Podczas transportu, montażu lub konserwacji drukarki, np. regulacji naciągnięcia pasków, geometria drukarki może się przekrzywić, co sprawi, że osie nie będą prostopadłe do siebie. Firmware może automatycznie kompensować małe odchyłki, jednak najlepszą metodą jest dokładne ustawienie geometrii maszyny.
Do tej procedury nie będziemy potrzebować specjalnych narzędzi, jedynie elementów drukarki i Twoich oczu. Nie ma potrzeby używania zaawansowanych przyrządów, jak szczelinomierzy czy kalibrowanych kątowników. Kluczowa jest jednak kolejność wykonywania kolejnych regulacji, aby nie wpływać na te już wykonane.
Procedura
Sprawdzimy, czy dysza znajduje się na takiej samej wysokości od stołu po bazowaniu w różnych koordynatach X i Y. Będziemy przeprowadzać po jednym teście i dokonywać korekcji, jeśli będzie to konieczne. Wykonuj wszystkie czynności zgodnie z poniższą kolejnością.
Skontrolujemy i skorygujemy drukarkę w następującej kolejności:
- Kontrola ogólna
- Oś Y
- Osie YZ
- Osie XZ
Kontrola ogólna
Sprawdź następujące:
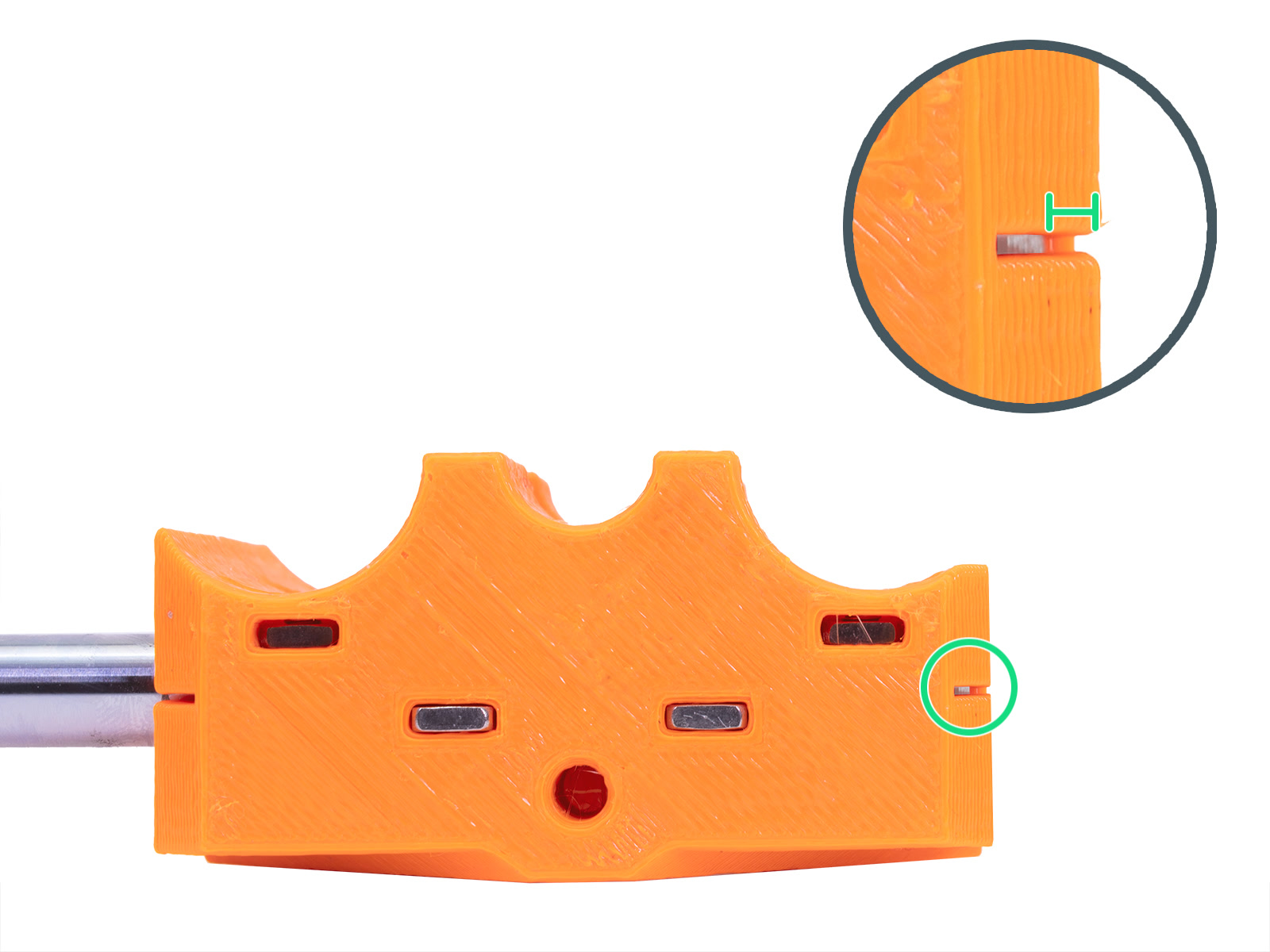
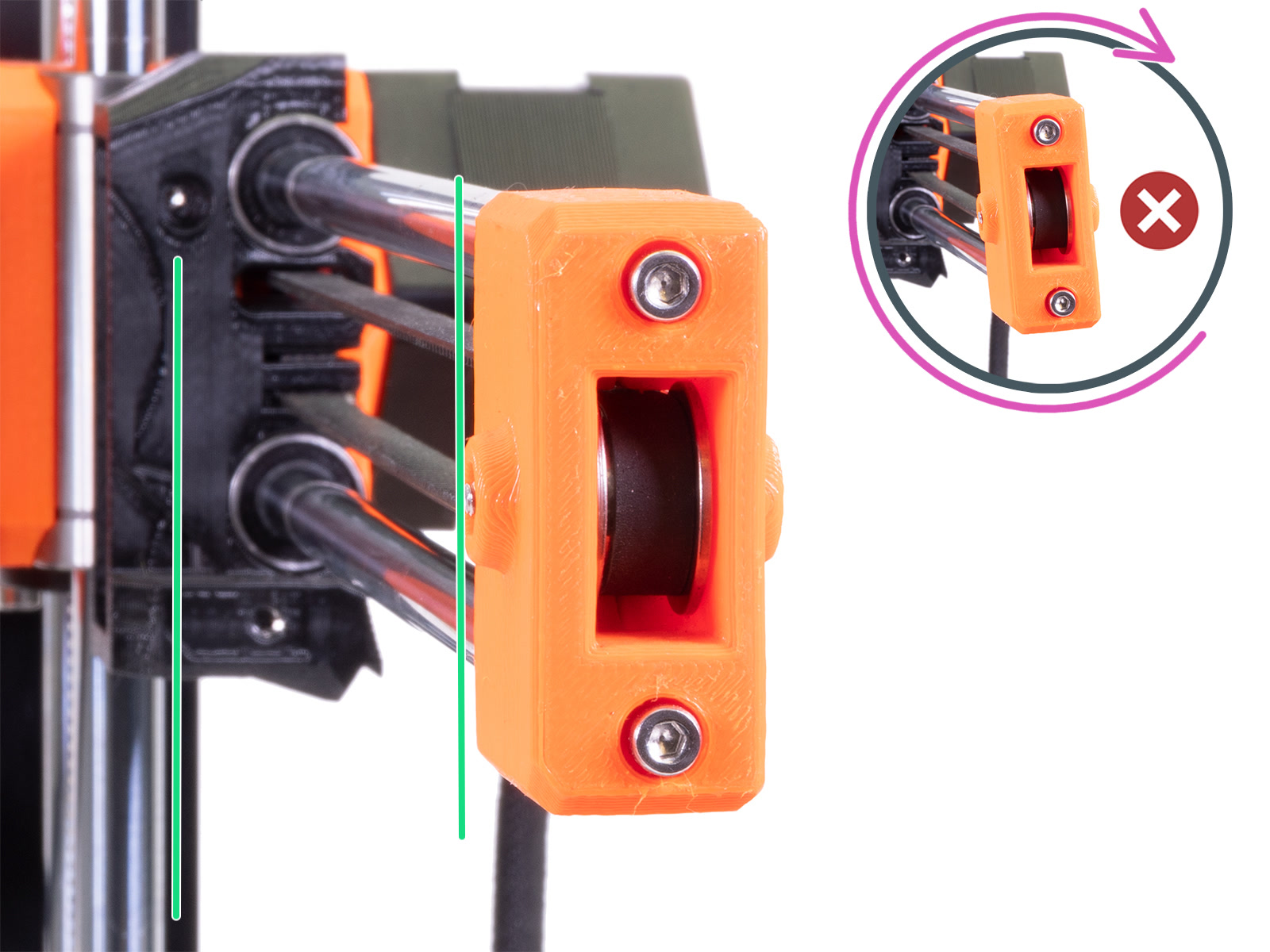
- Pręty liniowe osi X są wsunięte do końca w plastikowe części zespołu ekstrudera (ilustracja z lewej). Końcówka osi X i części ekstrudera mają otwory inspekcyjne (zielony okrąg).
- Łożyska liniowe 10 mm osi Z są wysunięte odrobinę poniżej części plastikowych (~0,75 mm), w których są mocowane i wysunięcie jest równe dla obydwóch łożysk.
- Piankowe podkładki są przyklejone tylko do profili aluminiowych, a nie do plastikowej płyty przedniej, ani tylnej.
- Upewnij się, że dysza i stół są schłodzone do temperatury pokojowej!
Kontrola każdej osi
Zacznij od ściągnięcia stalowej płyty ze stołu. Jest ona dokładnie wycięta laserowo z blachy i będzie nam potrzebna dopiero w kolejnych krokach. Następnie wykonaj bazowanie (zerowanie) osi drukarki z menu Kalibracja → Auto bazowanie. Kolejnym krokiem jest wyłączenie silników krokowych, co możesz zrobić na dwa sposoby: restartując drukarkę przyciskiem obok ekranu LCD lub z menu LCD, Ustawienia → Wyłącz silniki.
Oś Y
Większe odchyłki w tym kroku zdarzają się rzadko, ale upewnij się, że następujące testy przeprowadzasz na płaskiej powierzchni. Jeśli odchyłki nie są większe niż 0,5-1 mm, możesz przejść przez całą procedurę, następnie powtórzyć ten krok przed kontaktem z naszym Wsparciem Technicznym.
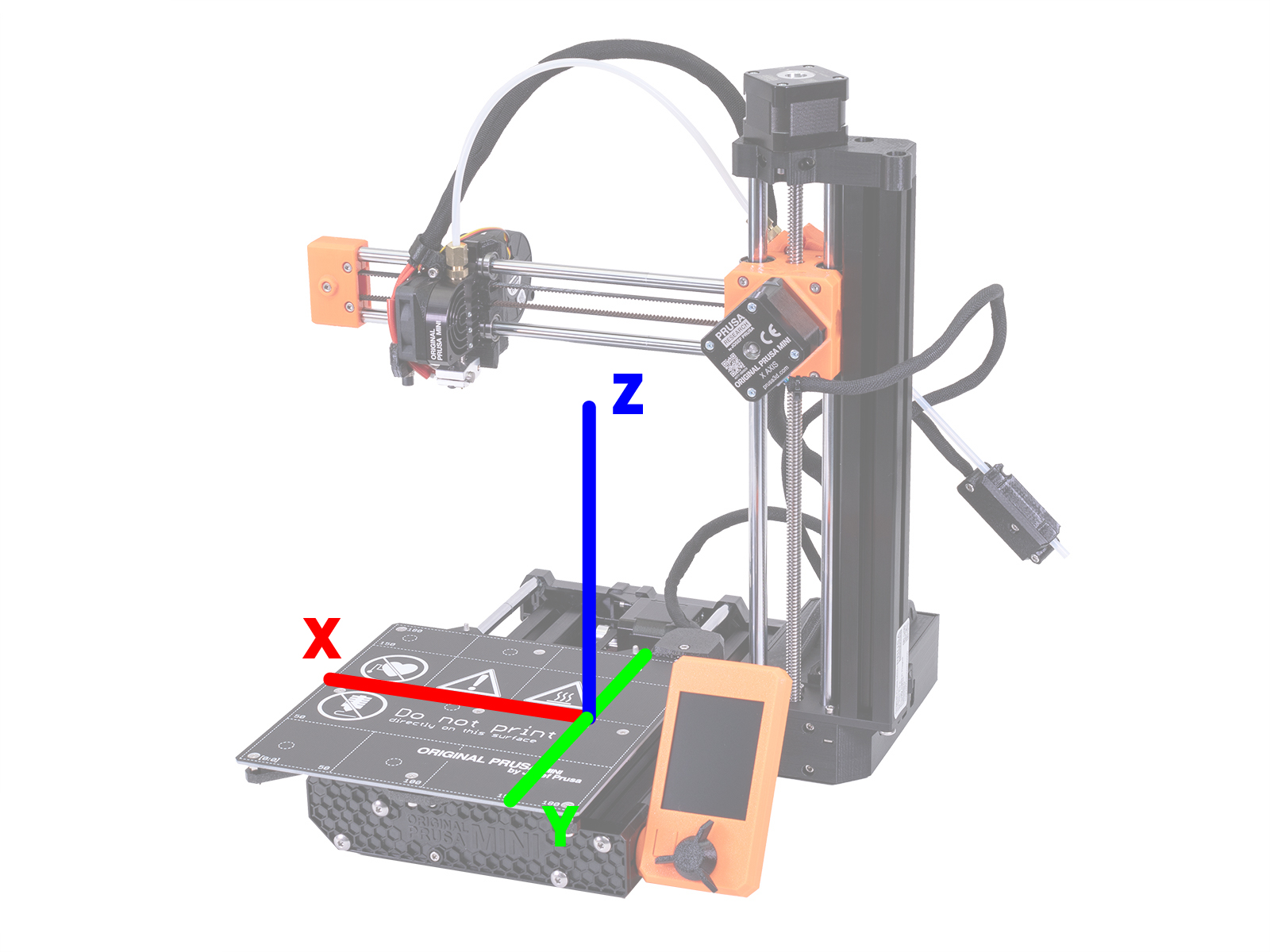
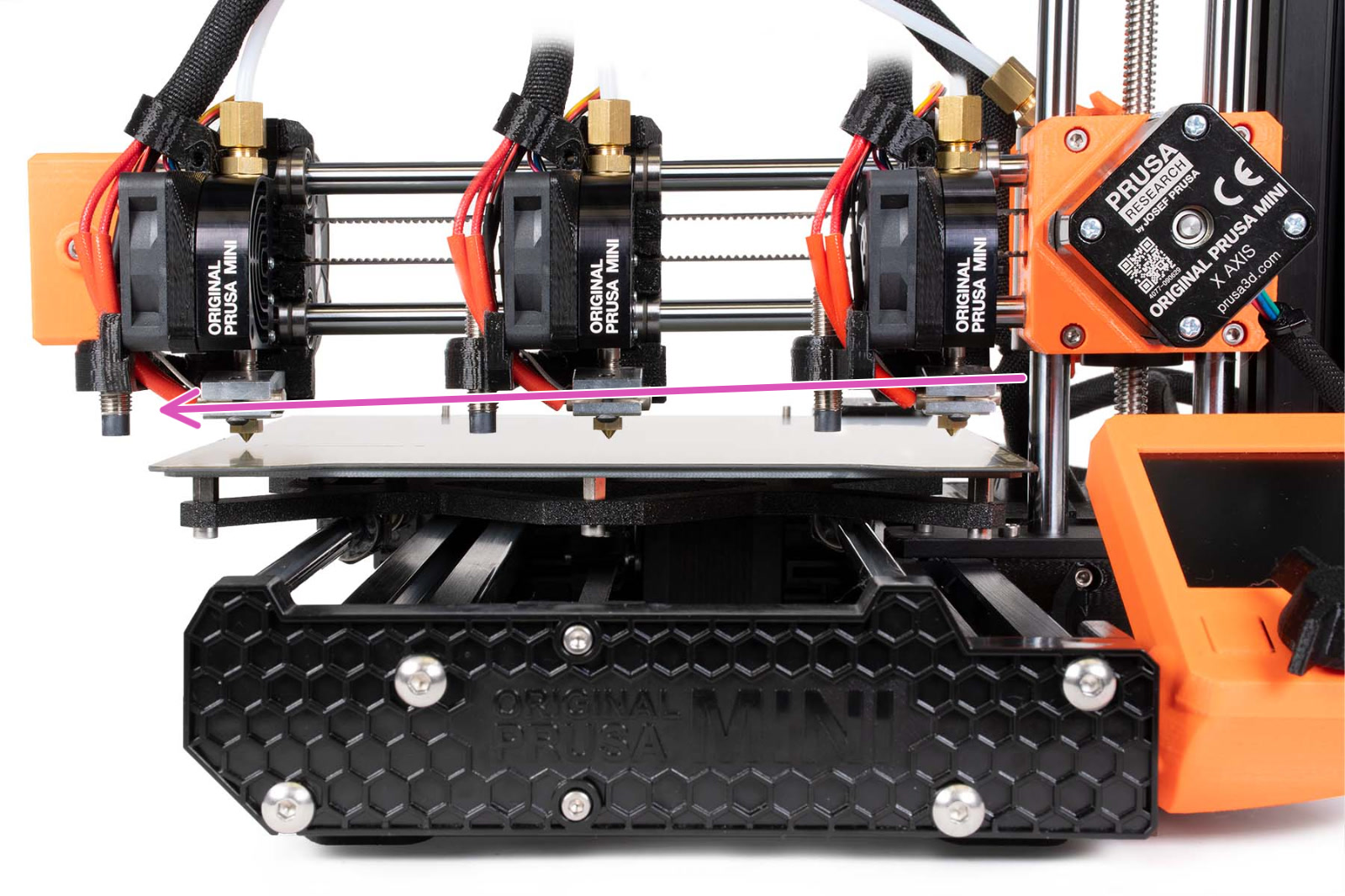
- Przy wyłączonych silnikach przesuń dyszę na środek centralnej przerywanej linii z napisem "100" mm.
- Obróć pręt gwintowany osi Z ręką, aby zbliżyć dyszę do stołu (~1 mm) - tak, aby prawie go dotykała (purpurowy znacznik).
 | 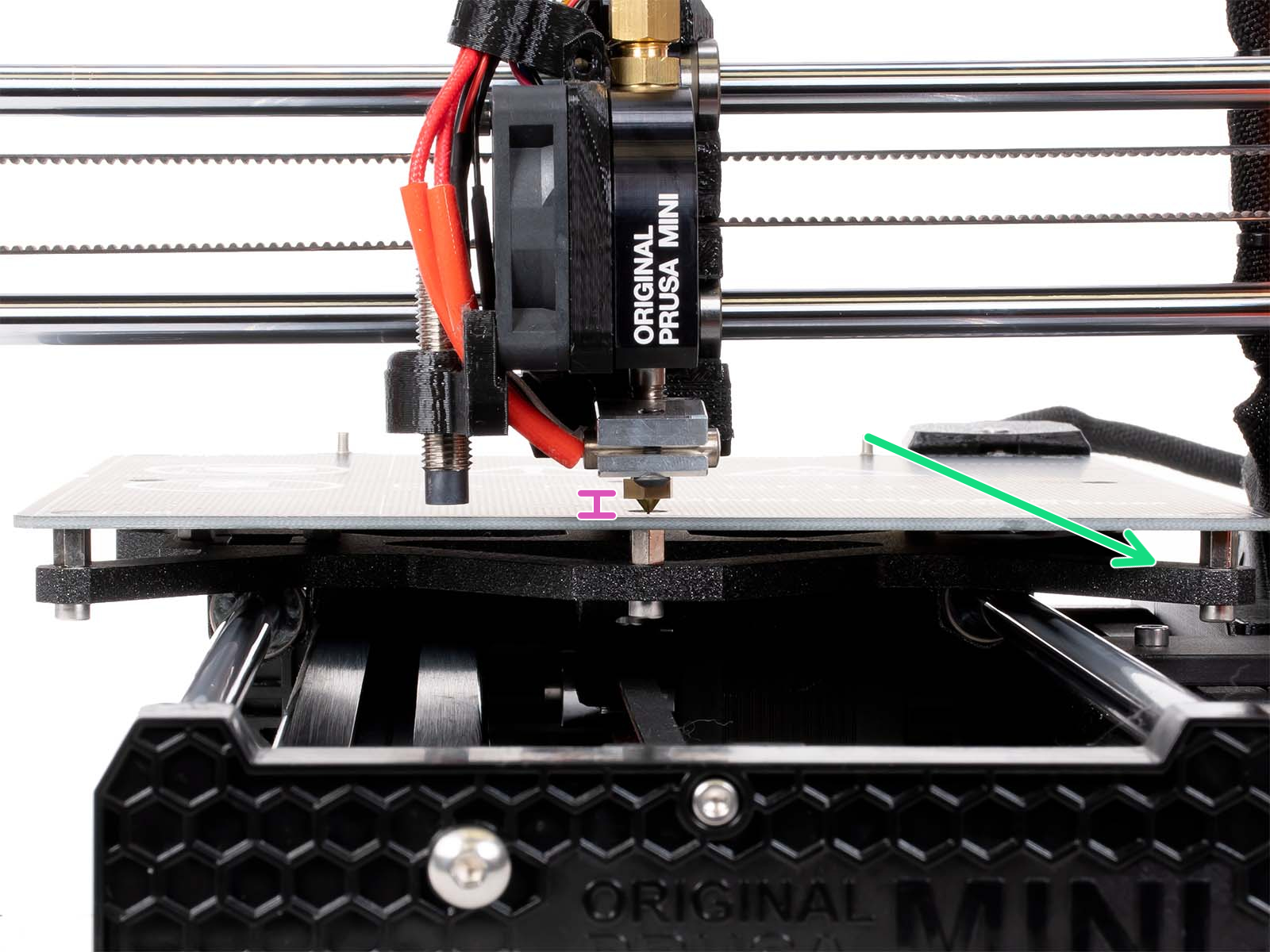 |
- Przyglądając się odległości między dyszą a stołem, przesuń stół od jednego krańca do drugiego (zielone strzałki) i sprawdź, czy występują jakiekolwiek odchyłki. Upewnij się, że nie naciskasz na stół podczas jego przesuwania!
Osie YZ
Na tym etapie sprawdzimy oś Y (oś stołu) w relacji do osi Z, upewnimy się, że pręty liniowe osi X są równoległe do siebie i prostopadłe do osi Z, powodując, że dysza będzie ustawiona idealnie w osi pionowej.
- Przy wyłączonych silnikach, przesuń głowicę do prawej strony osi X.
- Przesuń stół do przodu.
- Przejdź do menu LCD: Ustawienia → Ruch osi → Ruch Z i obracaj pokrętło w lewo, aż głowica/wózek osi X znajdzie się w okolicach 100-150 mm nad stołem.
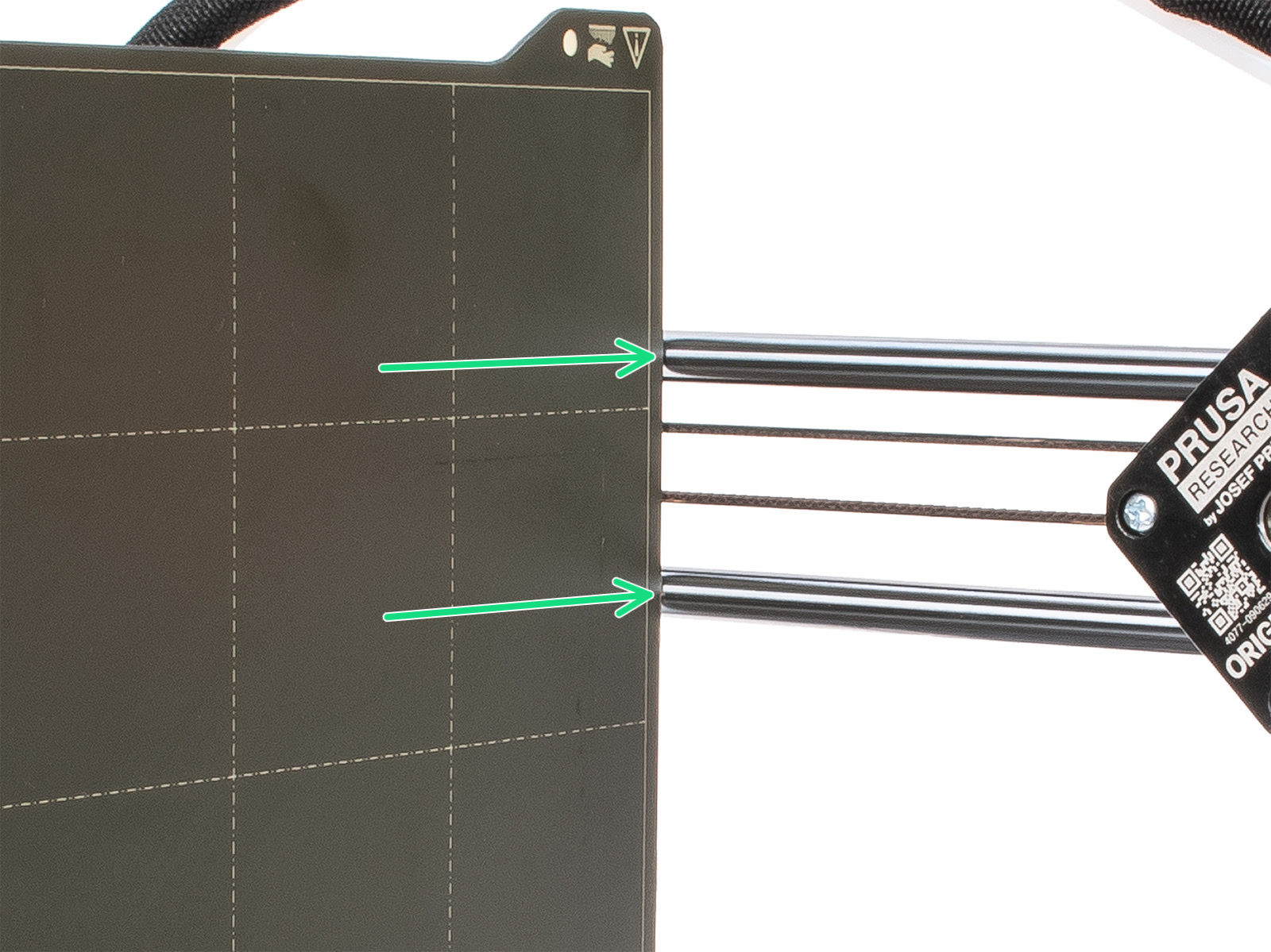
- Oprzyj stalową płytę na stole, tak aby tylne wcięcie było skierowane do dołu. Obydwa pręty osi X powinny równo dotykać krawędzi płyty po jej przysunięciu.
- Jeśli nie dotykają krawędzi płyty równo, ostrożnie skręć końcówkę osi X [X-end] w odpowiednim kierunku. Do przekręcenia końcówki konieczne może być poluzowanie dwóch śrub umieszczonych w osi prętów liniowych.
{kind=link}
 |  |
- Przejdź do Ustawienia → Wyłącz silniki i przesuń głowicę do lewej strony osi X.
- Potwierdź to samo jeszcze dwa razy - z płytą ustawioną na przerywanej linii oznaczonej "50" oraz "150".
 |  |
Osie XZ
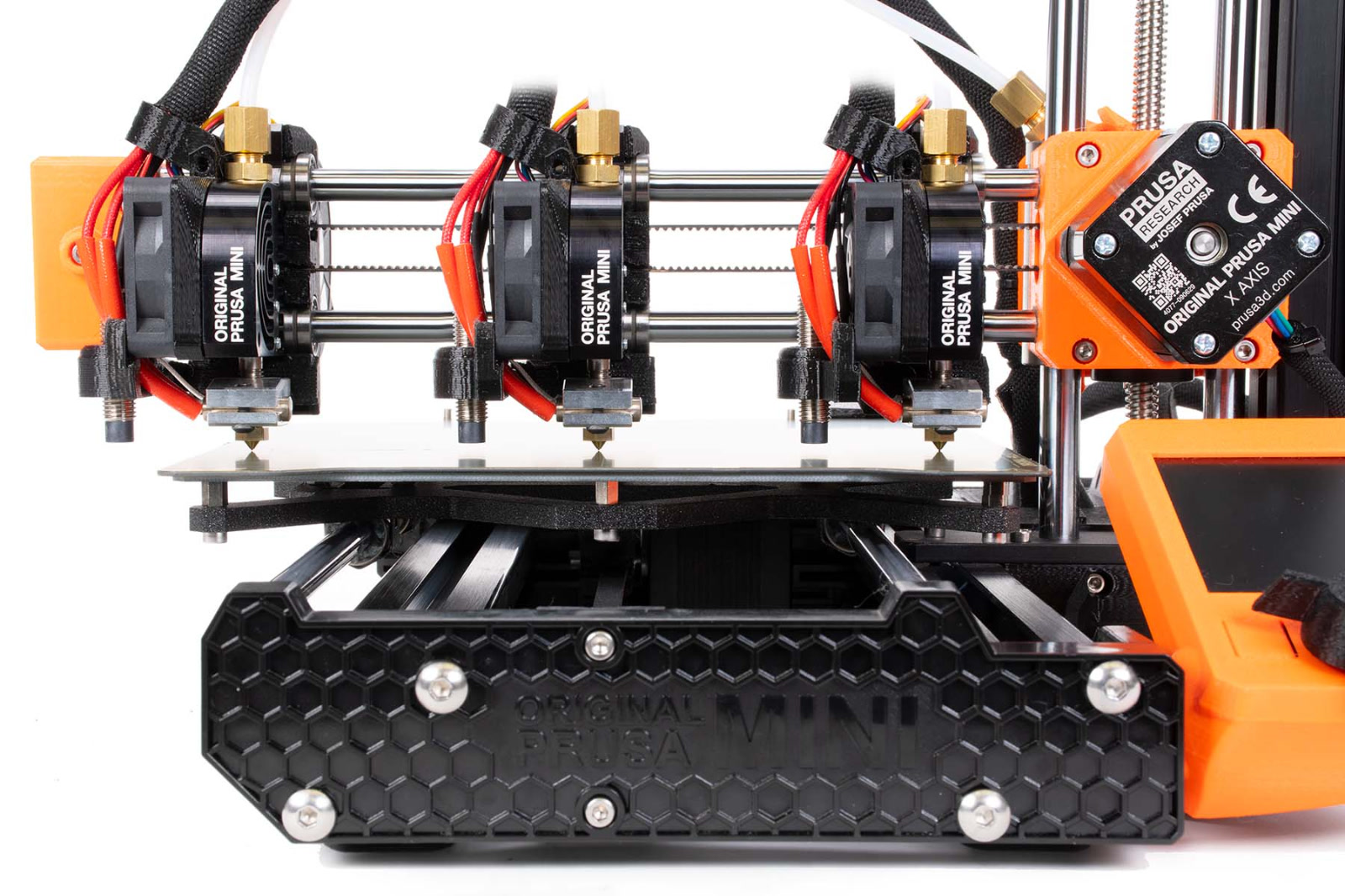
Na tym etapie upewnimy się, że dysza znajduje się w takim samym położeniu względem płaszczyzny stołu na całej długości osi X. Przy nieprawidłowym ustawieniu, Kalibracja pierwszej warstwy (MINI/MINI+) nie będzie mieć równej grubości na całej długości osi, więc w pewnych obszarach będzie bardziej ściśnięta (bardziej spłaszczona), niż w innych.
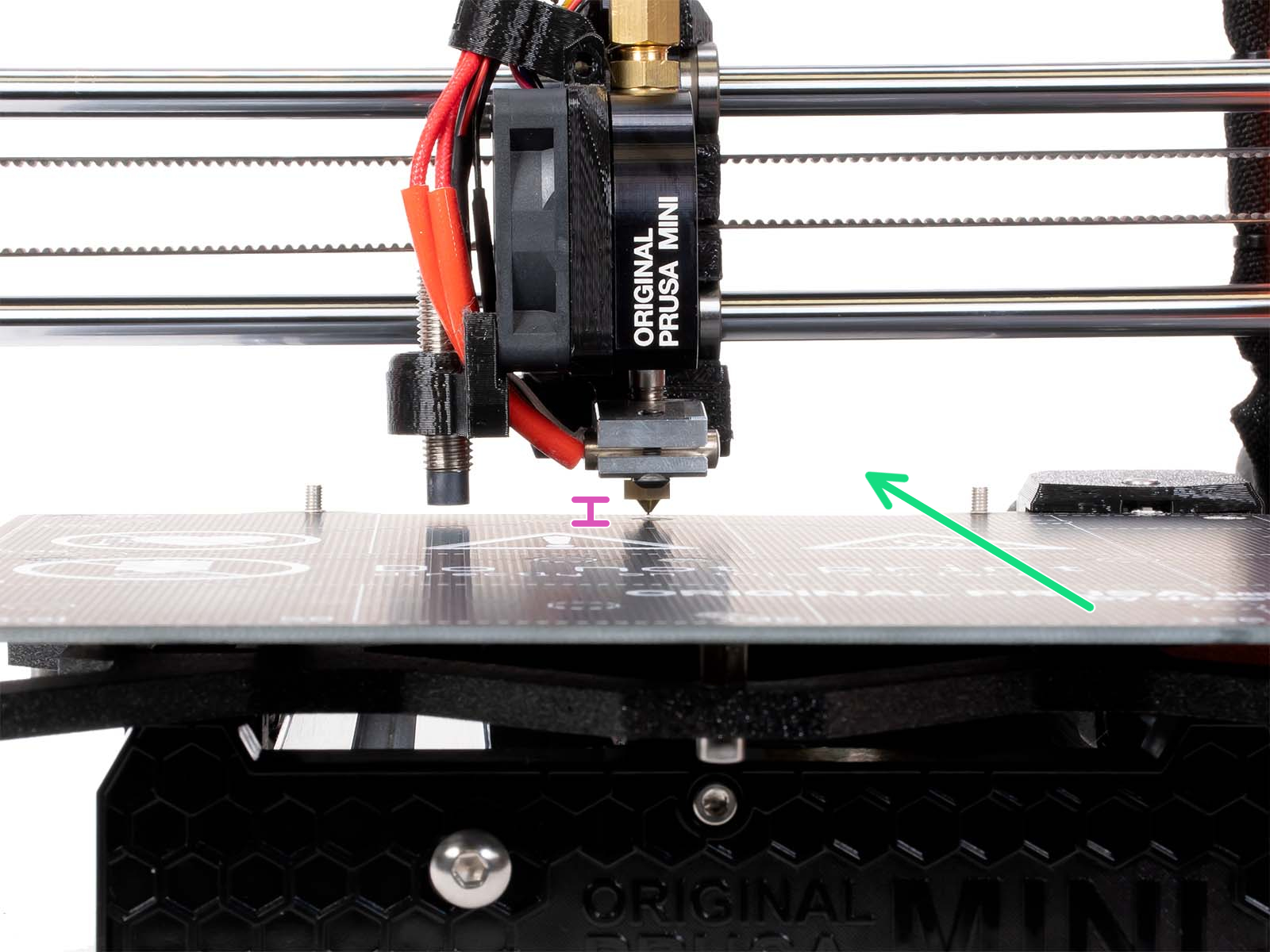
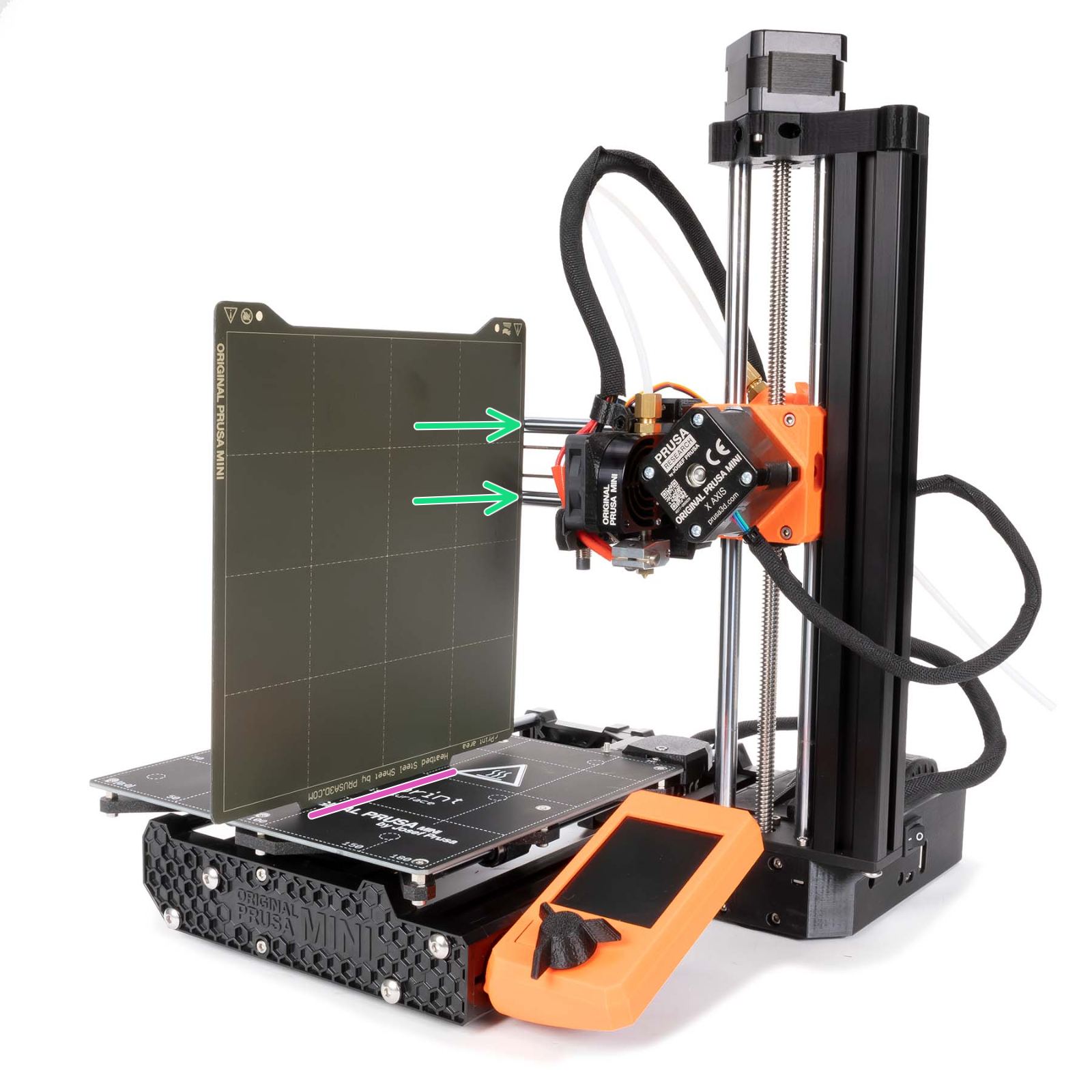
- Zbazuj osie drukarki (menu LCD → Kalibracja → Auto bazowanie), co spowoduje przesunięcie głowicy do prawej strony osi X, blisko stołu (ilustracja z lewej). Zwróć uwagę na odległość końcówki dyszy od stołu (purpurowy znacznik, ilustracja z lewej).
- Wyłącz silniki krokowe: restartując drukarkę przyciskiem obok ekranu LCD lub z menu LCD Ustawienia → Wyłącz silniki.
- Przesuń głowicę do lewej strony i sprawdź, czy odległość się zmienia. Końcówka dyszy powinna znajdować się w takiej samej odległości od stołu na całej długości osi X.
 Drukarka z przekoszeniem osi XZ na lewo.
Drukarka z przekoszeniem osi XZ na lewo.
Korekcja osi XZ
Skorygujemy skos przez przestawienie profilu osi Y. Będzie do tego potrzebny klucz imbusowy 3 mm.
- Wybazuj osie drukarki (menu LCD → Kalibracja → Auto bazowanie).
- Wyłącz silniki krokowe: restartując drukarkę przyciskiem obok ekranu LCD lub z menu LCD Ustawienia → Wyłącz silniki.
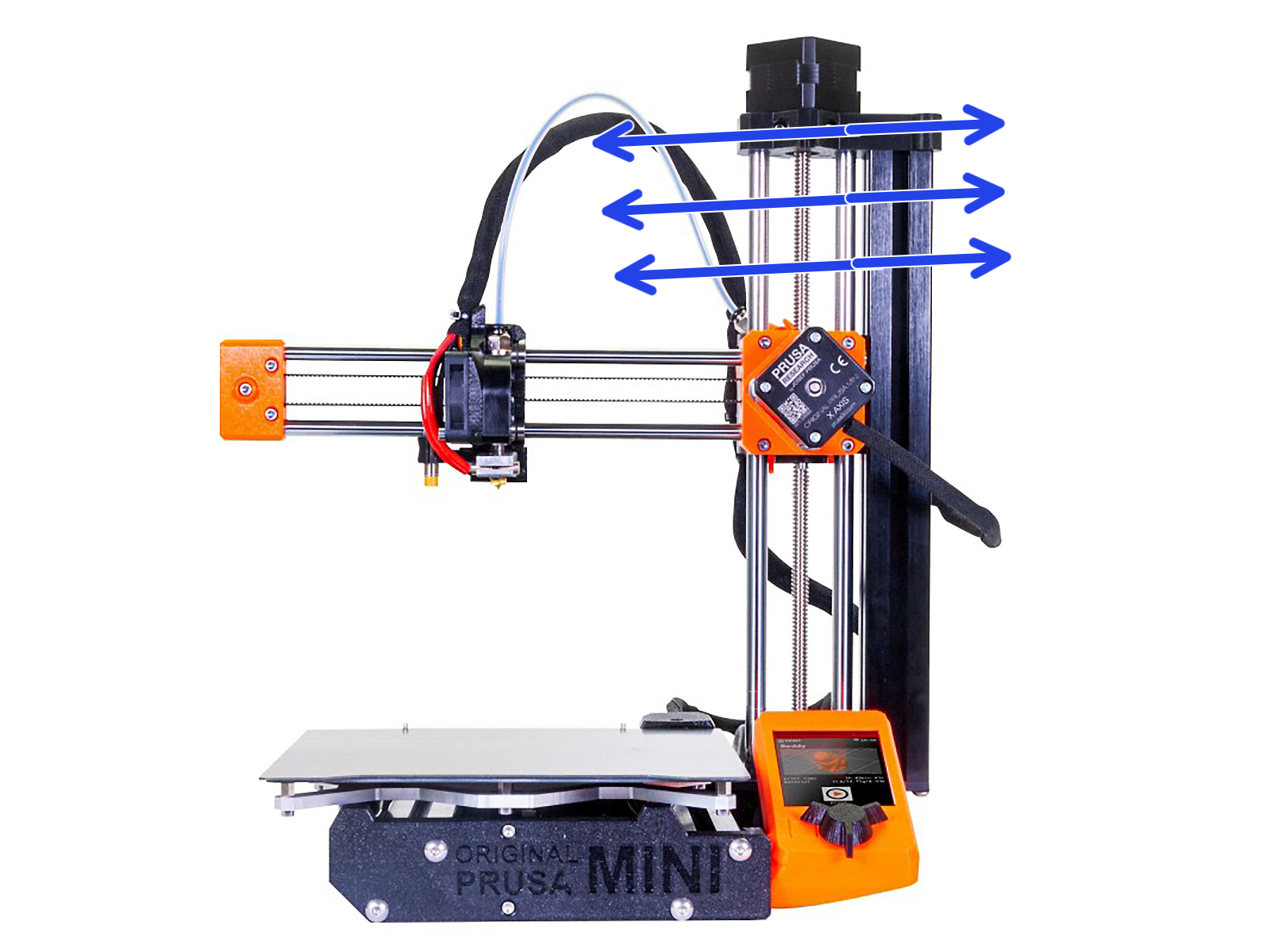
- Używając klucza imbusowego 3 mm, poluzuj po dwie śruby bliżej osi Z, na przedniej i tylnej płycie osi Y (purpurowe i zielone strzałki). Nie wykręcaj śrub całkowicie, tylko poluzuj je o około 1/4 obrotu.
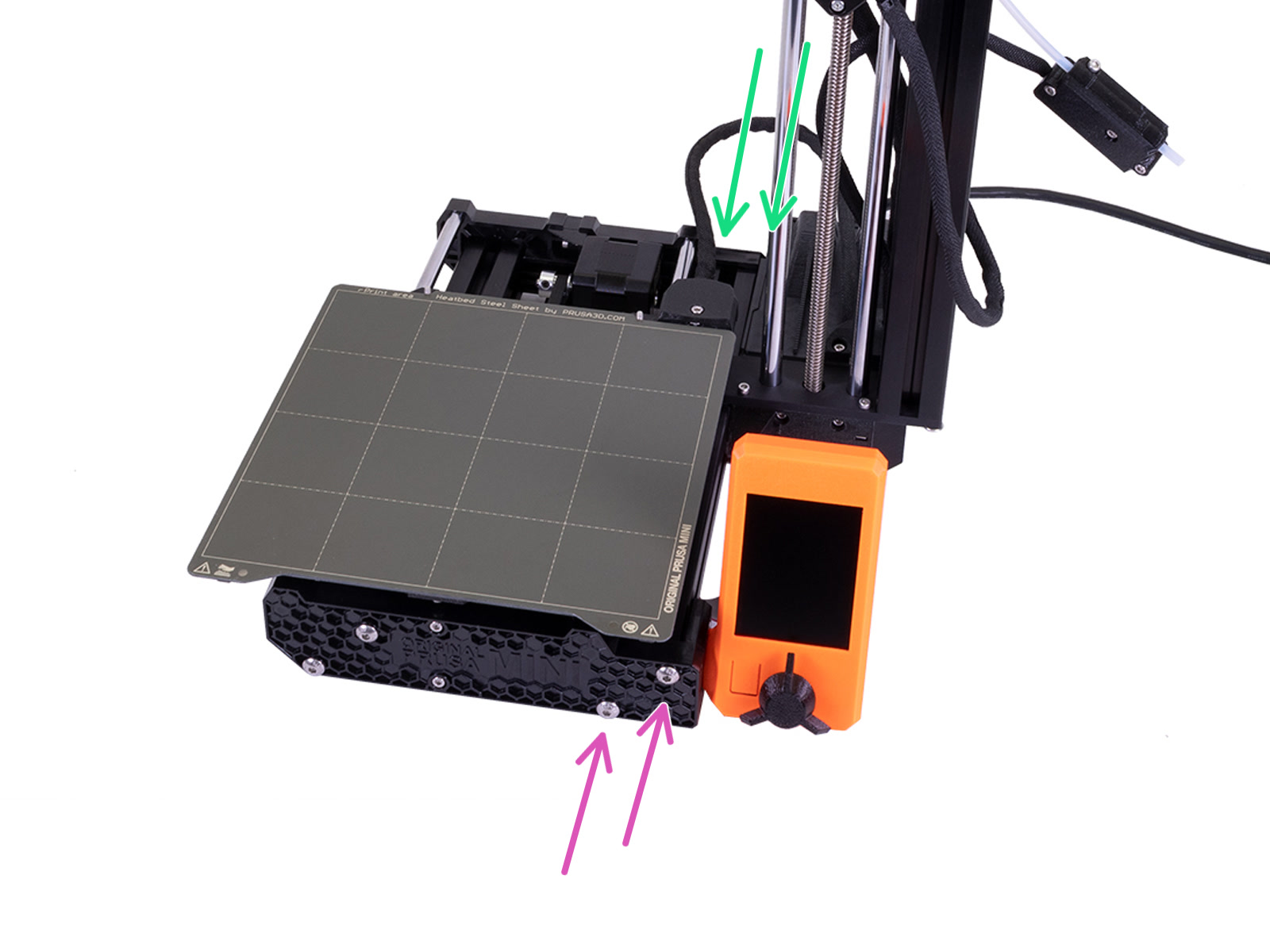
- Ostrożnie dociśnij/stuknij kolumnę osi Z w kierunku stołu lub w kierunku przeciwnym (niebieskie strzałki), w zależności od kierunku skosu. Użycie zbyt dużej siły może spowodować uszkodzenie drukarki.
- Przesuń głowicę wzdłuż stołu, aby upewnić się, że końcówka dyszy znajduje się w takiej samej odległości od stołu na całej długości osi X (zielona strzałka).
Drukarka po korekcji, bez skosu.
- Jeśli rezultat Cię satysfakcjonuje, dokręć 4 śruby na przedniej/tylnej płycie, które zostały poluzowane w kroku 3.
Dokładne ustawienie osi XZ
Przy bardzo małych odchyłkach (0,5-1 mm), ustawienie przy użyciu wyżej opisanej metody może być trudne. Użyj metody opisanej dalej do dokładnej kalibracji, ale ważne jest, aby dwie końcowe śruby nie różniły się głębokością o więcej niż 0,5-1 mm.
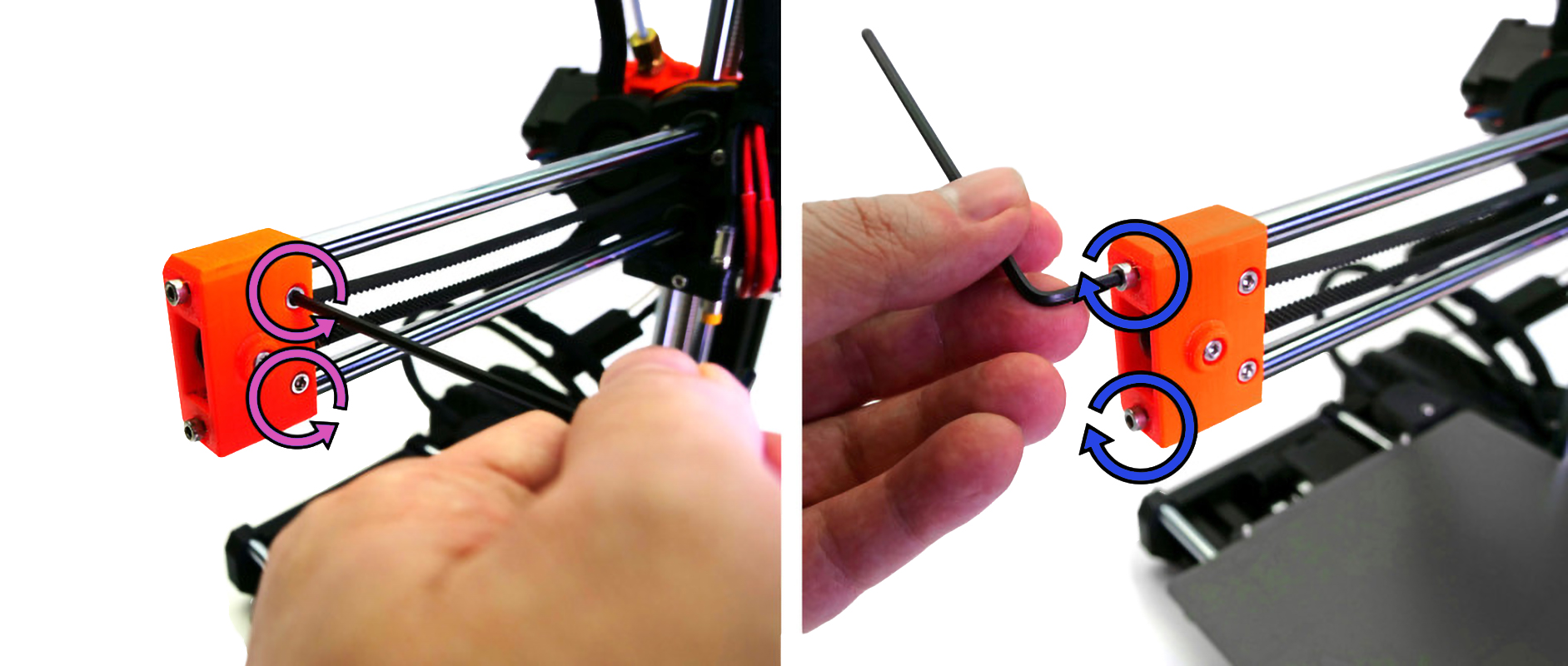
Przestawienie w dół
- Poluzuj dwie śruby widoczne z przodu drukarki (purpurowe strzałki).
- Dokręć górną śrubę na końcówce (górna niebieska strzałka). Spowoduje to obniżenie ramienia osi X, korygując skos.
- Zamocuj końcówkę osi X ponownie, dokręcając śruby.
Przestawienie w górę
- Poluzuj dwie śruby widoczne z przodu drukarki (purpurowe strzałki).
- Dokręć dolną śrubę na końcówce (dolna niebieska strzałka). Spowoduje to podniesienie ramienia osi X, korygując skos.
- Zamocuj końcówkę osi X ponownie, dokręcając śruby.