Materiały wykorzystywane do druku 3D w technologii FFF są w większości higroskopijne. Oznacza to, że łatwo pochłaniają cząsteczki wody ze środowiska, w którym się znajdują. Materiał, w którym zebrała się wilgoć, może nie zachowywać się zgodnie z oczekiwaniami podczas drukowania.
Zapobieganie
Niektóre filamenty są bardziej higroskopijne niż inne. Kiedy używasz nowego materiału, upewnij się, że znasz jego właściwości i optymalny sposób przechowywania. Najlepiej jest unikać suszenia filamentu, jeśli to możliwe.
Najlepiej jest przechowywać filamenty w zamkniętej przestrzeni lub pudełku, w którym znajduje się jakiś materiał osuszający. Jeśli masz ograniczoną dostępność do tego typu magazynu, w pierwszej kolejności przechowuj w nim filamenty, które są bardziej higroskopijne. Np. PLA nie zmienia zbytnio swoich właściwości pod wpływem wilgoci, podczas gdy na poliamid wpływa ona w dość znacznym stopniu.
Możesz kupić pojemnik przeznaczony do utrzymywania filamentu w suchości (jak nasz Prusa USS Drybox) lub wykonać własny.
Innym popularnym rozwiązaniem utrzymania filamentu w suchości jest używanie worków próżniowych do przechowywania. Istnieją worki przeznaczone typowo dla filamentów, ale możesz użyć każdego, który zmieści szpulę w środku. Trzymaj środek osuszający w worku podczas przechowywania filamentu.
Druk Multi-Tool
W drukarkach takich jak Original Prusa XL, gdzie filament jest ładowany bezpośrednio do głowic narzędziowych, wilgotność filamentu ma kluczowe znaczenie. Podczas drukowania z wieloma głowicami, nieużywane narzędzia pozostają nagrzane (temperatura spoczynku jest domyślnie ustawiona na 70°C). Jeśli filament jest wilgotny, woda jest uwalniana do wnętrza głowicy, powodując powstanie nitek. W takich przypadkach nawet PLA może wchłonąć wystarczającą ilość wilgoci, aby spowodować problemy z drukowaniem. Sprawia to, że XL jest bardziej podatna na wilgoć z filamentu w porównaniu do drukarek jednonarzędziowych, dlatego zalecamy suszenie filamentu przed drukowaniem na Original Prusa XL.
Jak rozpoznać, czy filament wchłonął wilgoć
W przypadku, gdy na materiał oddziałuje wilgoć, zazwyczaj pierwszym sygnałem będzie niska jakość powierzchni modelu.
W niektórych przypadkach wysoka zawartość wody w filamencie może powodować niską przyczepność warstw, bloby (zgrubienia ze skumulowanego materiału) na wydrukach oraz bulgotanie, strzelanie i dymienie (parowanie) podczas wytłaczania.
Poliamid, PVA i TPU (Flex) są filamentami, które częściej wymagają suszenia niż bardziej popularne filamenty, jak PLA.
Rodzaje szpul Prusamentu
Od października 2025 r. filamenty Prusament są nawijane na przeprojektowaną szpulę, która wprowadza szereg ulepszeń zapewniających jeszcze większą wygodę drukowania. Nowa szpula wyposażona jest w prosty mechanizm blokujący, który sprawia, że jej demontaż jest szybki i łatwy, co pozwala na bezproblemowe uzupełnianie filamentu. Ponadto szpula pozostaje stabilna podczas suszenia filamentu, nawet w wyższych temperaturach.
Dla standardowych (niskotemperaturowych) filamentów stosujemy czarne szpule, które są odporne na temperatury suszenia sięgające nawet 90°C. Natomiast filamenty wysokotemperaturowe (Prusament PEI 1010) są nawijane na szare szpule, które nadają się do stosowania w temperaturach sięgających 150°C. Nowe szpule nie wymagają żadnych dodatkowych przygotowań przed suszeniem.
Na rynku wciąż jednak znajduje się spora liczba starych szpul filamentu, które wymagają dodatkowego przygotowania przed suszeniem filamentu.
Czarna szpula Prusamenut (stara wersja)
Czarne plastikowe boki szpul Prusamentu są mocno wciśnięte w tekturowy cylinder (rdzeń). Plastik rozszerza się wraz z rosnącą temperaturą i powoduje rozpychanie tektury. Kiedy temperatura spada, plastik kurczy się z powrotem do swojego pierwotnego kształtu, ale tektura pozostaje rozciągnięta, co powoduje obluzowanie szpuli. Szpule mogą być bezpiecznie podgrzewane do 45ºC bez występowania tego zjawiska.
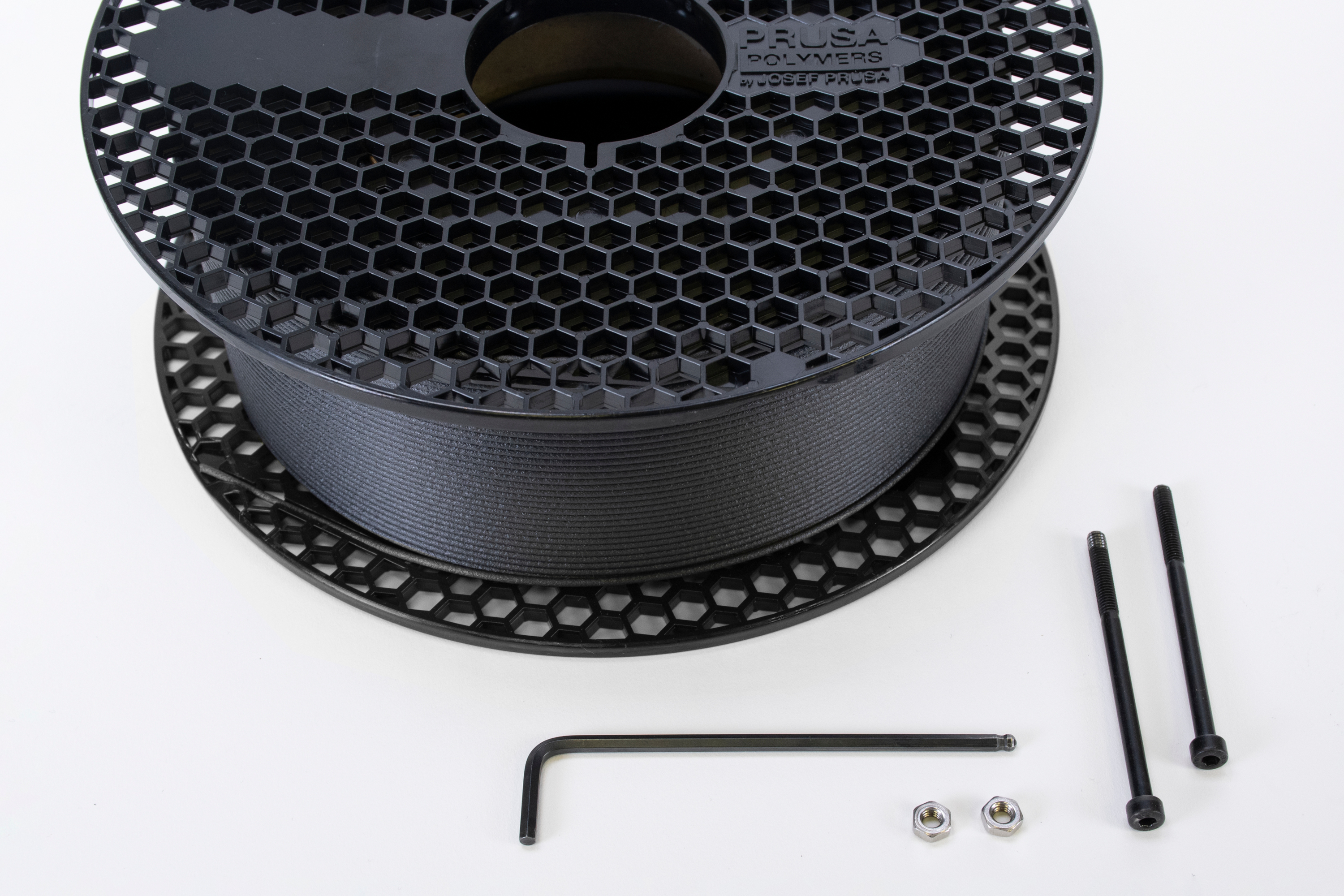
Alternatywnie możesz zastosować śrubę mocującą obie strony. Śruba musi mieć długość co najmniej 65 mm. Na zdjęciach używamy śruby M4x65, dokręcanej kluczem imbusowym 3 mm.
Po rozgrzaniu szpuli do temperatury powyżej 45ºC, śruba będzie musiała pozostać w szpuli do końca jej użytkowania, w przeciwnym razie szpula się rozpadnie.
 |  |
 |  |
Szara szpula Prusamentu (stara wersja)
Szpule Prusamentu z szarymi plastikowymi bokami są klejone do kartonowego rdzenia, aby zapobiec ich rozpadnięciu się. Dodany klej wytrzymuje do 90ºC. Nie ma więc potrzeby stosowania śruby do suszenia tej szpuli, jeśli w/w temperatura nie zostanie przekroczona.
Starsza wersja filamentu PA11CF wykorzystuje szare szpule. Zalecamy przechowywanie tego filamentu w dryboxie, nawet jeśli kolejne użycie nastąpi w niedługim czasie. Jeśli nie jest to możliwe, wysusz filament każdorazowo przed użyciem.
Metody suszenia
Temperatury
Kiedy już masz pewność, że szpula nie rozpadnie się, zalecane są następujące temperatury i czasy dla Prusamentów. Ważne jest, aby nie przekraczać tych temperatur podczas suszenia filamentu, w przeciwnym razie materiał zmięknie i sklei się.
Ważne jest również, aby przestrzegać zalecanych czasów suszenia, aby zapobiec nadmiernemu wysuszeniu.
| Materiał | Temperatura | Czas |
|---|---|---|
| PLA/rPLA | 45°C | 6 godzin |
| Woodfill | 45°C | 6 godzin |
| PVB | 45°C | 8 godzin |
| PETG (wszystkie wersje) | 55°C | 6 godzin |
| TPU | 60°C | 4-6 godzin |
| PP Carbon Fiber/Glass Fiber | 70°C | 2-4 godzin |
| ASA | 80°C | 4 godziny |
| PC Blend | 85ºC | 5 godzin |
| PC Blend Carbon Fiber | 90°C | 4 godziny |
| PC Space Grade | 90°C | 4-6 godzin |
| PA11 Carbon Fiber | 90°C | 6 godzin |
| PEI | 150°C | 8 godzin |
Suszarka do filamentu
Istnieją specjalistyczne pojemniki, które nie tylko utrzymują filamenty w suchości, ale także aktywnie usuwają wilgoć. Zazwyczaj możesz podawać filament z wnętrza pojemnika podczas drukowania.
Sprawdź specyfikację pojemnika, którego zamierzasz użyć, aby upewnić się, że odpowiada ona temperaturze suszenia Twojego filamentu.
Piekarnik
Ponieważ większość ludzi ma w domu piekarnik, wydaje się to najprostszym sposobem suszenia filamentu. Należy jednak zwrócić uwagę na kilka kwestii.
Domowe piekarniki nie mają zbyt precyzyjnego pomiaru temperatury. Wahania, które nie mają wpływu na jedzenie, mogą uszkodzić filament, zwłaszcza o niskiej wytrzymałości temperaturowej, jak PLA. Jeśli używasz piekarnika, zawsze używaj zewnętrznego termometru, aby w razie potrzeby skorygować temperaturę.
Innym problemem jest to, że wiele domowych piekarników nie może być ustawionych na wystarczająco niską temperaturę, aby wysuszyć filamenty bez ich uszkodzenia. Nawet krótkie wystawienie na zbyt wysoką temperaturę uszkodzi filament.
Profesjonalne piece osuszające
Jeśli potrzebujesz wysuszyć techniczne lub silnie higroskopijne materiały (takie jak PEI, PEEK lub nylon z dodatkiem węgla) przy precyzyjnej i stabilnej kontroli temperatury, oferujemy profesjonalne piece osuszające klasy laboratoryjnej.
Oferujemy piece serii UF firmy Memmert, które charakteryzują się precyzyjną regulacją temperatury, regulowaną prędkością wentylatora oraz ustawieniami klapy wentylacyjnej odpowiednimi do suszenia zaawansowanych filamentów.
Suszarka do żywności
Inną metodą suszenia jest przystosowanie suszarki spożywczej do umieszczenia w niej szpuli z filamentami. Dostosowanie polega zazwyczaj na zdjęciu tacek pomiędzy warstwami i umieszczeniu filamentów w środku. Takie dehydratory mają zazwyczaj tylko niskie temperatury, więc przed zakupem sprawdź zalecaną temperaturę suszenia swojego filamentu.