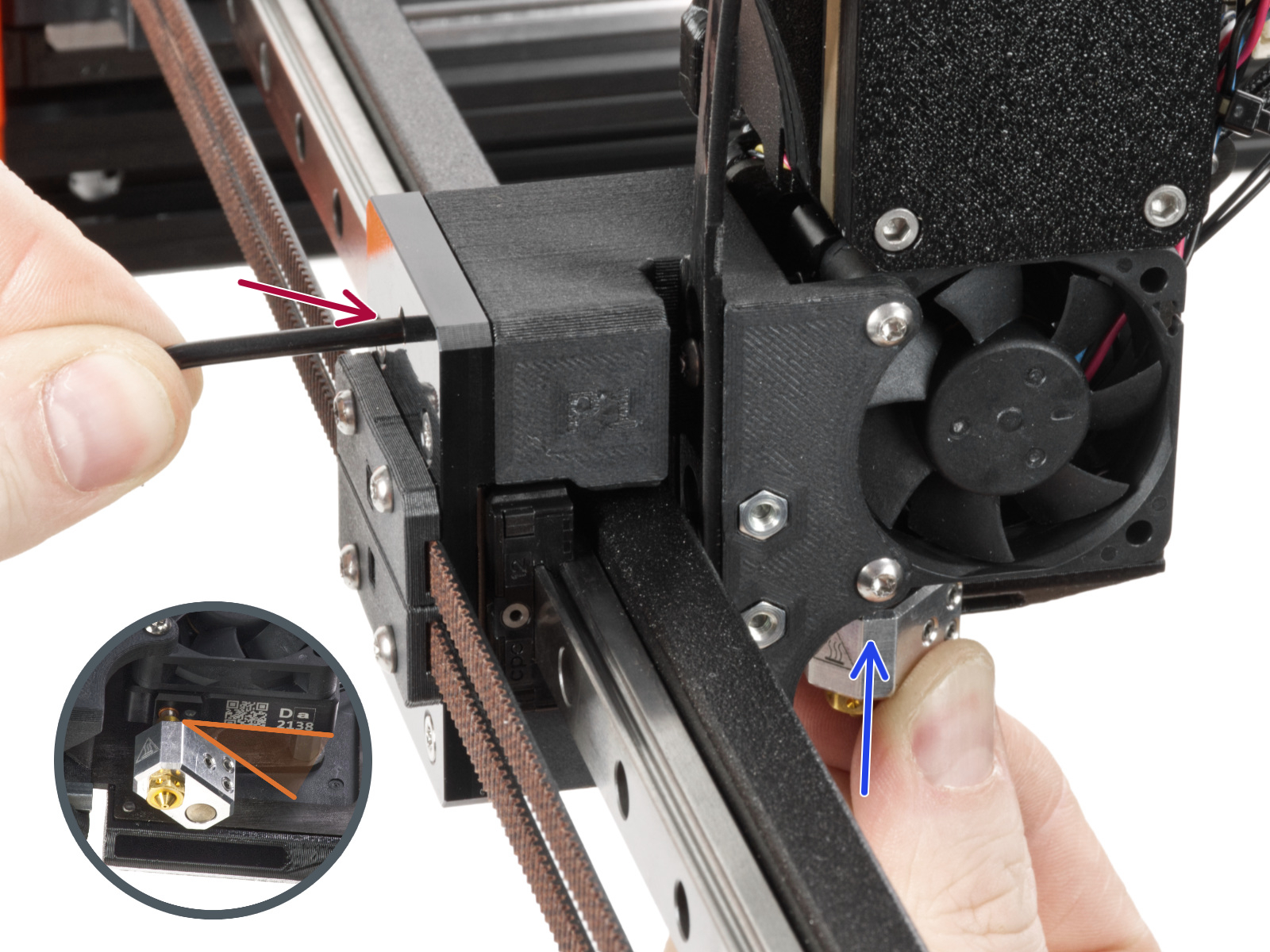
U jednonástrojové XL: Po odstranění krytu X-carriage přidržte topný blok (ujistěte se, že tryska není horká!) a pomocí klíče Torx TX8 utáhněte stavěcí šroub (červík), jak je znázorněno na obrázku. Při utahování nepoužívejte nadměrnou sílu, mohlo by dojít k poškození trubičky hotendu. Tryska musí být natočena přibližně pod úhlem 35°–40°, aby nedošlo k poškození kabelů hotendu.
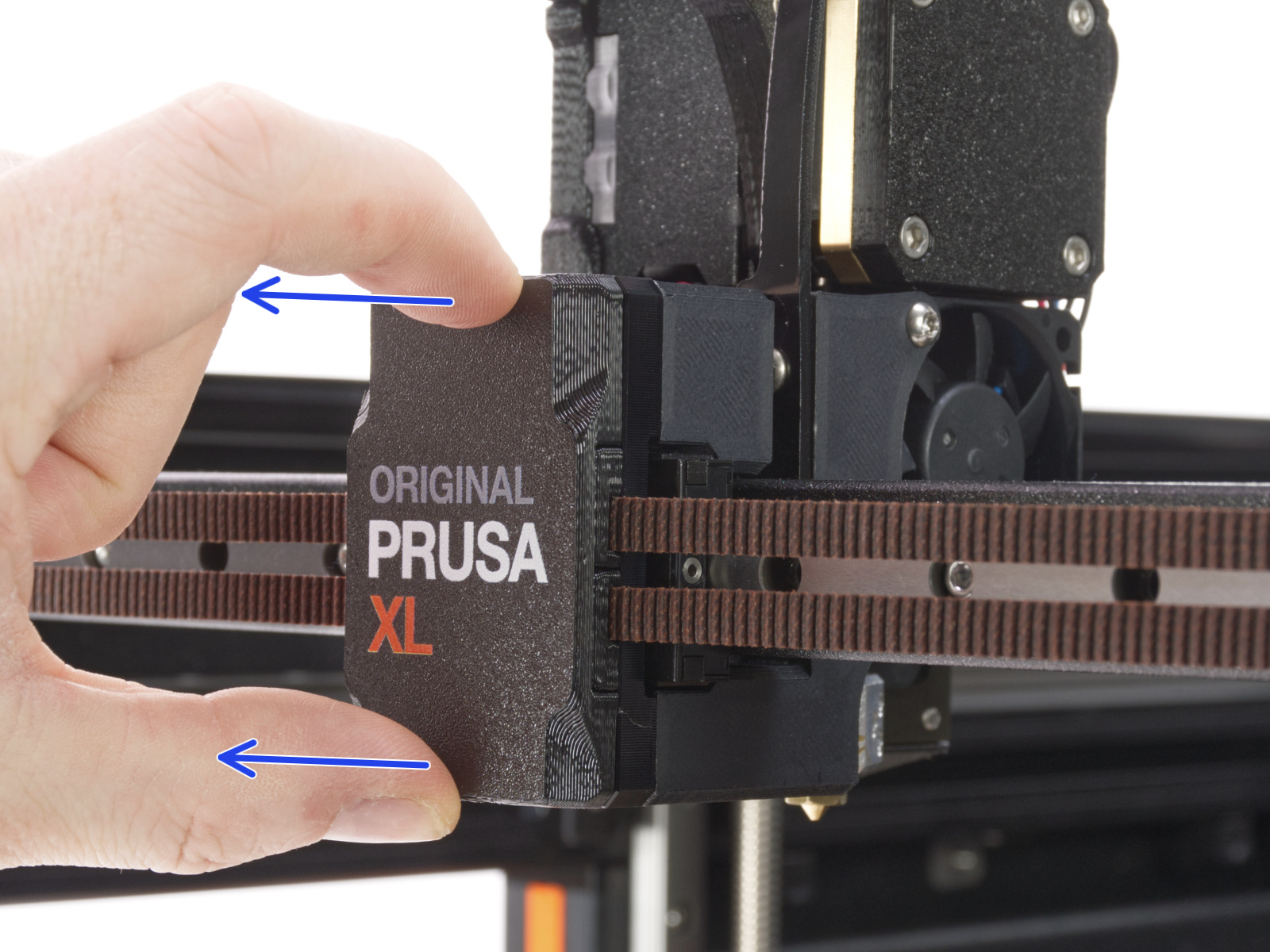 |  |
U vícenástrojové XL: Identifikujte nástroj, u kterého je třeba zkontrolovat trysku, a zaparkujte jej. Přidržte topný blok (ujistěte se, že tryska není horká!) a pomocí klíče Torx TX8 utáhněte stavěcí šroub v místě označeném na obrázku. Nepoužívejte nadměrnou sílu. Tryska musí svírat úhel 35°–40°, aby chránila kabely.

Čištění trysky
Pomocí malého mosazného kartáčku očistěte starý filament z trysky a topného bloku. Zabraňte kontaktu kartáčku s kabely hotendu, mohlo by dojít ke zkratu.

Výměna hotendu
Pokud výše uvedené body problém nevyřešily, zkuste zaměnit hotend u chybujícího nástroje za hotend z nástroje, který kalibrací prochází úspěšně.
Pokud se chyba „přesune“ spolu s hotendem, kontaktujte naši zákaznickou podporu s touto informací.
Kalibrace doku
Pokud chybová zpráva nenásleduje hotend, je možné, že problém spočívá v doku nebo jeho kalibraci.
Provedete rekalibraci doku odpovídajícího nástroji, který hlásil chybu: LCD Menu -> Ovládání -> Kalibrace & testy -> Kalibrace polohy doku.
Snížení vibrací
Jakákoli vibrace přenášená na podložku pod tiskárnou nebo nestabilní podložka pod tiskárnou může způsobit nesprávné měření senzoru loadcell, což může vést ke spuštění chyby návratu do výchozí polohy.
Například tiskárna, která je v provozu vedle vaší tiskárny Original Prusa XL, může způsobovat vibrace, které se na ni přenášejí, což může vést k selhání kalibrace posunu nástroje. V takovém případě zastavte všechny tiskárny v blízkosti vaší tiskárny XL a kalibraci zopakujte.
Jedním z možných řešení, jak tlumit hluk a vibrace tiskárny, je podložit tiskárnu tlumící podložkou.