Le hotend d'une imprimante 3D peut se boucher. Cet article explique les causes les plus courantes de ce problème, qui sont généralement les mêmes quel que soit le type ou le modèle d'imprimante. Nous avons ensuite un article séparé avec des conseils sur la façon d'empêcher le bouchon de se former en premier lieu.
À quoi cela ressemble-t-il
Le symptôme le plus évident est que le filament ne sort pas de la buse. Cependant, veuillez noter que la hotend peut également être obstruée partiellement. Les bouchons partiels se révèlent généralement à mi-impression, même après avoir pu charger ou décharger le filament.
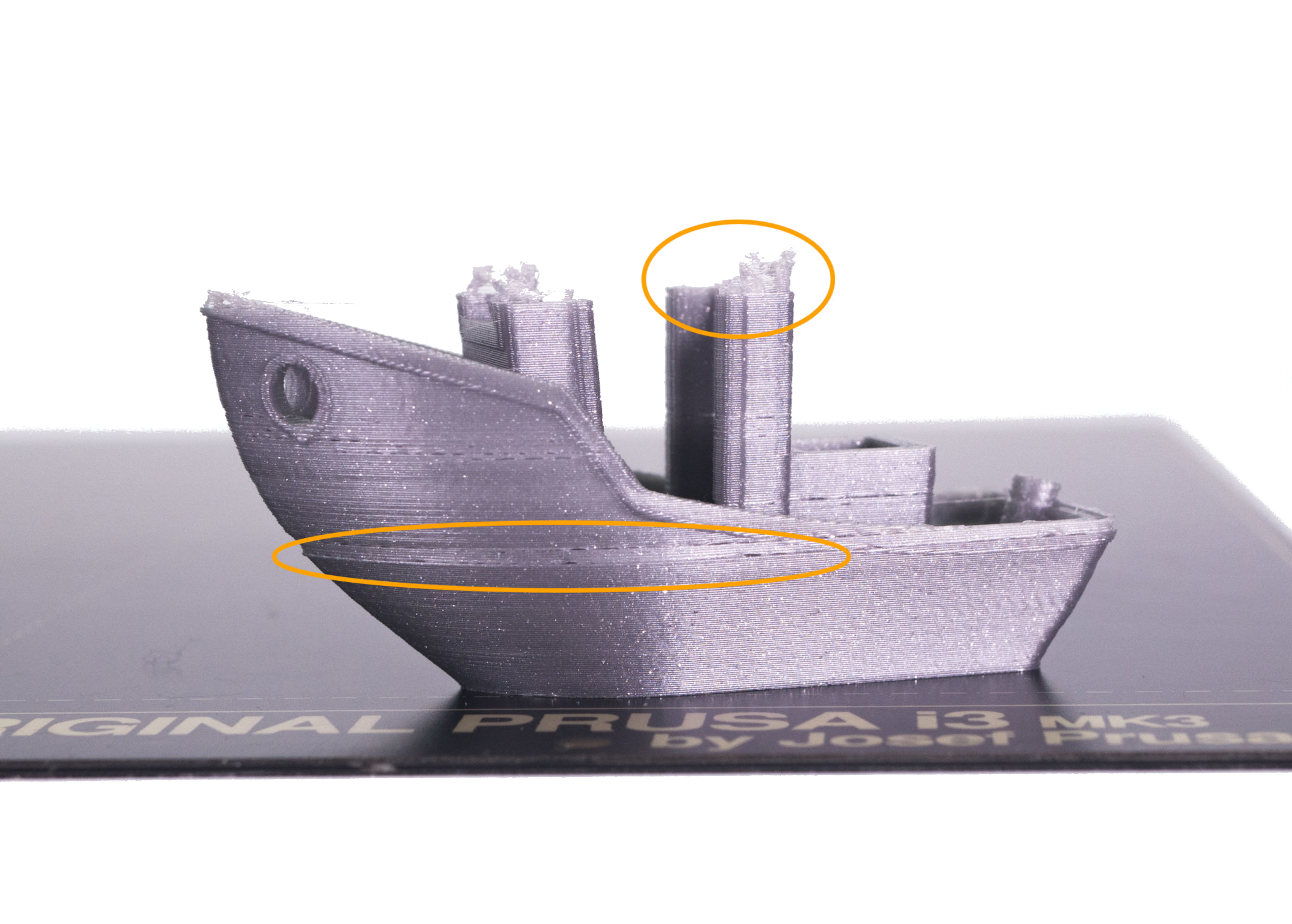
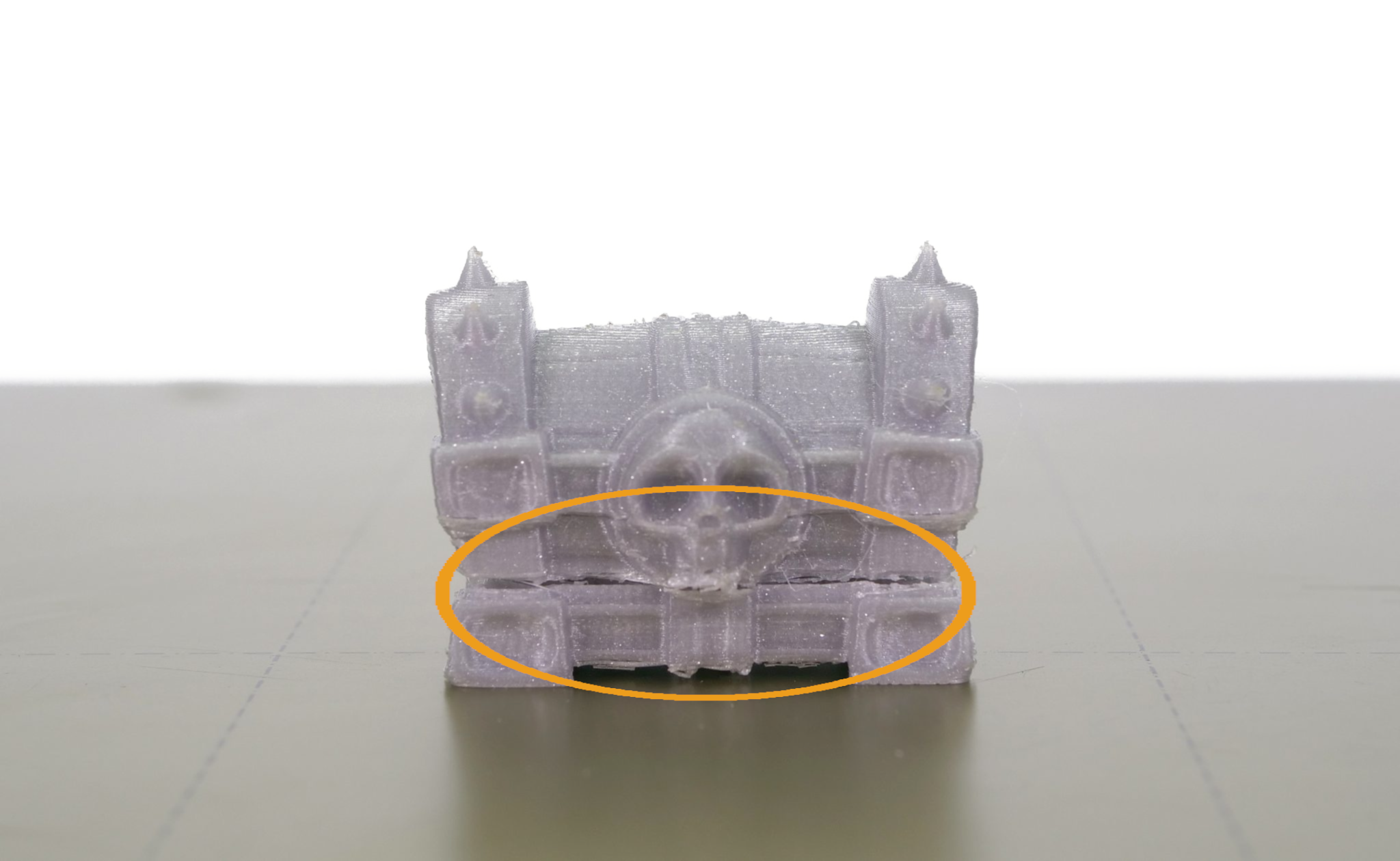
Les premiers signes indiquant que la buse commence à se boucher sont :
- Le filament n'est pas extrudé de manière régulière hors de la buse
- Les lignes imprimées semblent beaucoup plus fines et parfois ne collent pas à la plaque de construction.
- Le filament extrudé s'enroule et colle à la buse lorsqu'il est purgé.
Un autre signe courant est que vous pouvez entendre des sons de clics ou de tic-tac de l'extrudeur. Le son de clic de l'extrudeur signifie que le moteur pas à pas doit exercer plus de force qu'un seuil prédéfini spécifique et qu'il saute en arrière d'un ou plusieurs pas (sauts) pour soulager la pression.
 |  |
Comment réparer cela
Il existe trois méthodes principales pour traiter ce problème. Pour choisir la bonne méthode, voyez s'il est possible ou non de charger/décharger le filament. Les bouchons partiels peuvent généralement être fondus ou tirés à froid, les bouchons plus complexes qui empêchent même le chargement du filament appellent la troisième méthode décrite ci-dessous.
Avant de commencer avec l'une de ces méthodes, déchargez le filament et retirez-le de l'extrudeur. Pour faciliter le travail, déplacez la tête de l'extrudeur vers le haut de 10-15 cm via le Menu LCD -> Réglages -> Déplacer l'axe -> Déplacer l'axe Z.
Traction à froid (cold pull)
Une traction à froid est un bon point de départ si vous avez un bouchon. Si le filament peut être chargé et déchargé sans aucun problème, mais qu'il y a toujours des problèmes lors de l'impression, nettoyez l'intérieur de votre hotend en utilisant la technique de la Traction à froid (MK3/S/+, MK2.5/S, MK3.5/S).
Forcer le bouchon à sortir
S'il n'est pas possible de charger le filament, essayez de ramollir le bouchon en augmentant la température de la buse, puis forcez-le à sortir. Ceci est similaire à la procédure de traction à froid.
Pour éviter toute complication, désactivez le chargement automatique du filament dans le Menu LCD -> Réglages -> AutoCharg F., avant de procéder.
- Allez dans le Menu LCD -> Réglages -> Température -> Buse. Réglez la température de la buse à 260 °C si vous avez utilisé du PLA ou à 280 °C si vous avez utilisé du PETG ou de l'ABS.
- Une fois que la buse a atteint la température requise, attendez 2 minutes - le filament devrait commencer à couler/goutter.
- Insérez l'aiguille d'acupuncture fournie (0,3 mm à 0,35 mm de diamètre) dans la buse par le bas. Insérez-la de 1-2 cm pour aider à dégager le bouchon. Ne l'insérez jamais par le haut et ne chargez pas de filament pendant que l'aiguille est insérée.
- Si cela n'a pas aidé, essayez d'utiliser un fil métallique rigide et droit de 1,5 mm d'épaisseur et de 100 mm de long : insérez-le dans la hotend pour voir jusqu'où il peut aller et poussez dessus, en essayant de forcer le filament vers le bas dans la buse, puis dehors. Vous pouvez également utiliser la plus petite des clés Allen fournies. Elle n'est pas très longue cependant, alors retirez le cache du capteur de filament pour aller plus loin.
- Chargez du filament PLA. Le nouveau bout doit pousser le reste du matériau bloqué hors de la buse.
Nettoyez les pièces de la hotend
Si vous n'avez pas réussi, il est important de déterminer où se trouve exactement le bouchon. Comme dit précédemment, une hotend bouchée n'est pas la même chose qu'une buse bouchée : le matériau peut être coincé même au-dessus.
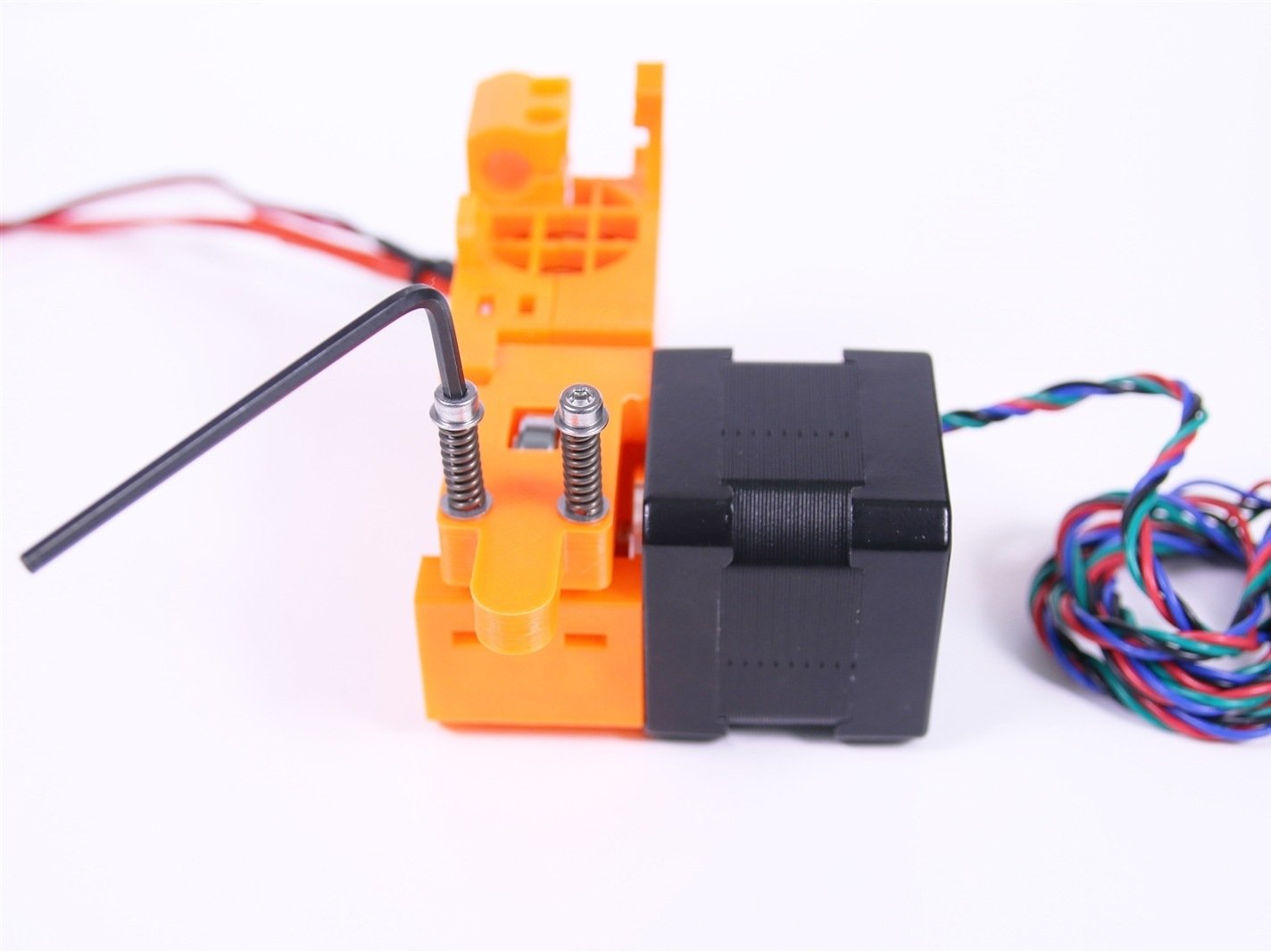
Ouvrez la porte de l'idler de l'extrudeur et vérifiez si vous ne voyez pas un morceau de filament sortir du tube PTFE.
- Si vous avez une MK2/S, dévissez les deux vis M3x40 avec des ressorts, la porte devrait alors s'ouvrir toute seule.
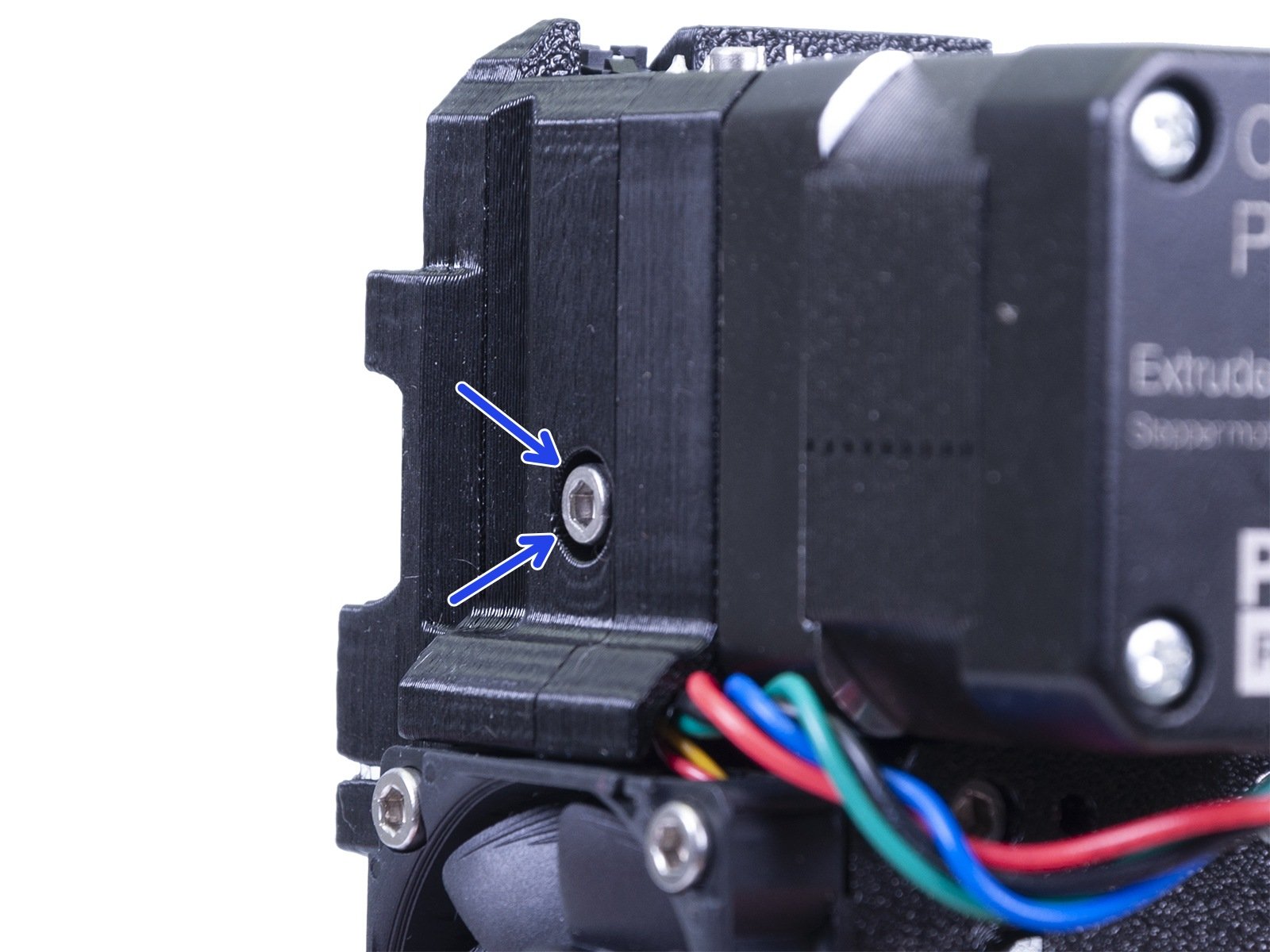
- Si vous avez une MK3 ou une MK2.5, dévissez les deux vis M3x40 sous la fenêtre hexagonale (elles ont aussi des ressorts dessus).
- Si vous avez une MK3S ou une MK2.5S, dévissez l'unique vis M3x40 (également avec un ressort).
{kind=link}
{kind=link}
{kind=link}
Filament coincé dans le tube PTFE
Si le filament est coincé dans le tube en téflon blanc, vous devez retirer la hotend de l'extrudeur. Utilisez ce guide pour ce faire (étapes 2 - 5). Vous vous retrouverez avec la hotend exposée, suspendue devant vous. Préchauffez-la via le Menu LCD -> Réglages -> Températures -> Buse (260 °C si vous avez utilisé du PLA ou jusqu'à 280 °C si vous avez utilisé du PETG ou de l'ABS) et voyez si vous pouvez retirer le filament en le tirant du tube PTFE à l'aide d'une pince.
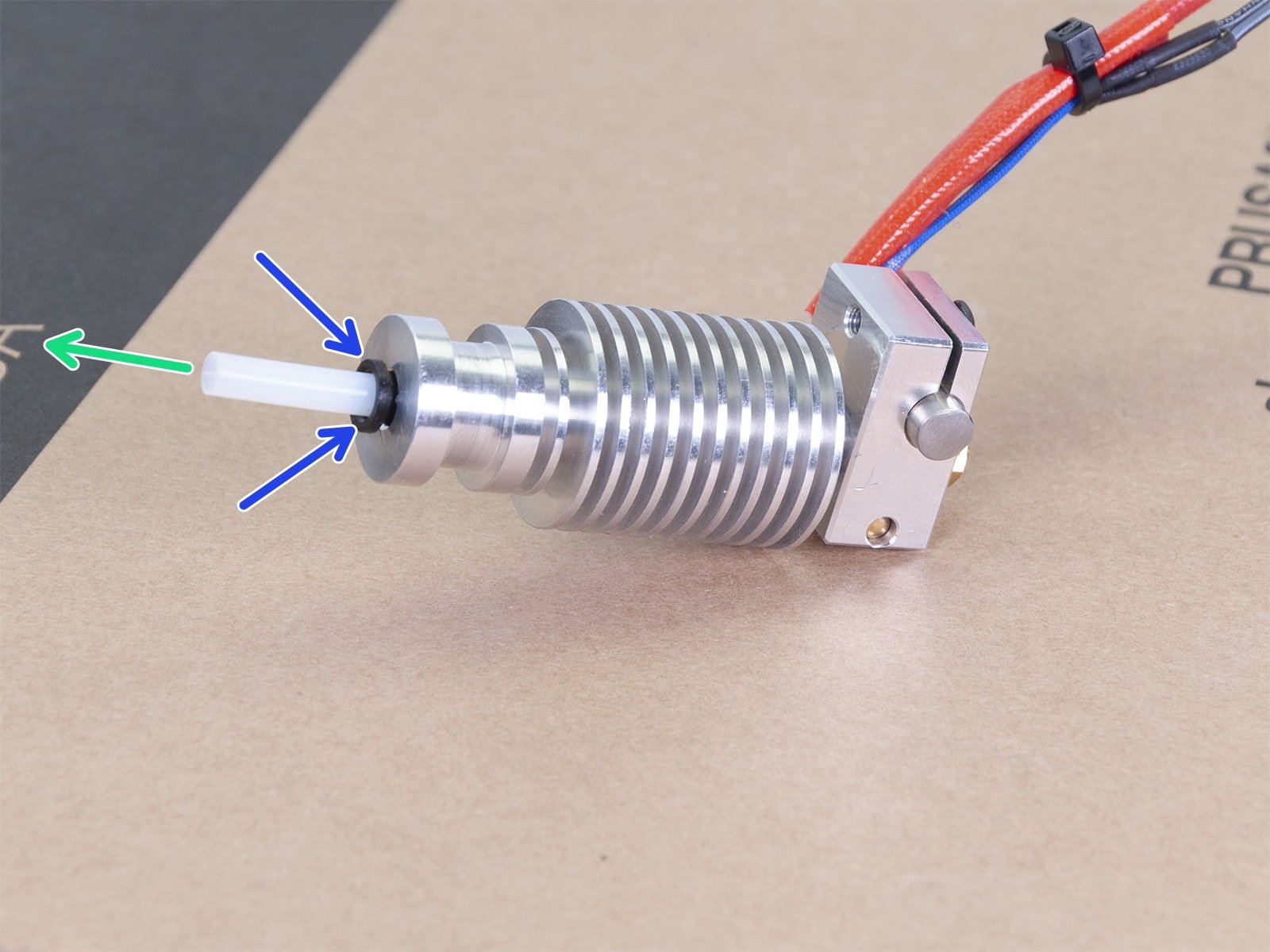
Parfois, il est nécessaire de retirer le tube PTFE, auquel cas vous devez pousser le collet en nylon noir vers le dissipateur thermique, afin de le dégager. Tout en appuyant sur le collet, tirez le tube PTFE vers l'extérieur.
{kind=link}
Si le tube PTFE a été endommagé de façon permanente par le bouchon ou lors de son retrait, vous pouvez en acheter un nouveau sur notre boutique en ligne (MK3S, MK2.5S ou MK2/S, MK3, MK2.5). Lorsque vous insérez le nouveau tube PTFE, assurez-vous à nouveau qu'il est bien fixé par le collet : vous devez tirer le collet vers le haut d'environ 1 mm tout en poussant le tube PTFE vers le bas. Cela garantira qu'il n'y a pas de jeu car le tube PTFE ne peut pas bouger à l'intérieur de la hotend. Le fait de ne pas fixer le tube PTFE peut provoquer un bouchon.
Filament coincé à l'intérieur de la buse
Si le tube PTFE est vide, des débris peuvent être coincés dans la buse. Dévissez-la du bloc de chauffe (consultez ce guide pour savoir comment procéder). Il existe deux façons de la nettoyer : mécaniquement ou à l'aide de solvants chimiques.
- Pour nettoyer mécaniquement la buse, une fois retirée de la hotend, chauffez-la à l'aide d'un décapeur thermique ou éventuellement d'un sèche-cheveux, et extrayez la matière collée avec une pince à bec fin ou une pince à épiler.
- Si vous utilisiez du PLA ou de l'ABS, il est possible de nettoyer chimiquement la buse. L'ABS se dissout dans l'acétone et le PLA dans le tétrahydrofurane ou l'acétate d'éthyle. Plongez votre buse dans l'une de ces substances pendant quelques heures à toute la nuit, puis utilisez la pince à bec effilé ou une pince à épiler pour retirer la masse gluante.
Après avoir résolu le bouchon
Nettoyez les engrenages Bondtech
Si vous avez eu un bouchon, ils peuvent également avoir collecté des résidus de broyage du filament qui, à leur tour, réduiront leur force de saisie sur le filament. Assurez-vous de nettoyer cela. Ouvrez la porte de l'idler et nettoyez chaque rainure de l'engrenage à l'aide d'un cure-dent ou de l'aiguille d'acupuncture fournie avec l'imprimante.
Couvrez le tube PTFE pour éviter que des débris ne tombent dedans. Vous pouvez utiliser un coton-tige - il couvrira de manière fiable le tube sans l'endommager). Une fois le nettoyage terminé, donnez-lui une bonne bouffée d'air pour éliminer les restes, pendant que le tube PTFE est toujours couvert.
Calibration
Si vous avez changé la buse, vous devez refaire au moins la Calibration de la première couche, car cela peut avoir changé avec la nouvelle buse.
Si vous avez démonté et remonté l'extrudeur et/ou la hotend, nous vous recommandons de passer par la calibration XYZ complète, suivi de la Calibration de la première couche.