Ścieranie filamentu, połączone z dźwiękiem przypominającym klikanie lub skrzypienie dochodzącym z ekstrudera, pojawia się zazwyczaj, gdy koła radełkowane ekstrudera nie są w stanie przepchnąć materiału przez dyszę. Zamiast tego filament jest szlifowany do czasu, aż nie może być już "złapany" przez ekstruder.
Dźwięk klikania oznacza, że filament stawia zbyt duży opór, a silnik ekstrudera nie może go pokonać i "gubi kroki" (cofa się, odskakuje z powrotem), aby zmniejszyć naprężenia. Problemem może być mechanika, elektryka, oprogramowanie, zatkany hotend lub kombinacja dowolnej liczby z tych czynników.
Możliwe przyczyny
Cięcie
Potnij model od nowa używającnajnowszej wersji PrusaSlicer i profili filamentów. Sprawdź, czy model nie jest uszkodzony lub niekompletny. Spróbuj zwiększyćtemperaturę hotendu (Ustawienia filamentu → Filament → Temperatura °C) o 5-15°C. Ważne jest, aby temperatura była właściwa dla drukowanego filamentu. Możesz porównać swoje ustawienia z naszą obszerną tabelą materiałów.
Kalibracja pierwszej warstwy
Kalibracja pierwszej warstwy ustawiona zbyt blisko stołu może spowodować zatkanie hotendu. Upewnij się, że dysza jest ustawiona prawidłowo, zgodnie z instrukcjami podanymi w Kalibracja pierwszej warstwy (i3) oraz Kalibracja pierwszej warstwy (MINI/MINI+).
Docisk filamentu
Sprawdź, czy dźwignia dociskowa filamentu jest prawidłowo napięta. Jeśli śruby dociskowe są dokręcone zbyt mocno, to koła zębate nie będą w stanie prawidłowo pracować. Spróbuj poluzować (lub dokręcić w odwrotnym przypadku)śrubę (lub śruby) dźwigni dociskowej. Ich naprężenie musi być dokładnie ustawione (nie mogą być ani dokręcone zbyt mocno, ani zbyt słabo). Szczegóły dotyczące swojej drukarki znajdziesz w artykule Naprężenie docisku ekstrudera.
Ustawienie kół zębatych ekstrudera
Zweryfikuj, czy koła zębate są wyrównane względem siebie. Obydwa powinny być ustawione zgodnie z otworem wlotowym filamentu z góry oraz wejściem do rurki PTFE pod nimi, aby mogły bez zbędnego oporu przepychać filament do hotendu. Sprawdź, czy kółko na silniku jest dokręcone do płaskiej części wałka.
Szczegóły dotyczące Original Prusa MK2.5/S oraz MK3/S/+ znajdziesz w tym artykule, a MINI/MINI+ poświęciliśmy osobny artykuł.
Brudne koła zębate
- Upewnij się, że koła zębate ekstrudera nie są zapchane opiłkami plastiku. Możesz wyczyścić rowki szpiczastym narzędziem (np. pęsetą lub pinezką).
- Sprawdź, czy koła zębate obracają się bez oporu
- Sprawdź, czy kółko na silniku jest prawidłowo ustawione i dokręcone do płaskiej części wałka.
Szczegóły dotyczące Original Prusa MK2.5/S oraz MK3/S/+ znajdziesz w tym artykule, a MINI/MINI+ poświęciliśmy osobny artykuł.
Zatkana rurka PTFE
Sprawdzając kółka zębate ekstrudera, przyjrzyj się również rurce PTFE, aby upewnić się, że nie ma w niej zanieczyszczeń, które mogłyby blokować filament. Możesz przyjrzeć się jej po otwarciu dźwigni dociskowej. Szczegóły w artykule Ręczne wyciągnięcie filamentu z ekstrudera.
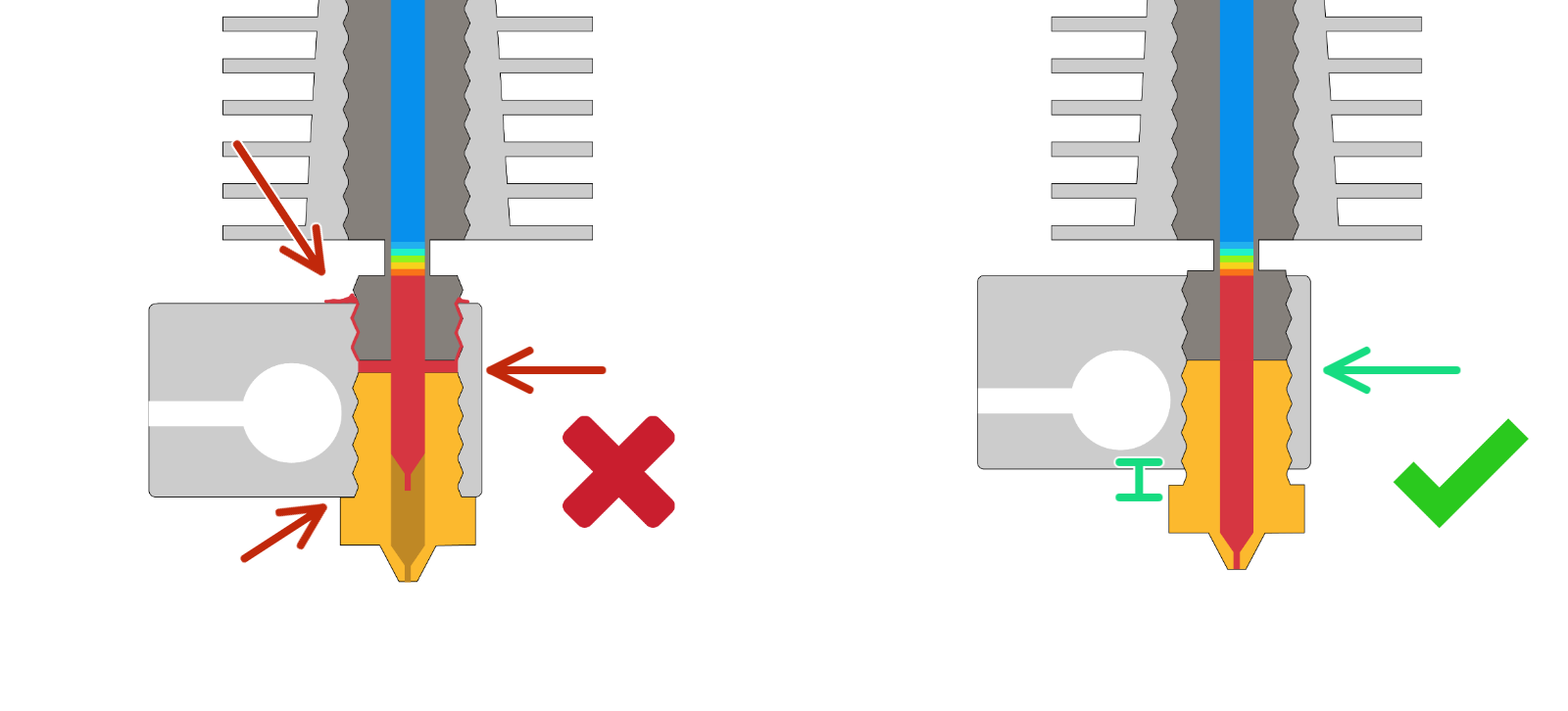
Montaż hotendu
Sprawdź, czydysza jest wkręcona prawidłowow blok grzejny:
- dysza ani blok nie powinny być przekrzywione
- dysza powinna być zamontowana w odstępie około 0,5 mm (0,02 cala) od dolnej powierzchni bloku
Zatkany hotend
Zapoznaj się z tym artykułem, aby wyczyścić hotend, ponieważ może być zatkany. Jeśli nie uda Ci się go udrożnić, towymontuj goz ekstrudera, rozkręć, wyczyść dokładnie i nałóżpastę termoprzewodzącą na gwint bariery cieplnej wchodzący w radiator przed ponownym montażem.