Dopo aver completato correttamente il montaggio dell'aggiornamento Original Prusa MMU2S ed dopo essere passato attraverso il 8. Controllo finale & Calibrazione del manuale di assemblaggio, dovresti essere pronto. Tuttavia, se noti problemi persistenti, abbiamo compilato una lista di controllo di ciò che dovresti riesaminare.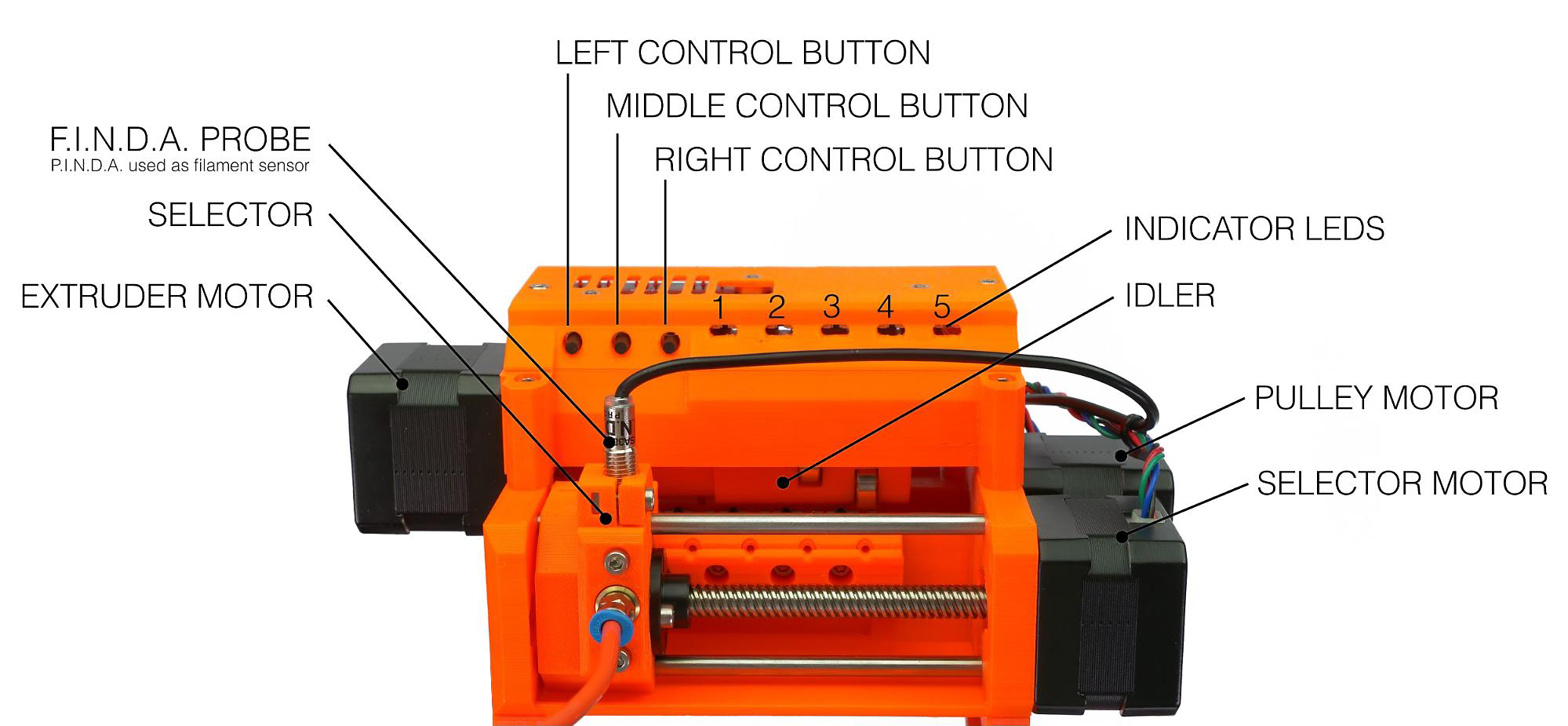
Calibrazioni Necessarie
Con le centinaia di cambi di filamento che possono avvenire in una singola stampa MMU, il sistema deve sapere in ogni momento dove si trova ciascun filamento. Pertanto, sono presenti due sensori, che devono essere entrambi impostati correttamente. È possibile vedere se si attivano correttamente nel menu LCD alla voce Supporto -> Info Sensore. Ciascuno di essi dovrebbe segnalare con "1" la presenza del filamento e con "0" la sua assenza.
Calibrazione sensore di filamento IR
Si tratta di uno dei due sensori della MMU2S, situato sull'estrusore della stampante. Prima di iniziare a stampare, assicurati che il meccanismo del sensore IR del filamento sia calibrato correttamente.
Calibrazione sensore SuperFINDA
Il SuperFINDA è il secondo sensore della MMU2S. La sua posizione è fondamentale per garantire un funzionamento corretto. Il suo blocco potrebbe anche accumulare detriti o stringhe derivanti dal cambio di filamento. Per configurarlo e ispezionarlo, consultare la sezione Setup e troubleshooting FINDA.
Configurazioni Hardware
Tensione delle viti dell'Idler
Proprio come la vite dell'idler dell'estrusore, anche le controparti sulla MMU2S devono essere tirate al punto giusto. Se le molle dell'idler sono troppo strette, potrebbe far saltare il motore dell'idler. Un serraggio eccessivo può anche causare "l'ingolfamento" delle puleggie con il filamento.
Per trovare la tensione perfetta, stringere la vite a circa 0,5 mm (0,02") sotto il bordo del foro, su entrambi i lati del corpo dell'idler, e seguire i seguenti passaggi:
- Tutti e 5 i filamenti devono essere caricati nella posizione della puleggia dentata..
- Spostare il selettore all'estrema destra ( il quinto filamento) e tornare indietro, premendo a lungo i pulsanti di controllo destro e sinistro.
- Se si sente un clic, allentare leggermente le viti e provare a spostare nuovamente il selettore.
- Ripetere l'operazione fino a quando non si sente più alcun clic.
Posizionamento delle bobine e del buffer
I porta bobine non devono essere troppo vicini l'uno all'altro. Idealmente, i rocchetti dovrebbero essere posizionati come descritto e mostrato nel manuale (immagine sotto).

Ispezione dell'assemblaggio
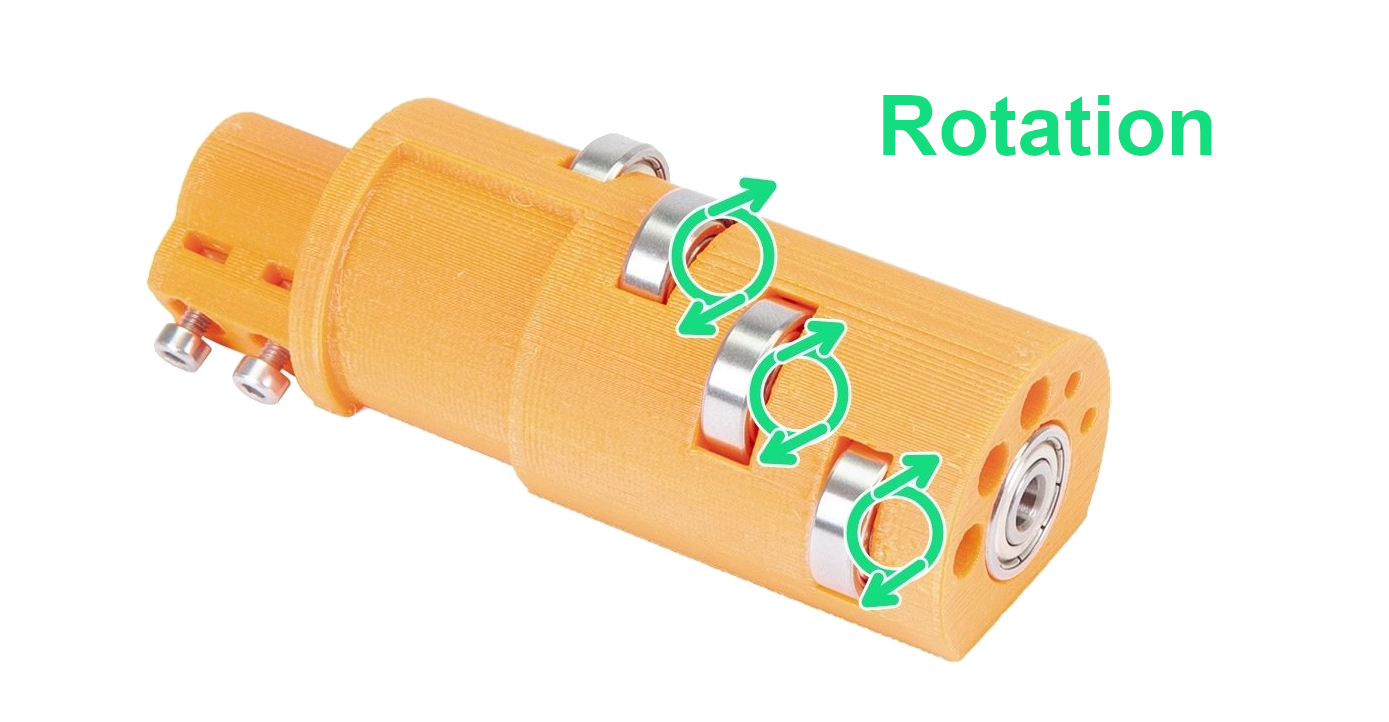
Cuscinetti Idler
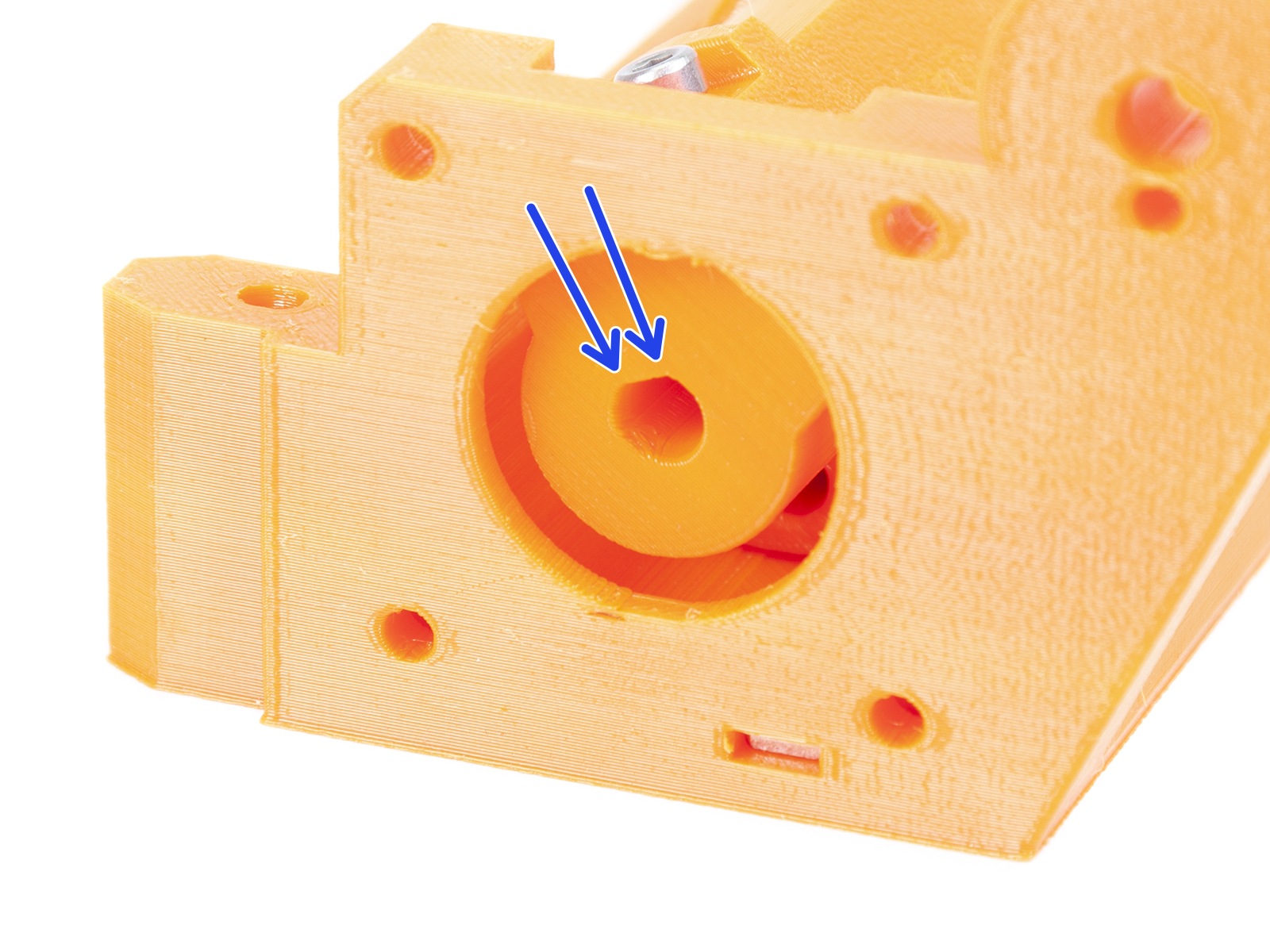
I cinque cuscinetti che sporgono dal cilindro dell'idler devono ruotare liberamente sui loro assi. In caso contrario, è sempre possibile rimuovere e ispezionare i cuscinetti spingendo fuori l'albero dal lato opposto a quello da cui sono stati inseriti. Utilizzare un'asta o una chiave a brugola lunga almeno 100 mm (~4 in).
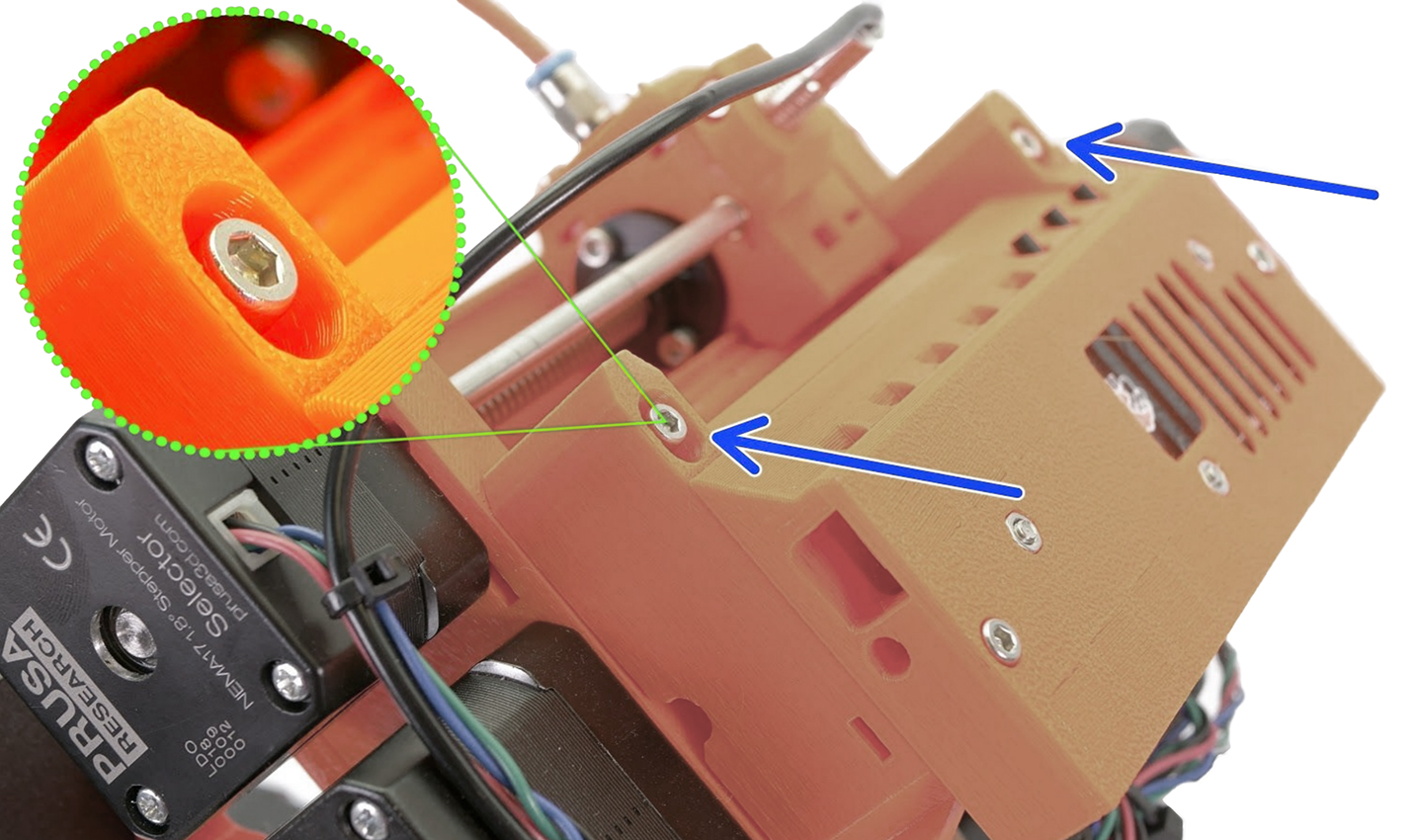
Assicurare l'idler sull'asse
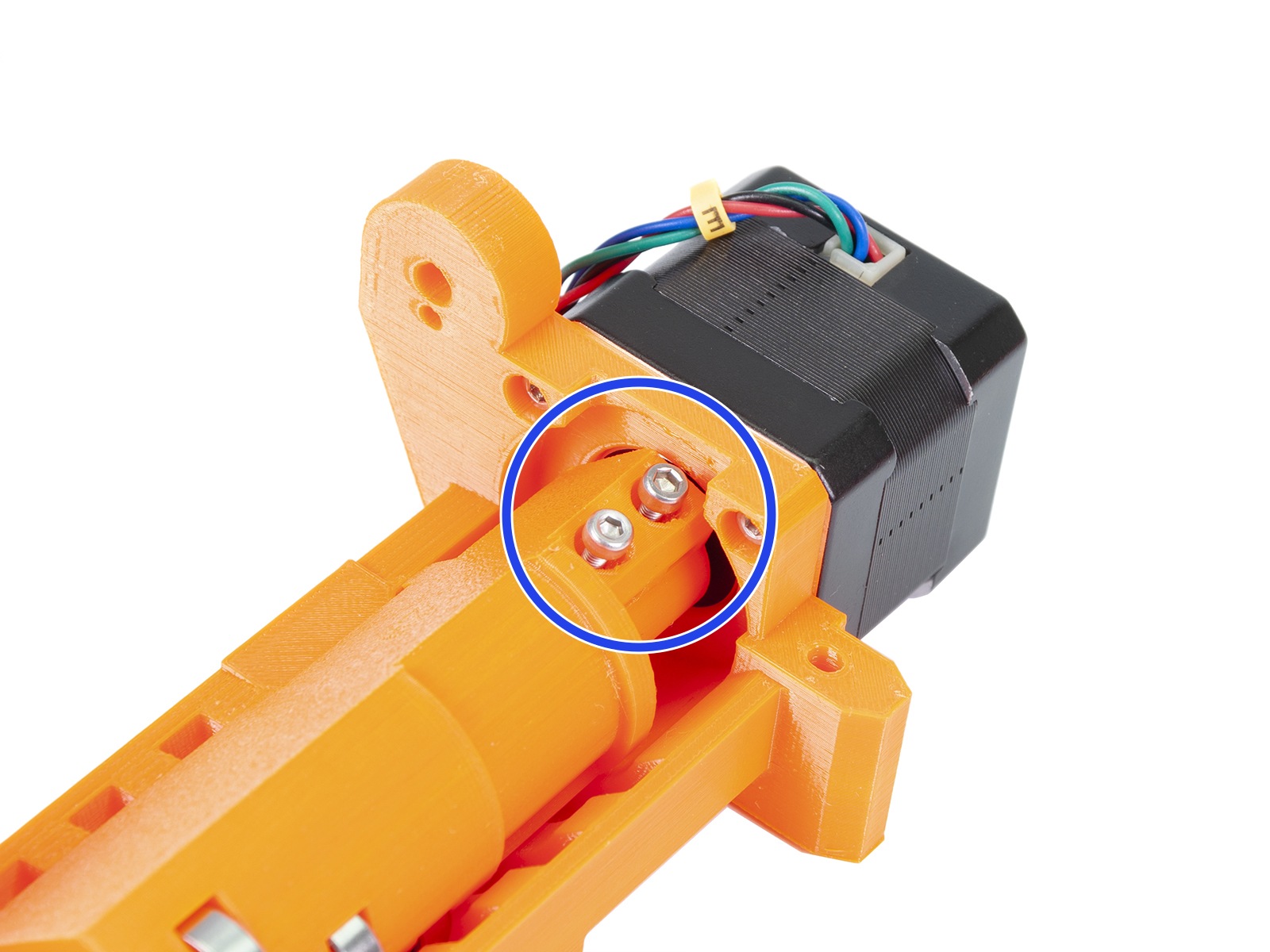
Il cilindro dell'idler deve essere fissato con due viti M3x10 che fungono da viti di fermo sull'albero del motore dell'estrusore MMU2S.
Tieni presente che anche queste due viti M3x10 potrebbero allentarsi con il tempo, quindi controlla il serraggio dopo qualche decina di ore di stampa. Un altro potenziale problema da verificare è se le due viti sono serrate contro la parte piatta dell'albero del motore dell'estrusore. Vedi 4. Assemblaggio corpo idler sul manuale di assemblaggio.
 |  |
Rotazione Idler
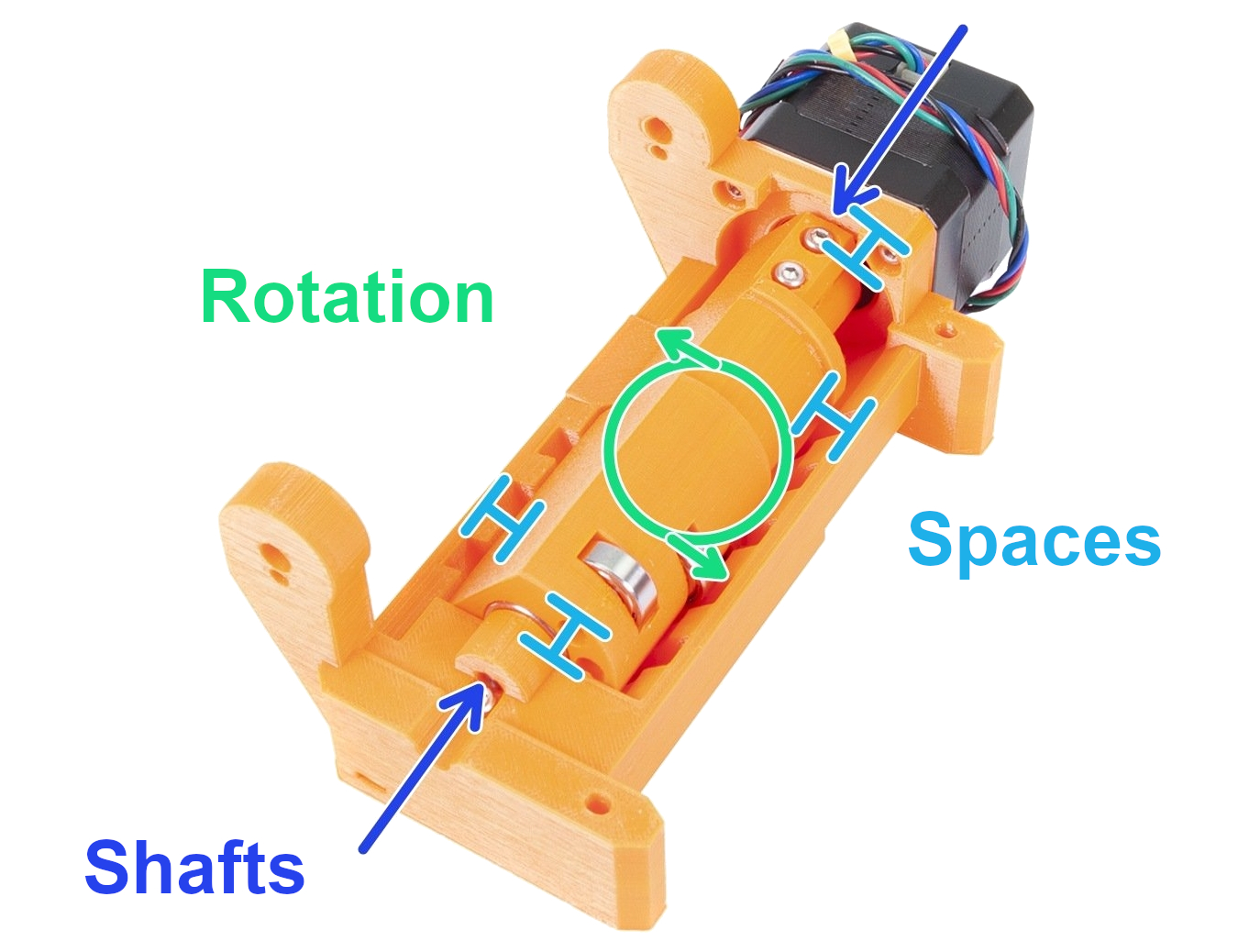
L'idler deve avere un po' di spazio sul lato destro o sinistro e intorno alla circonferenza del barilotto dell'idler (vedi i distanziali azzurri nell'immagine sottostante). La soluzione consiste nell'allontanare un po' il cilindro dal corpo dell'idler e aumentare lo spazio. Uno spazio di circa 1 mm su entrambi i lati è più che sufficiente. Effettua una prova ruotando manualmente l'idler a stampante spenta.
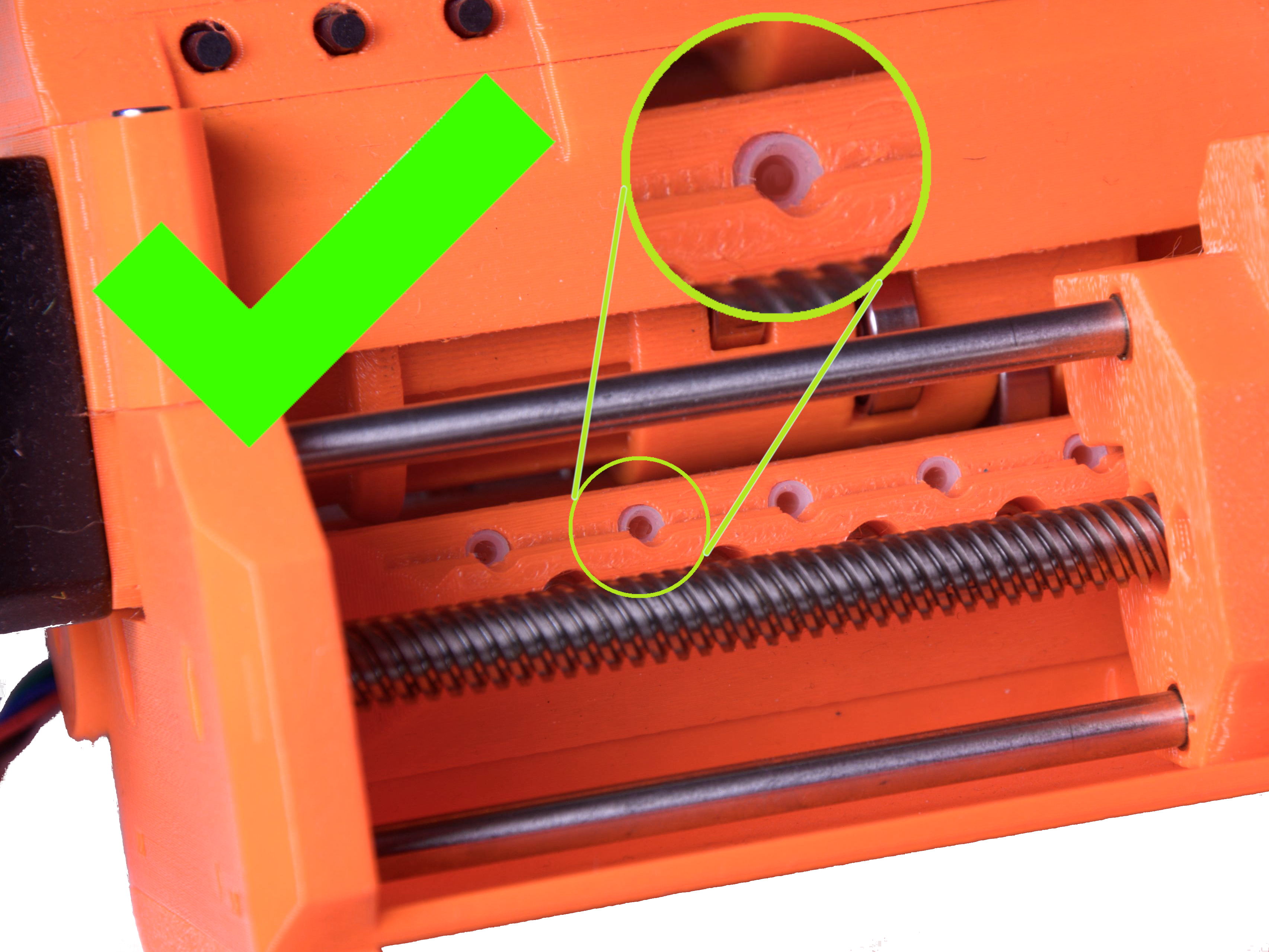
Allineare le pulegge
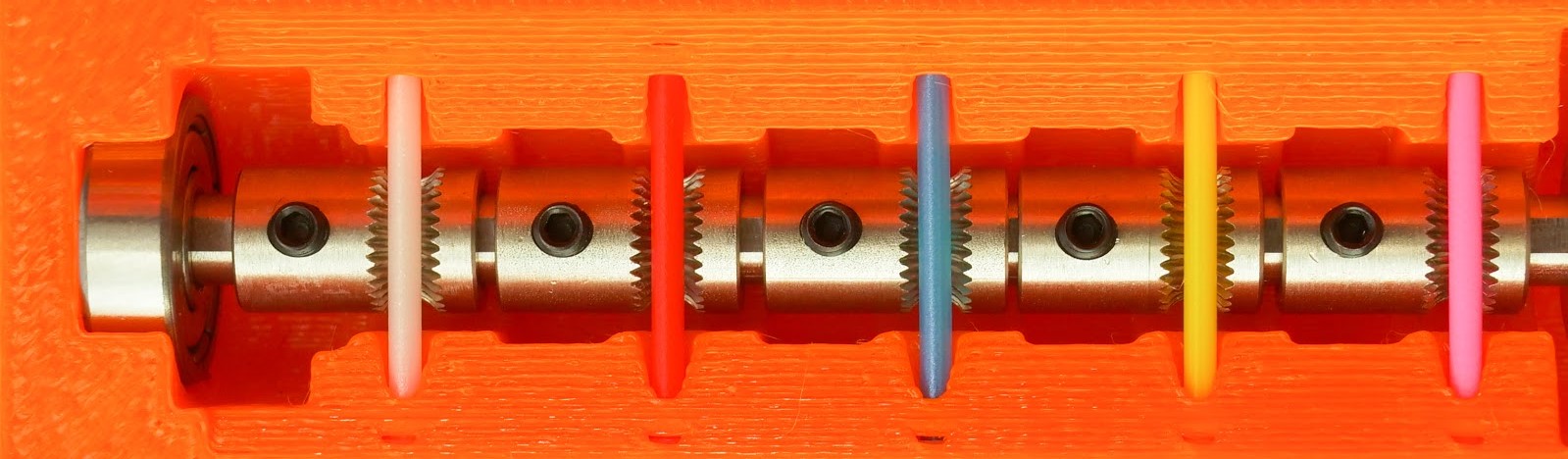
I filamenti vengono spinti attraverso l'unità MMU2S tramite l'uso di 5 pulegge dentate, montate sul lungo asse del motore delle pulegge. Le singole pulegge dentate devono essere:
- Con la vite a grano orientata sul lato sinistro dei denti, lontano dal motore delle pulegge.
- Perfettamente allineate con i fori e con il filamento, come mostrato nell'immagine sotto.
- Fissate con la piccola vite a grano contro la parte piatta sull'asse del motore delle pulegge.
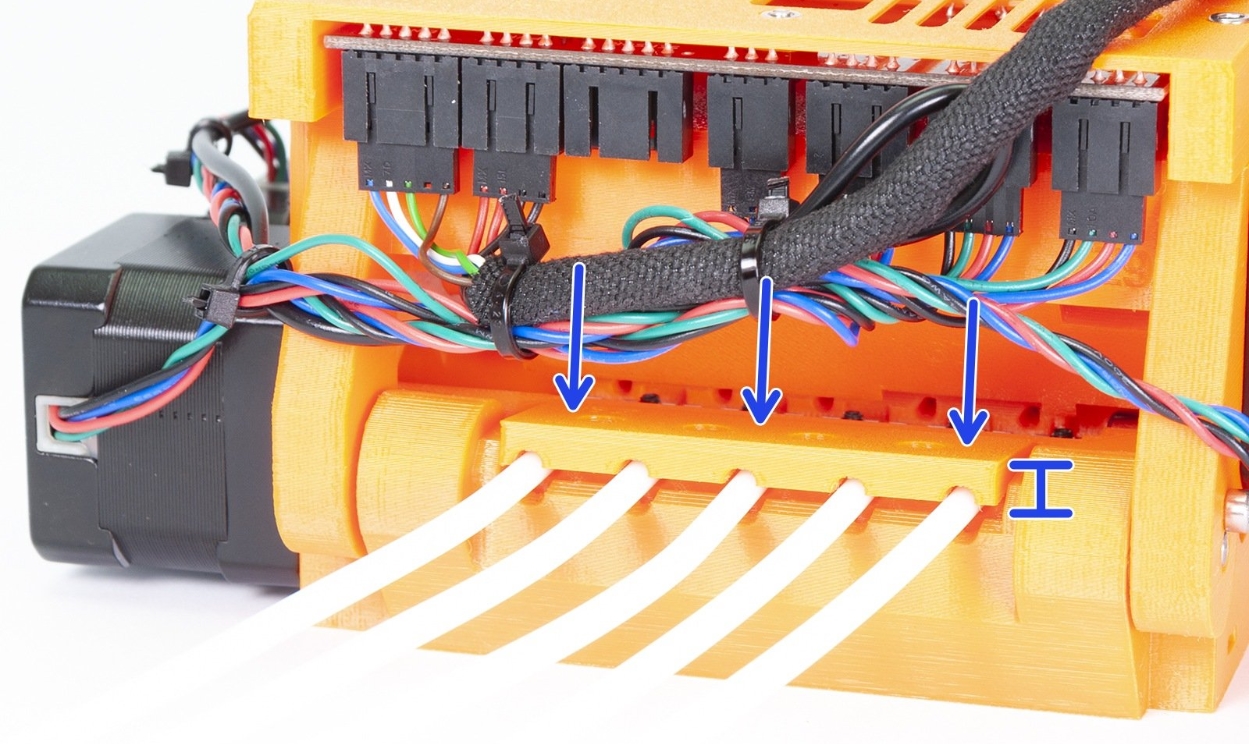
Orientamento tubi PTFE corti
Dopo che il filamento è stato afferrato dalla puleggia dentata, viene spinto in uno dei cinque tubi in PTFE da 19 mm (0,75 pollici). Questi tubi sono smussati su un'estremità, il che offre un po' di spazio in più per il filamento non caricato, poiché la punta potrebbe essere leggermente più spessa del resto del filamento. Pertanto, l'estremità smussata deve essere rivolta verso l'esterno, lontano dalle pulegge, come spiegato su 5. Assemblaggio del corpo della puleggia del Manuale di assemblaggio.
 |  |
Supporto posteriore PTFE troppo stretto
Questa è la sede dei lunghi tubi in PTFE che alimentano il filamento nella MMU2S. Prima di serrare le quattro viti M3x18, accertati che:
- Le scanalature semicircolari siano perfettamente allineate con le scanalature semicircolari del corpo della puleggia.
- Le viti non siano troppo serrate, causando la deformazione dei tubi lunghi di PTFE e modificando il loro diametro interno.
- I lunghi tubi in PTFE siano stati inseriti fino in fondo, oltre il supporto, a contatto con il corpo della puleggia. I passi corrispondenti nel manuale di montaggio sono Passo 13 e 14.
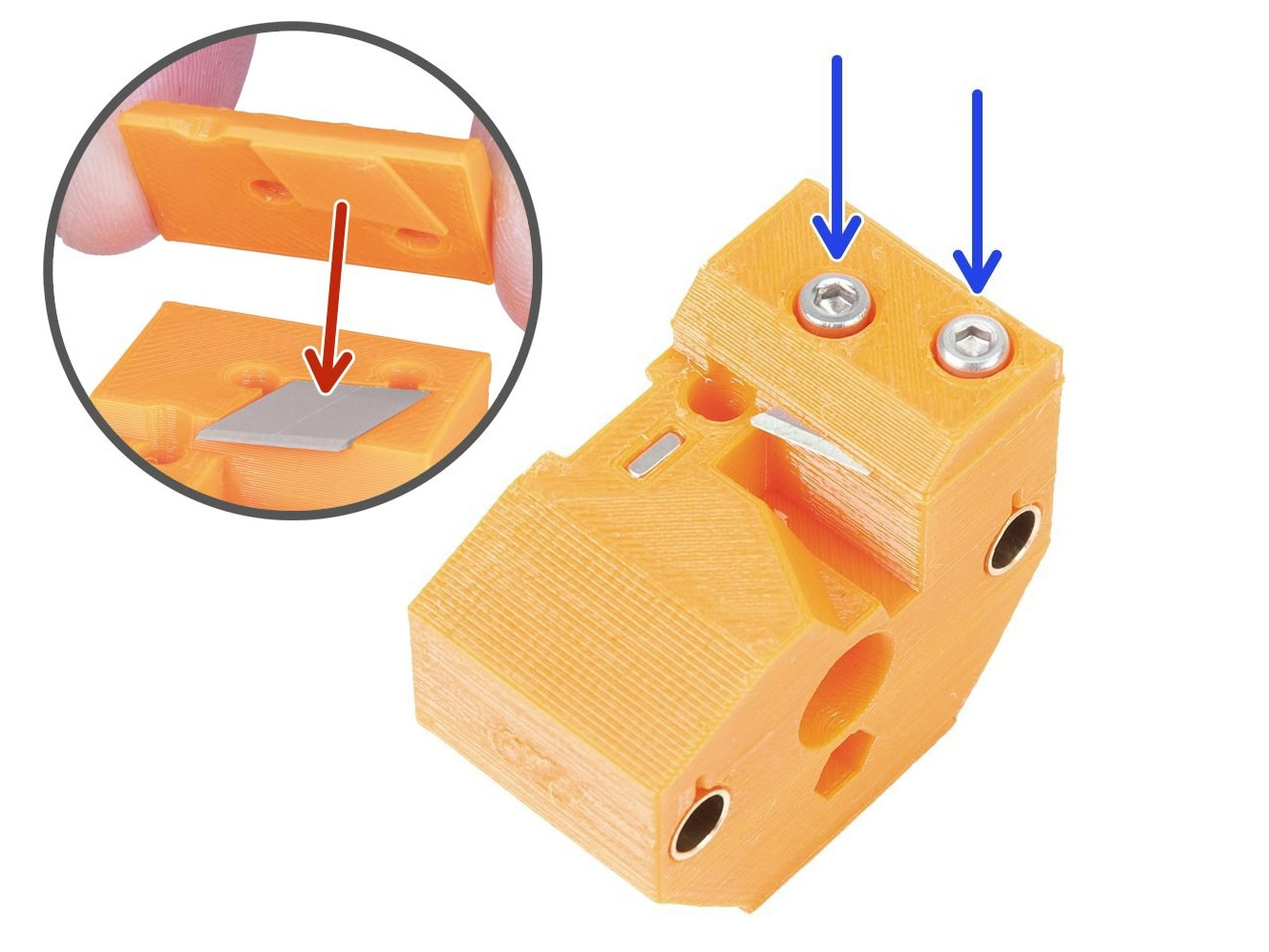
Lama Selettore
Assicurati che la piccola lama che dovrebbe tagliare i filamenti sia fissata in posizione con due viti M3x10. Per ulteriori informazioni, consulta Selettore MMU2S non si muove.
 |  |
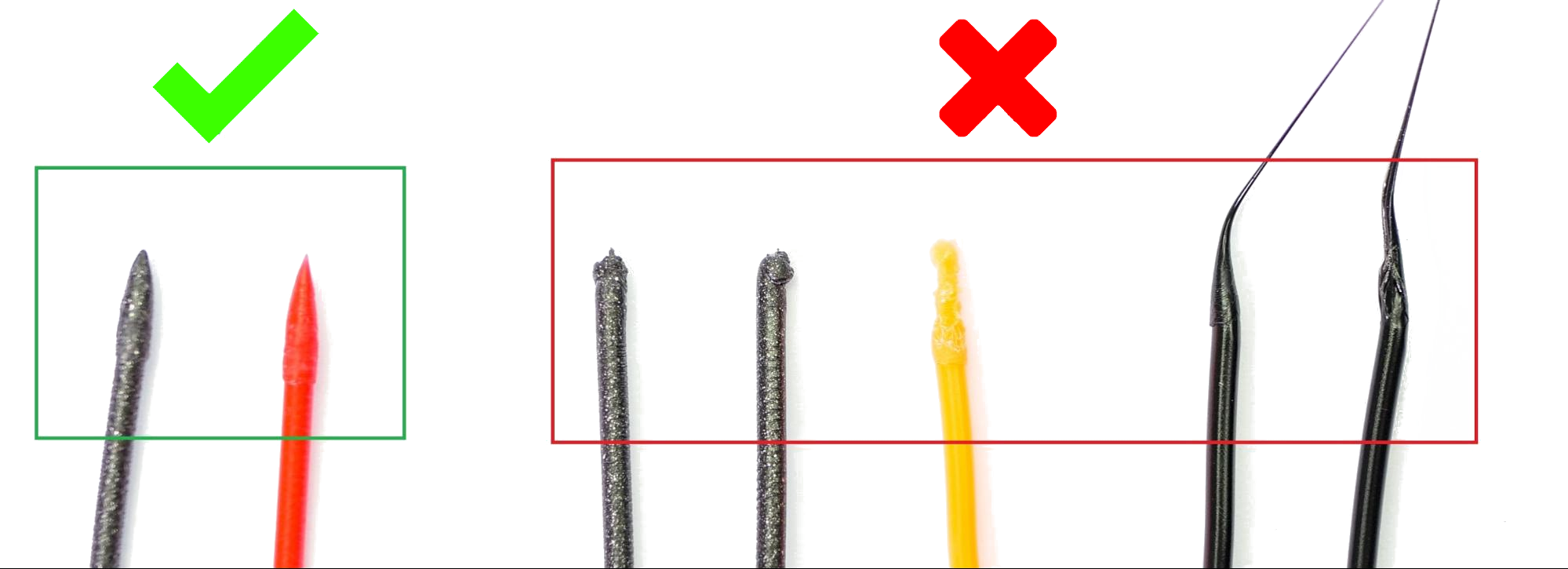
Impostazioni Slicer
La forma della punta del filamento è molto importante per la buona riuscita della stampa con MMU2S. La punta deve essere appuntita ma senza protuberanze o fili. Il diametro della punta può essere leggermente più grande del resto del filamento, ma non di molto.
Innanzitutto, prova a regolare la temperatura dell'hotend (aumentandola o diminuendola con incrementi di 2°C), operazione che nella maggior parte dei casi risolve il problema. È possibile farlo durante la stampa nel menu Menù Regola o quando si esegue lo slicing del modello.
Se il problema persiste, torna su PrusaSlicer e aumenta il numero di movimenti di raffreddamento a 2 o 3 from Impostazioni filamento -> Avanzate -> Numero di movimenti di raffreddamento. Inoltre, puoi provare ad aumentare la velocità di scaricamento con incrementi di 10 mm/s da Impostazioni filamento -> Adanzate -> Velocità scaricamento.
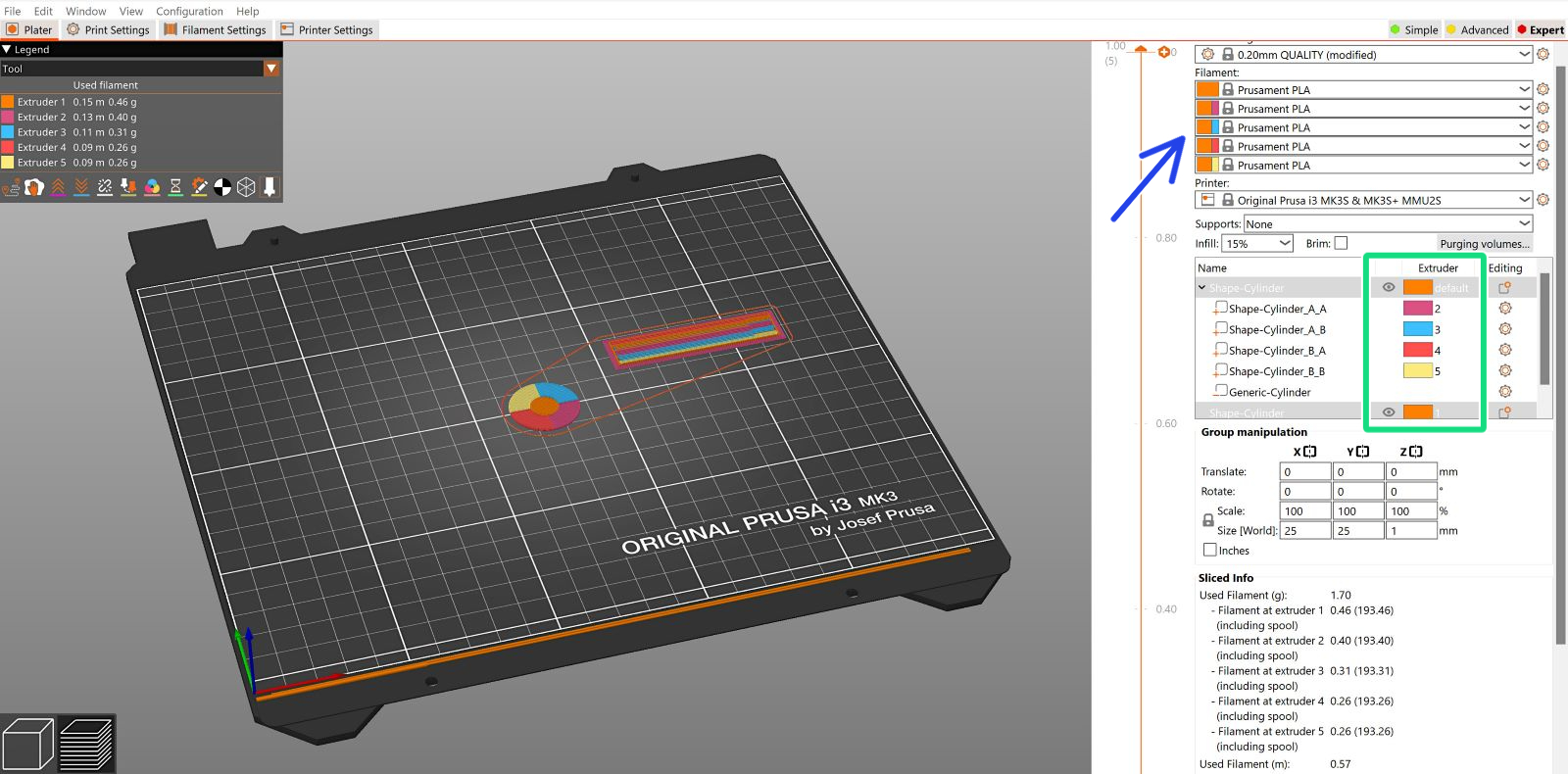
Stampe di prova
Se sei sicuro di aver evitato tutti i potenziali problemi di cui sopra, puoi provare la stampa di prova allegata. Scaricalo e aprilo come progetto. Prima di effettuare lo slicing del file, ricontrolla di aver impostato i materiali desiderati.
Il file utilizza tutti e cinque i filamenti. Se intendi utilizzarne meno di cinque, modifica l'assegnazione dell'estrusore per uno o più componenti dell'oggetto.