Im Falle einer Verstopfung in Ihrem Hotend könnte das Filament gegen die Bondtech-Zahnräder schleifen und so beschädigt werden, dass es nicht mehr entladen werden kann. Es kann direkt über dem PTFE-Schlauch abreißen, wenn Sie versuchen, es mit der Hand herauszuziehen. In diesem Fall muss das Filament manuell entfernt werden.
Spannrollentür öffnen
Öffnen Sie die Spannrollentür, indem Sie die federbelastete(n) Spannschraube(n) auf der linken Seite des Extruders entfernen.
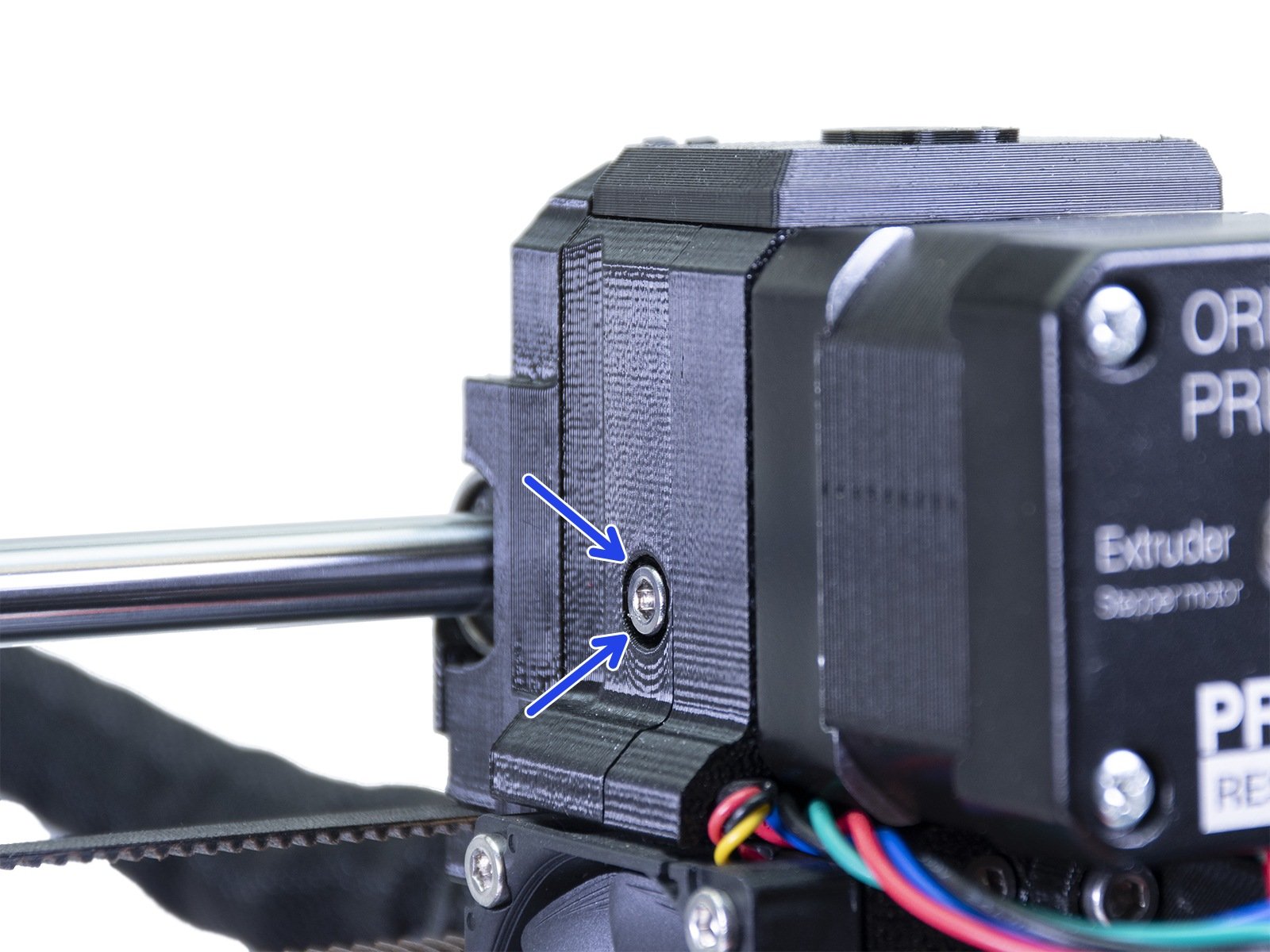 | 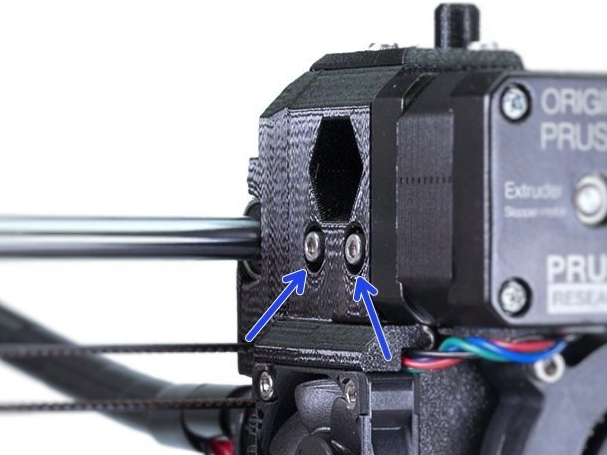 |
| MK3S, MK3S+, MK3.5/S Extruder (einzelne Spannschraube) | MK3 Extruder (zwei Spannschrauben) |
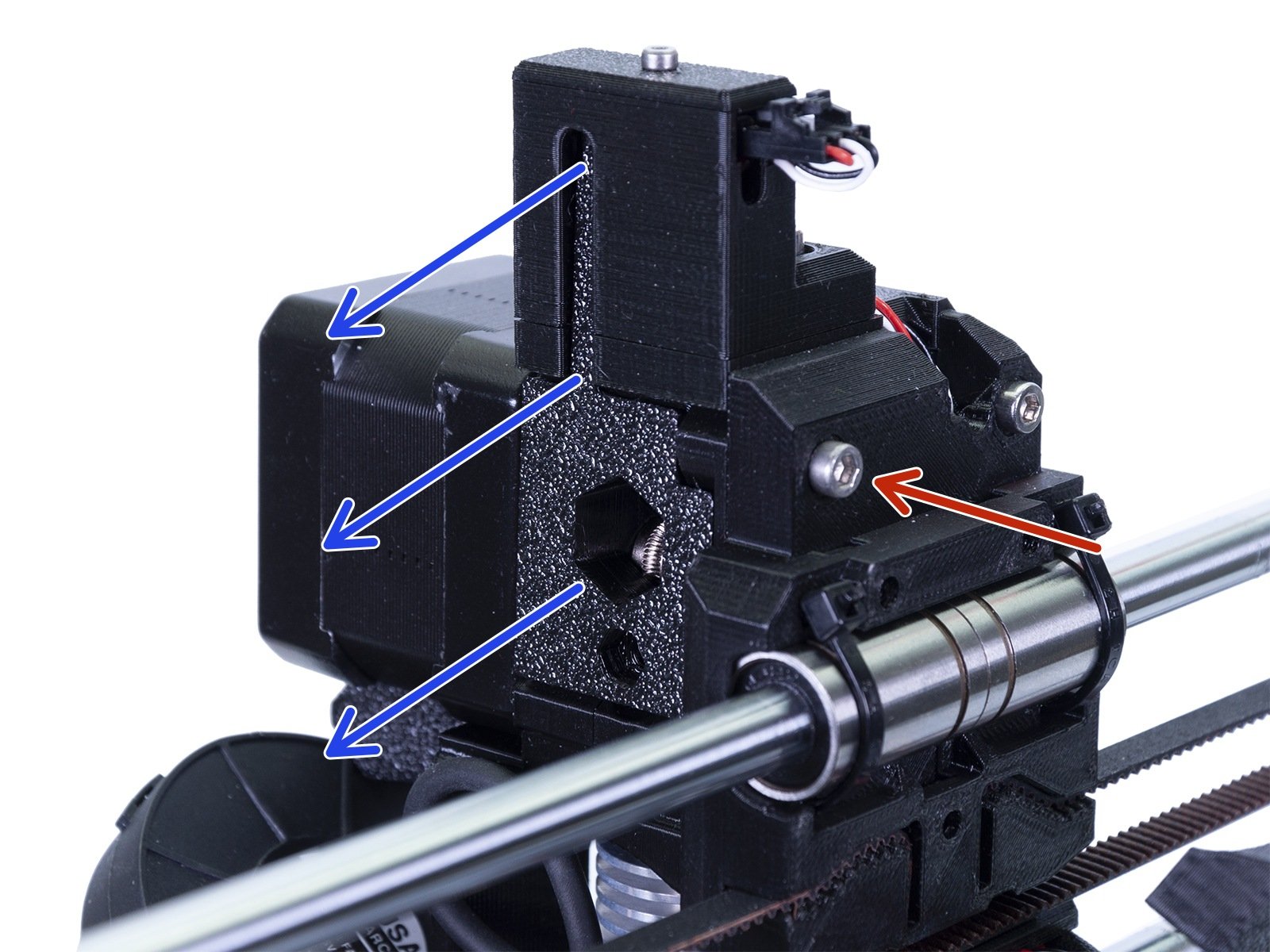
MMU2S/MMU3 Spannrollentür
Wo ist es gebrochen?
 |  |
| Verwenden Sie Methode 1 | Verwenden Sie Methode 2 |
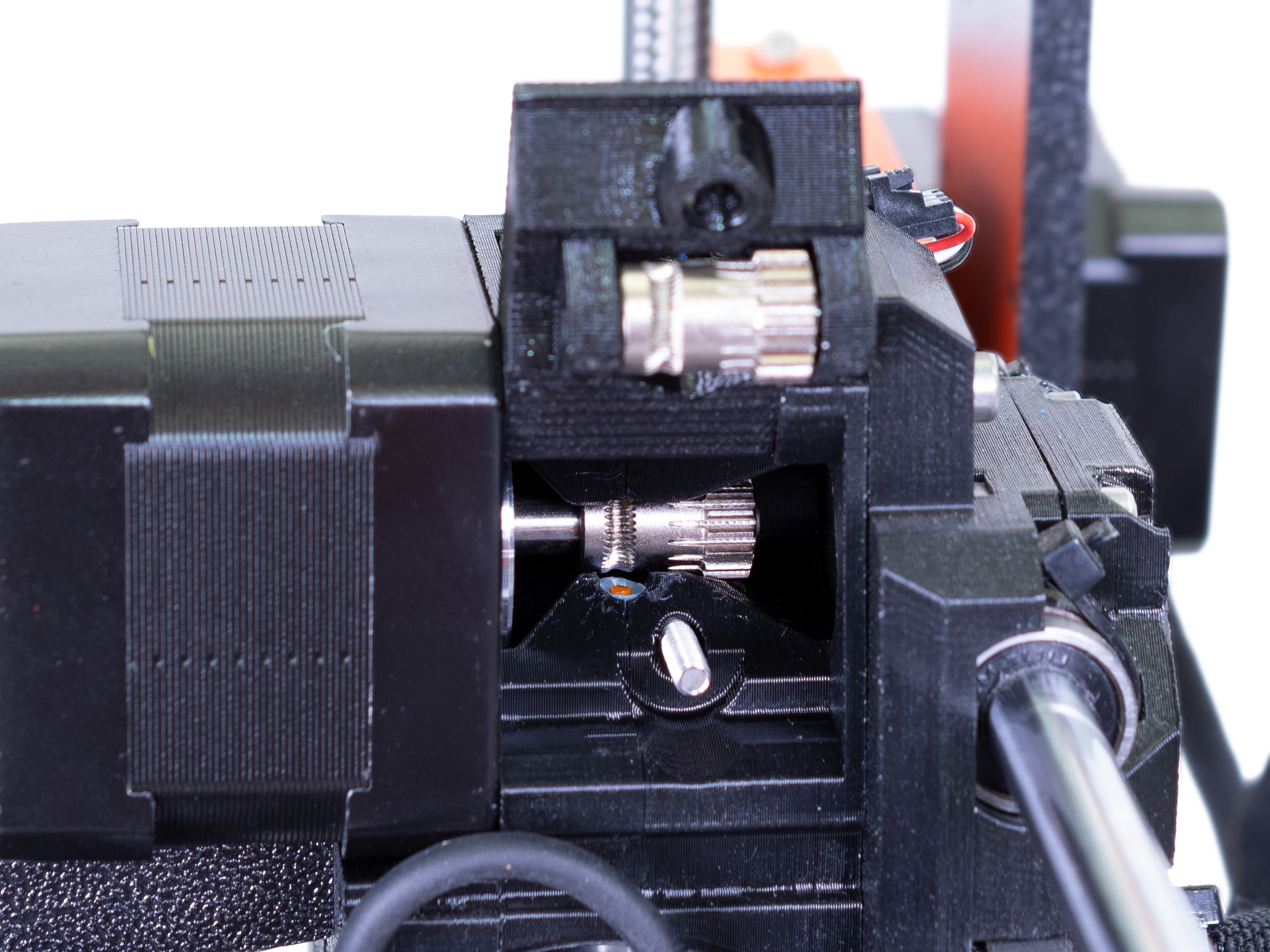
Wenn das Filament direkt an der Kante des PTFE gerissen ist, sollten Sie mit Methode Nr. 1 beginnen, bei der Sie versuchen, das Filament durch das Hotend zu drücken. Wenn 0,5-1cm aus dem Filament herausstehen und die Bondtech-Filamentscheibe erreichen, beginnen Sie mit Methode Nr. 2, indem Sie das Filament mit einer Zange herausziehen.
Einrichtung
- Gehen Sie zum LCD-Menü -> Einstellungen -> Temperatur -> Düse und stellen Sie die Temperatur auf 280ºC ein. Warten Sie 3-5 Minuten mit dem Hotend bei dieser Temperatur.
- Im LCD-Menü unter Einstellungen, wählen Sie Stepper deaktivieren.
- Gehen Sie zum LCD-Menü -> Einstellungen -> F. Autoload [aus], so dass Autoload nicht stört.
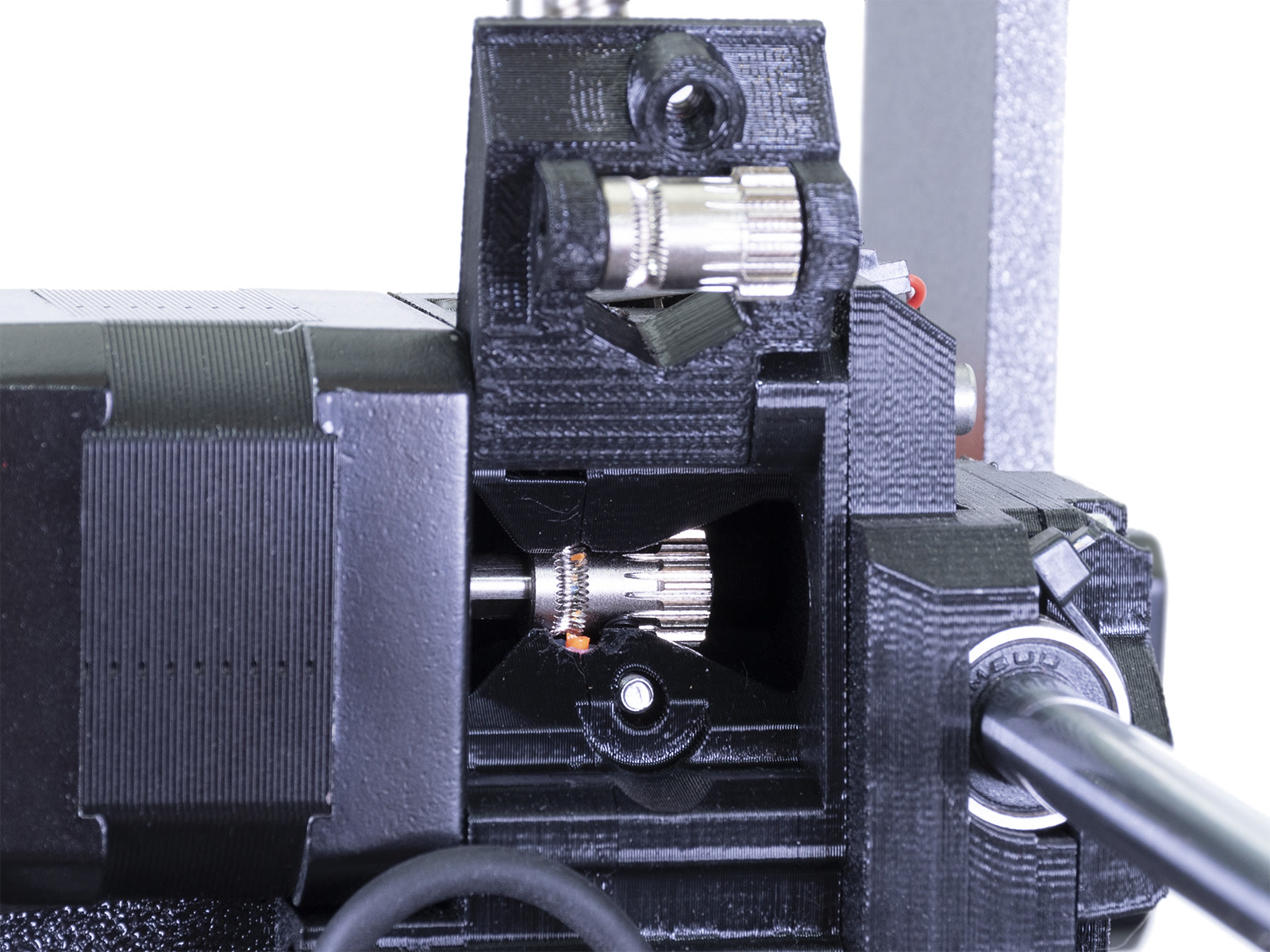
Methode 1: Durchdrücken des Filaments durch das Hotend
Mit einem weiteren Stück Filament, einem dünnen (1-1,5 mm) Innensechskantschlüssel oder einem Draht mit gleichem Durchmesser, mindestens 4,5 cm lang für den MK3(s) und 6 cm lang für die MMU2s, können Sie das Stück oft einfach durchschieben.
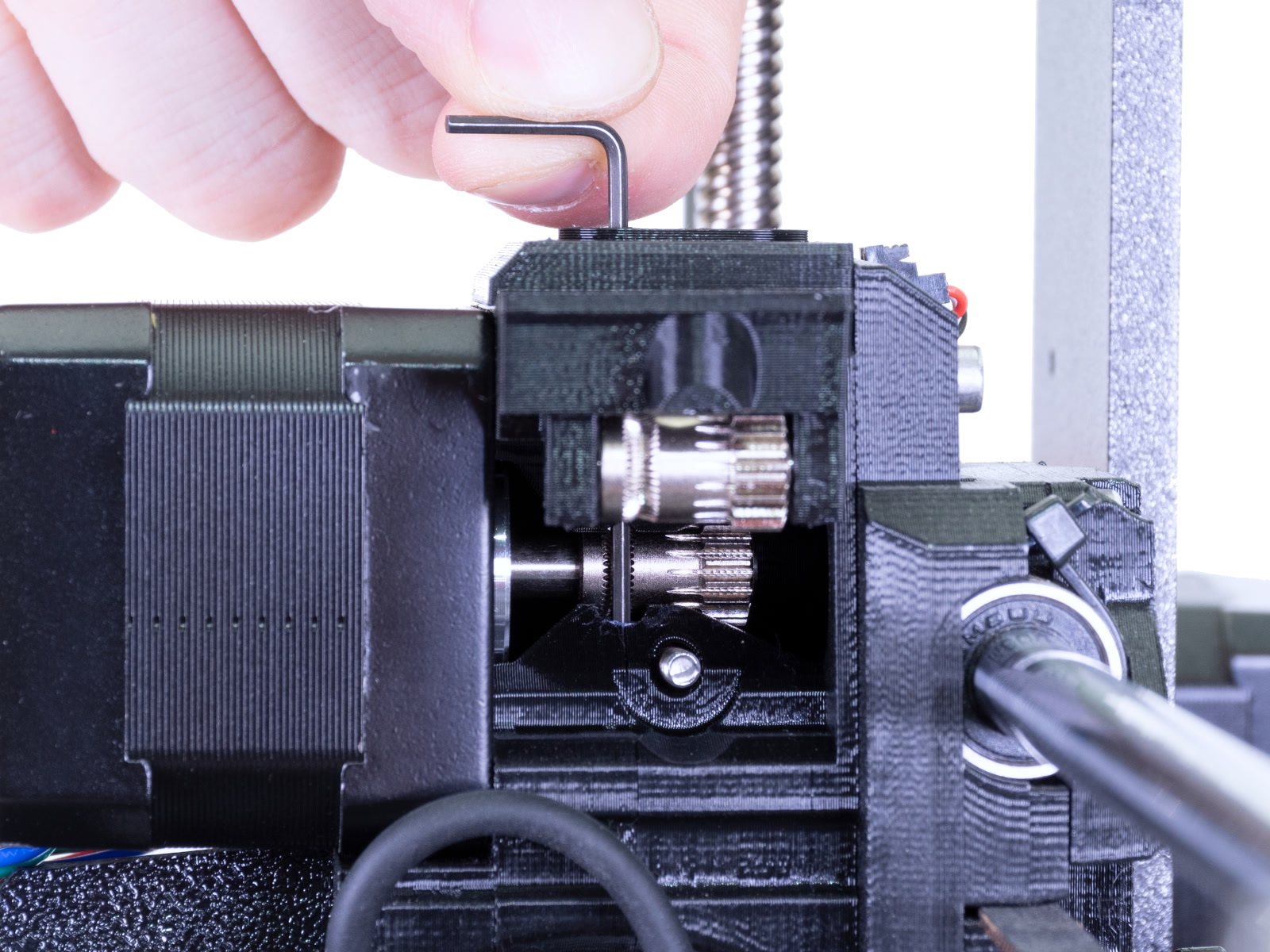
- Führen Sie von der Oberseite des Extruders das Werkzeug Ihrer Wahl durch das Bondtech-Getriebe nach unten und auf das festsitzende Filament.
- Für den Fall, dass das Filament beginnt, unten extrudiert zu werden, drücken Sie das Filament weiter, um die Düse zu reinigen und den Farbwechsel zu sehen.
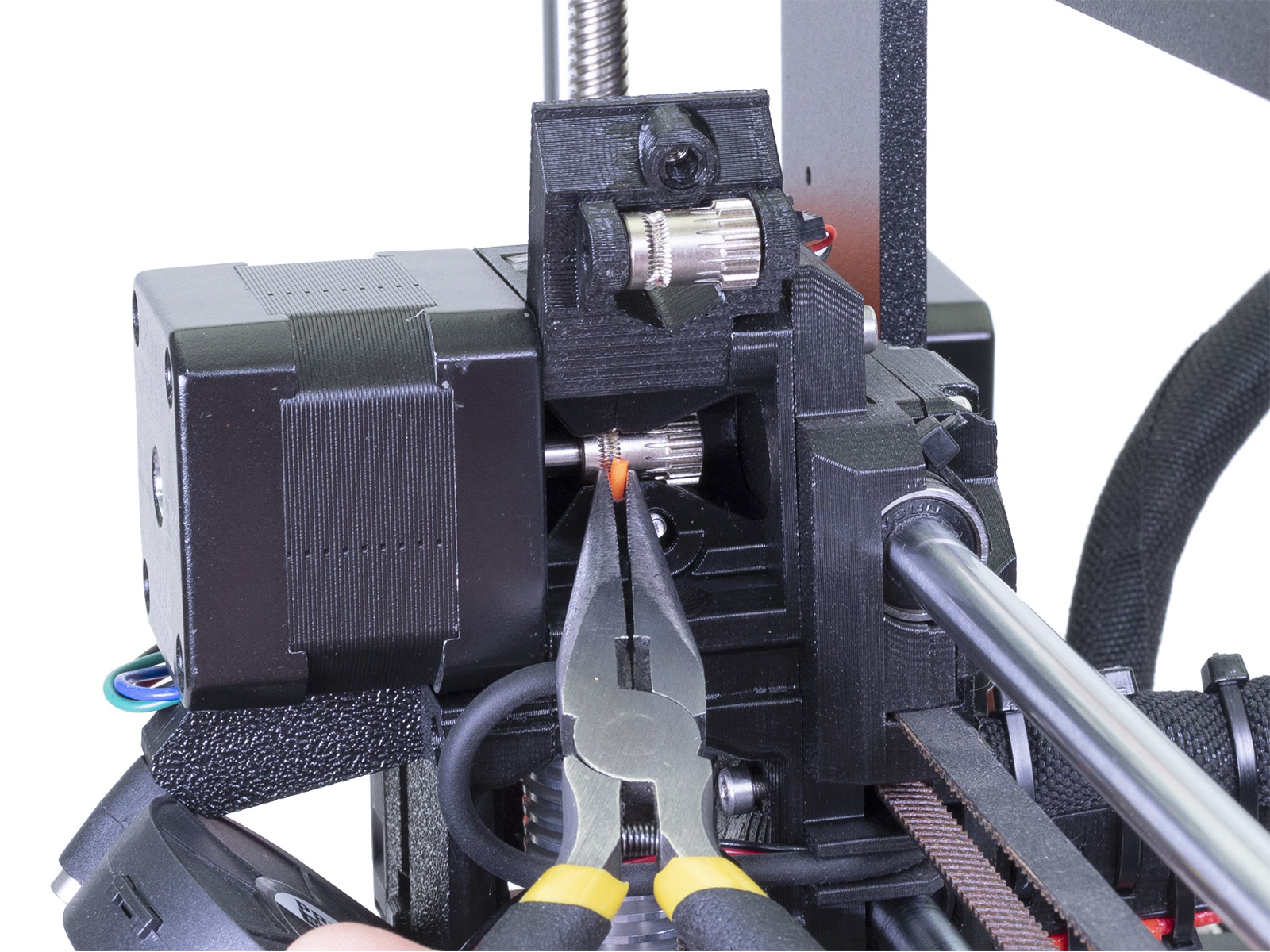
Methode 2: Filament mit einer Zange herausziehen
Während das Hotend auf 280ºC erhitzt wird, greifen Sie das Filament fest mit der mitgelieferten Spitzzange. Ziehen Sie das Filament langsam, Stück für Stück, nach oben durch die Oberseite des Extruderkörpers, bis es vollständig aus dem PTFE-Schlauch entfernt ist.
Das Filament kann auf dem Weg nach oben, durch den es geführt wird, an der Geometrie hängen bleiben. Es ist auch möglich, es aus der Spannrollentür herauszuziehen.
Nein, es steckt immer noch fest
Wenn keine dieser Methoden funktioniert, bedeutet dies, dass die Spitze den Teil des Heizelements, der erhitzt wird, nicht berührt und im PTFE-Schlauch festsitzt. In diesem Fall müssen Sie den PTFE-Schlauch herausziehen. Folgen Sie die unten verlinkten Anleitung, um das Problem zu lösen.