Après avoir terminé avec succès la construction de votre mise à niveau Original Prusa MMU2S et parcouru le 8. Contrôle avant lancement & Calibration du manuel d'assemblage, vous devriez être prêt. Cependant, si vous rencontrez des problèmes persistants, nous avons compilé une liste de contrôle de ce que vous devriez vérifier.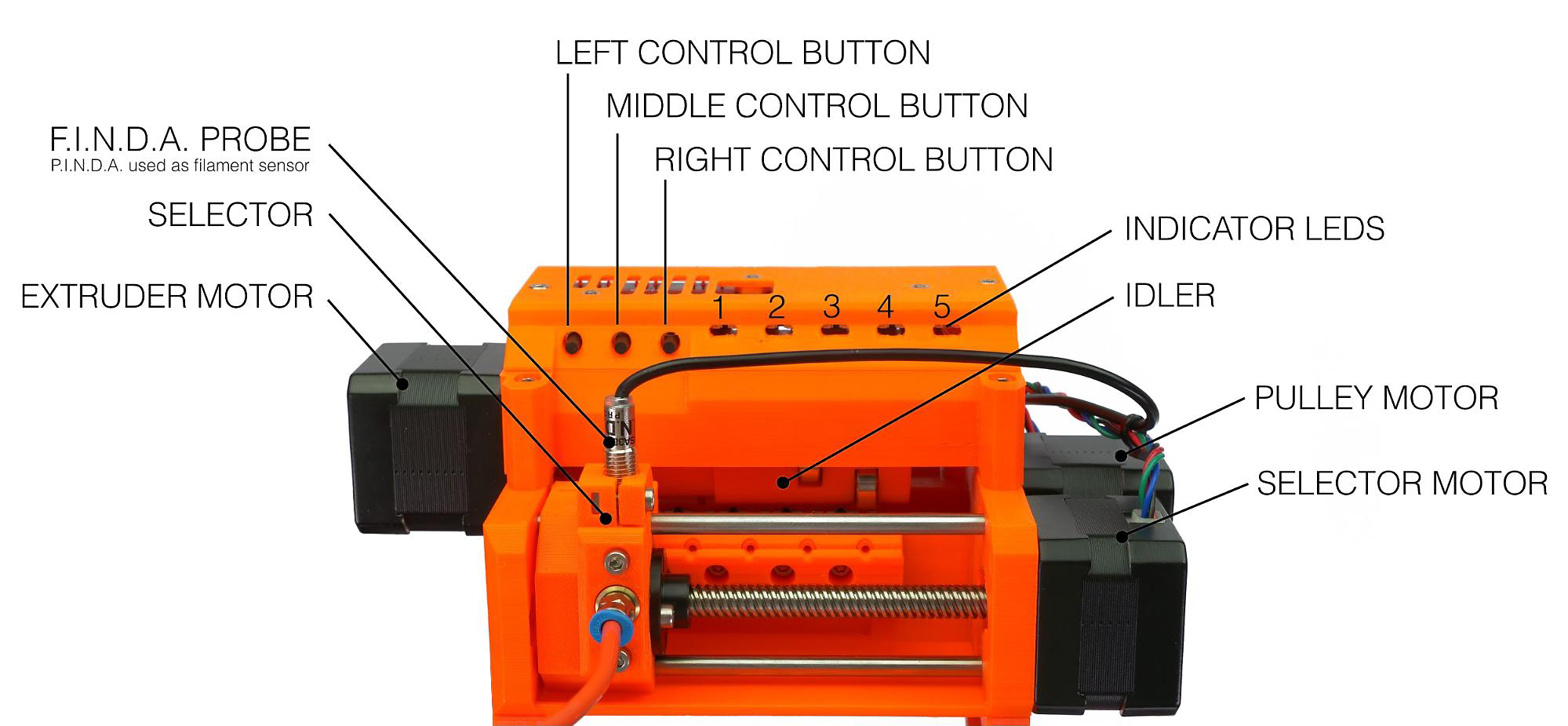
Calibrations nécessaires
Avec les centaines de changements de filaments qui peuvent être dans une seule impression MMU, le système doit savoir où se trouve chaque filament à tout moment. Par conséquent, il y a deux capteurs, qui doivent tous deux être installés correctement. Vous pouvez voir s'ils se déclenchent correctement dans le menu LCD sous Support -> Info capteur Chacun devrait provoquer un "1" lorsque le filament est présent et "0" quand il ne l'est pas.
Calibration du capteur de filament IR
C'est l'un des deux capteurs du MMU2S, situé sur l'extrudeur de l'imprimante. Avant de commencer l'impression, assurez-vous que le mécanisme de votre capteur de filament IR est correctement calibré.
Calibration de la sonde SuperFINDA
La SuperFINDA est le deuxième capteur du MMU2S. Sa position est cruciale pour assurer un bon fonctionnement. Son assemblage peut également accumuler des débris ou des cheveux d'ange provenant des changements de filament. Pour l'installer et l'inspecter, veuillez consulter Réglage et dépannage de FINDA.
Configurations matérielles
Tension des vis de l'Idler
Tout comme la vis de l'idler de l'extrudeur, ses homologues du MMU2S doivent être serrées correctement. Si les ressorts de roue libre sont trop serrés, cela peut faire sauter le moteur de roue libre. Un serrage excessif peut également provoquer un "étranglement" des poulies avec le filament.
Pour trouver la tension parfaite, serrez la vis à environ 0,5 mm (0,02 in) sous le bord du trou, des deux côtés du corps de l'idler, et suivez ces étapes :
- Les 5 filaments doivent être chargés dans la position des poulies taillées.
- Déplacez le sélecteur vers l'extrême droite (5ème position de filament) et vers l'arrière, en appuyant longuement sur les boutons de commande droit et gauche.
- Si vous entendez un clic, desserrez un peu les vis et essayez à nouveau de déplacer le sélecteur.
- Répétez jusqu'à ce qu'il n'y ait plus de clic.
Bobines et positionnement du tampon
Les supports de bobine ne doivent pas être trop proches les uns des autres. Idéalement, les bobines doivent être positionnées comme décrit et indiqué dans le manuel (photo ci-dessous).

Contrôle de l'assemblage
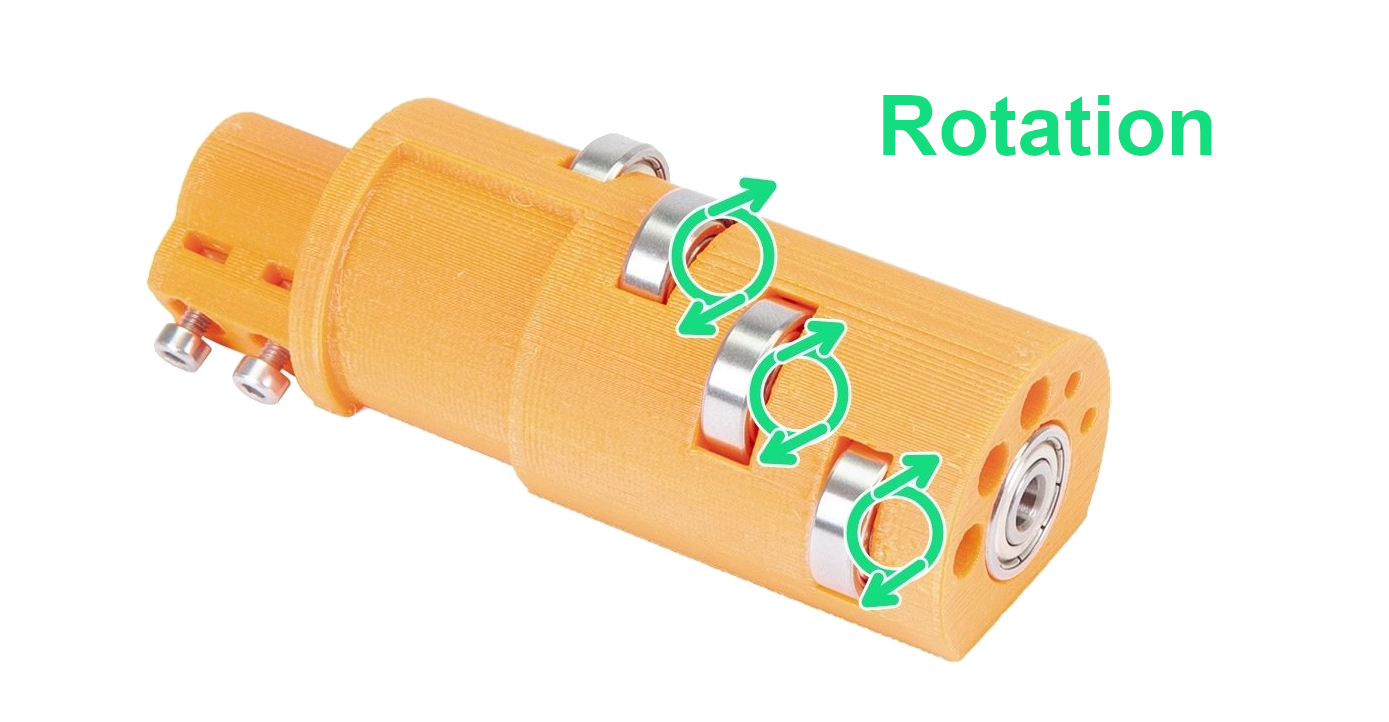
Roulements de l'idler
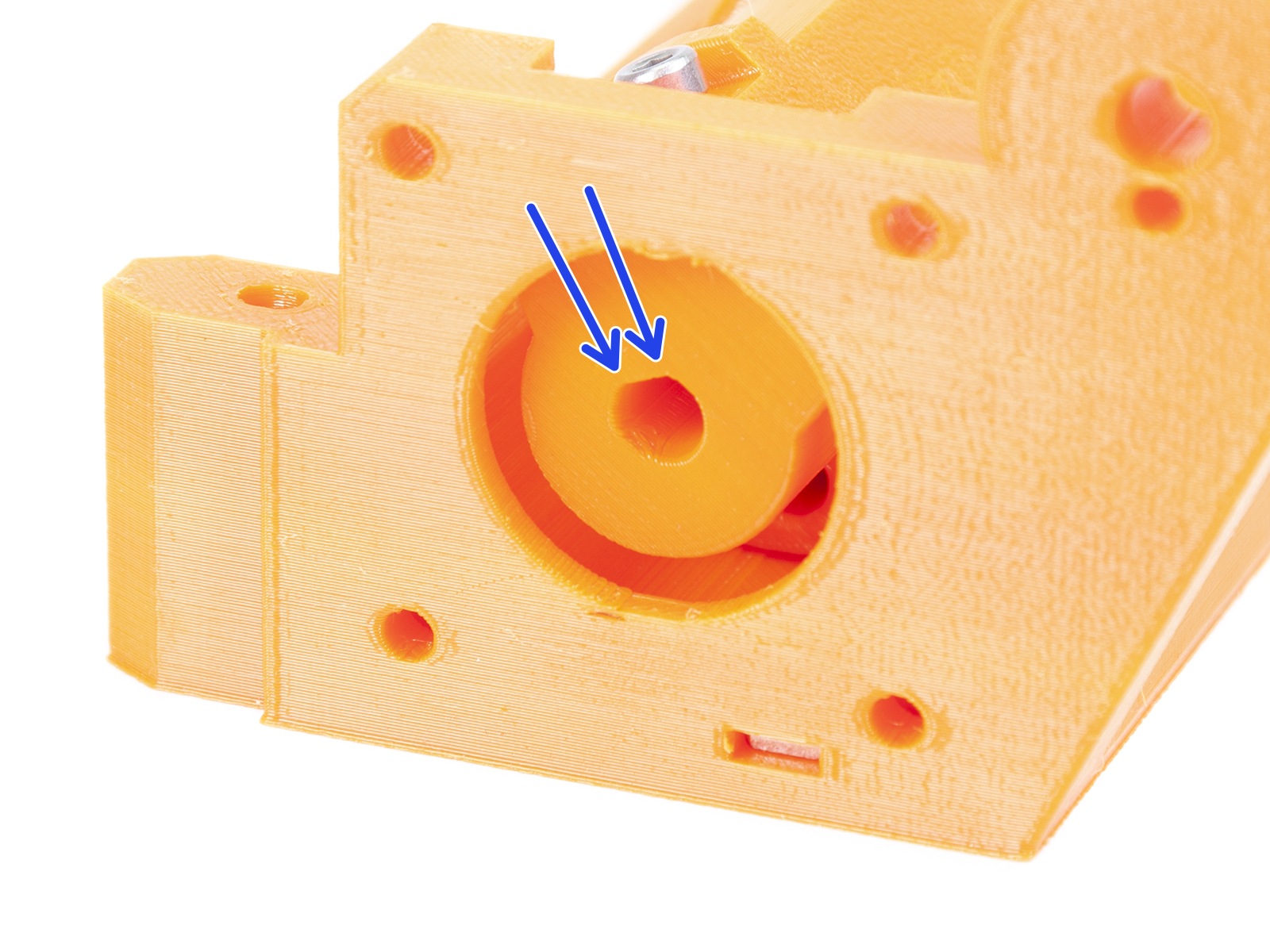
Les cinq roulements qui dépassent du cylindre de l'idler doivent tourner librement sur leurs arbres. Si ce n'est pas le cas, vous pouvez toujours retirer et inspecter le roulement en poussant l'arbre du côté opposé où il est inséré. Utilisez une tige ou une clé Allen d'au moins 100 mm (~4 po) de long.
Fixation de l'idler sur l'arbre
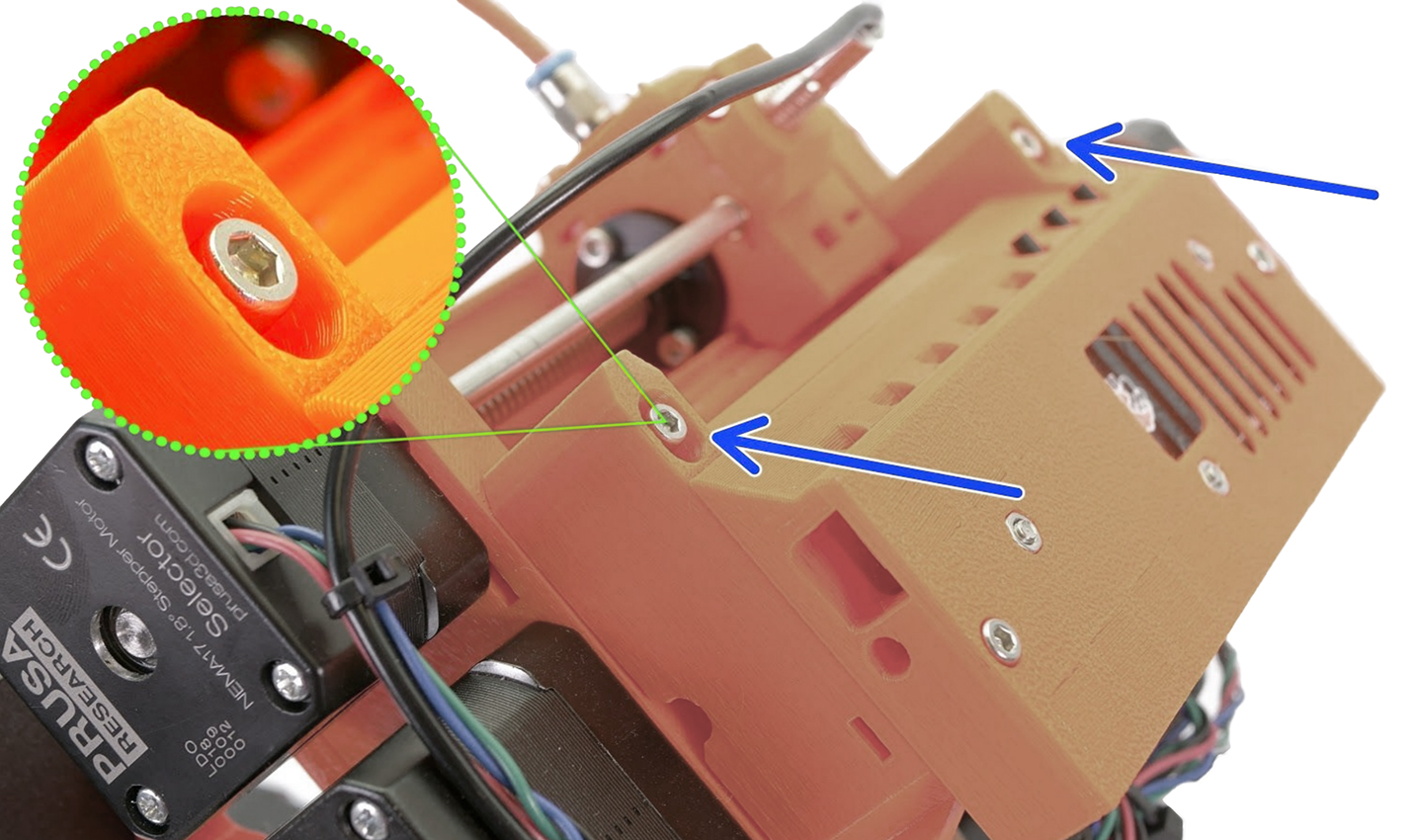
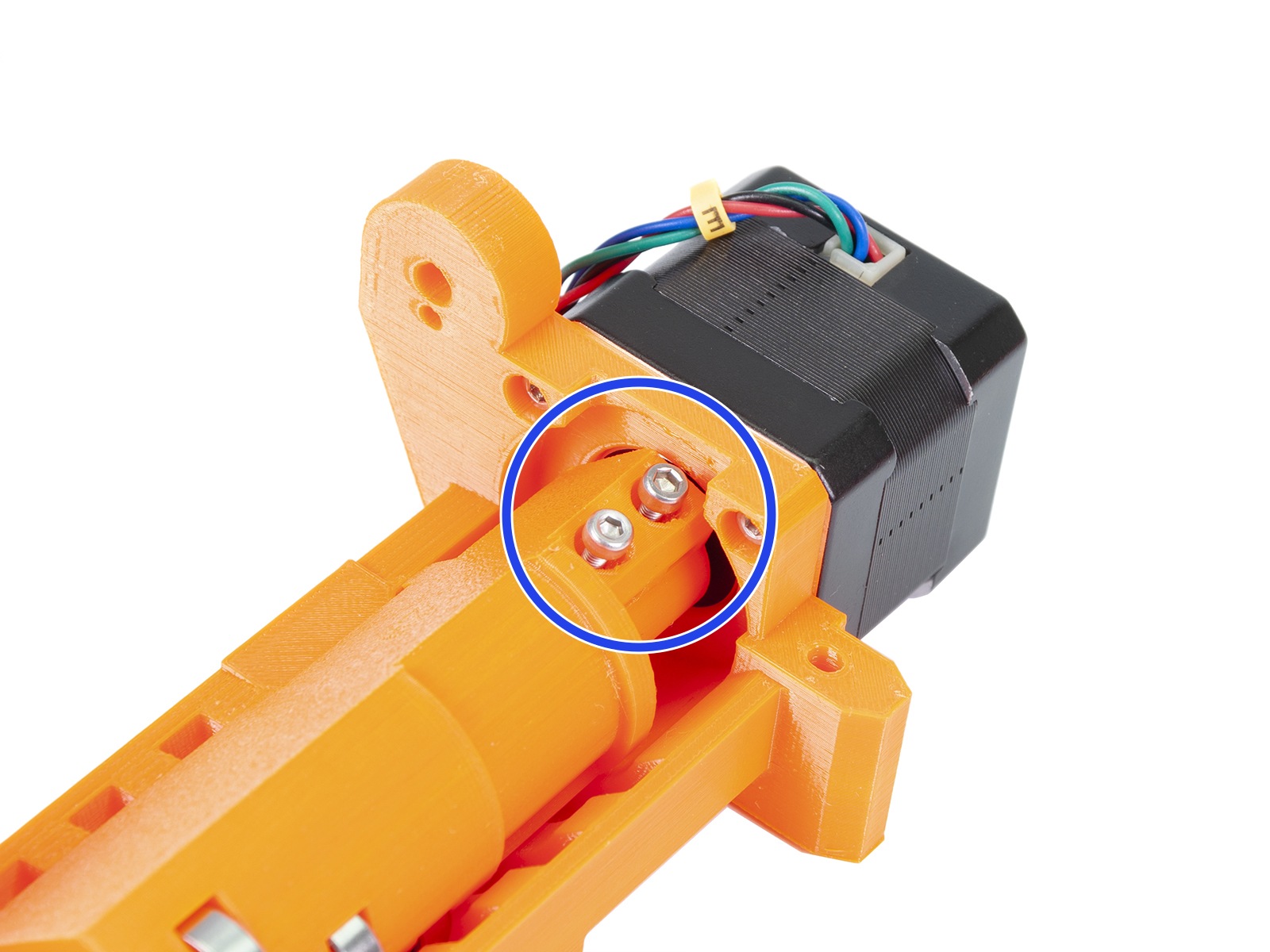
Le cylindre de l'idler doit être fixé par deux vis M3x10 qui agissent comme des vis sans tête sur l'arbre du moteur de l'extrudeur du MMU2S.
Gardez à l'esprit que ces deux vis M3x10 peuvent également se desserrer avec le temps, vérifiez donc le serrage toutes les quelques dizaines d'heures d'impression. Un autre problème potentiel à vérifier est de savoir si les deux vis sont serrées contre la partie plate de l'arbre du moteur de l'extrudeur. Voir 4. Assemblage du corps de roue libre du manuel d'assemblage.
 |  |
Rotation de l'idler
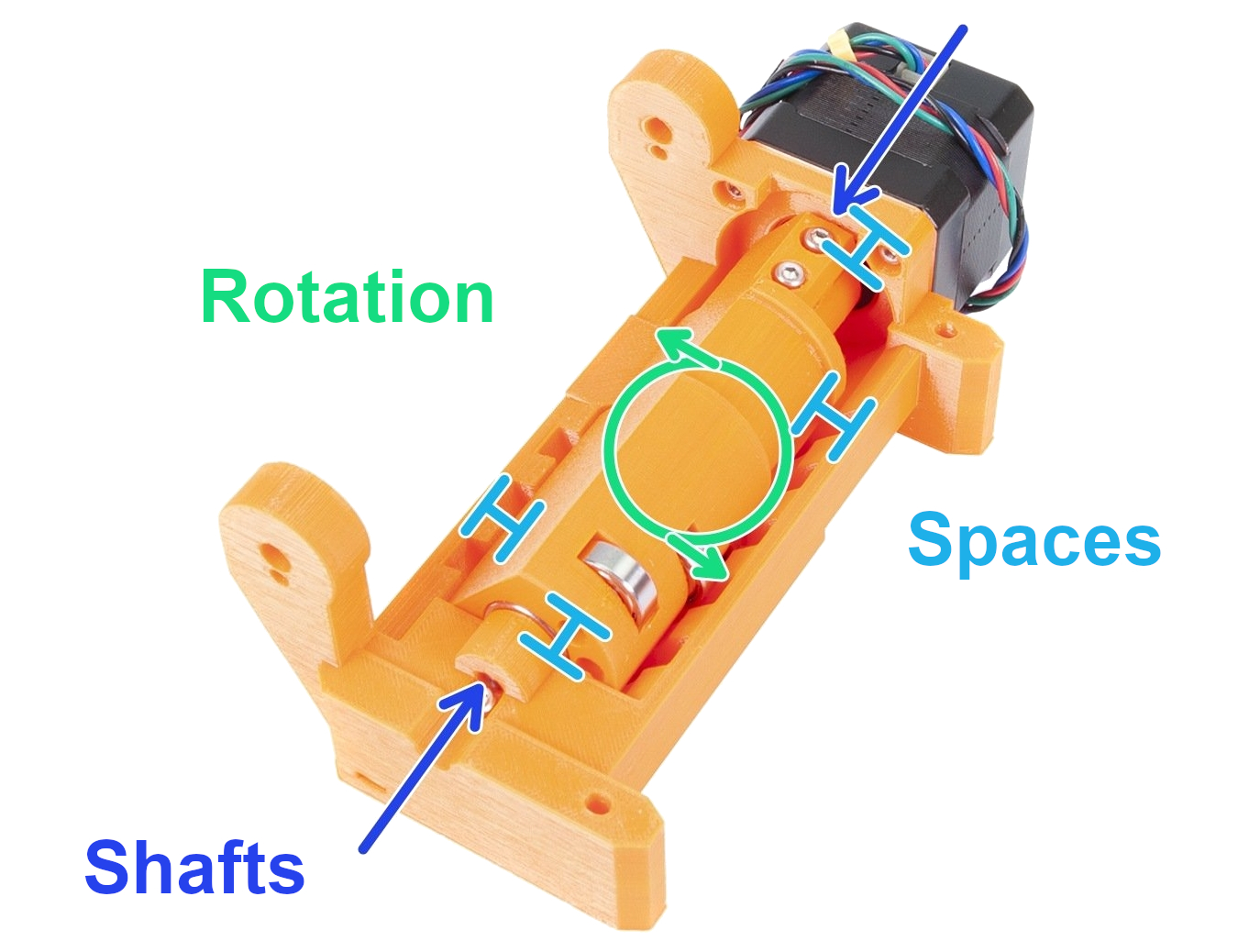
L'idler doit avoir un peu d'espace sur le côté gauche ou droit et autour de la circonférence du barillet de l'idler (voir les entretoises bleu clair dans l'image ci-dessous). La solution consiste à éloigner un peu le barillet de l'idler du corps de l'idler et à étendre l'espace. Un espace d'environ 1 mm (0,04 in) des deux côtés est plus que suffisant. Testez en faisant tourner le rouleau à la main lorsque l'imprimante est éteinte.
Aligner les poulies
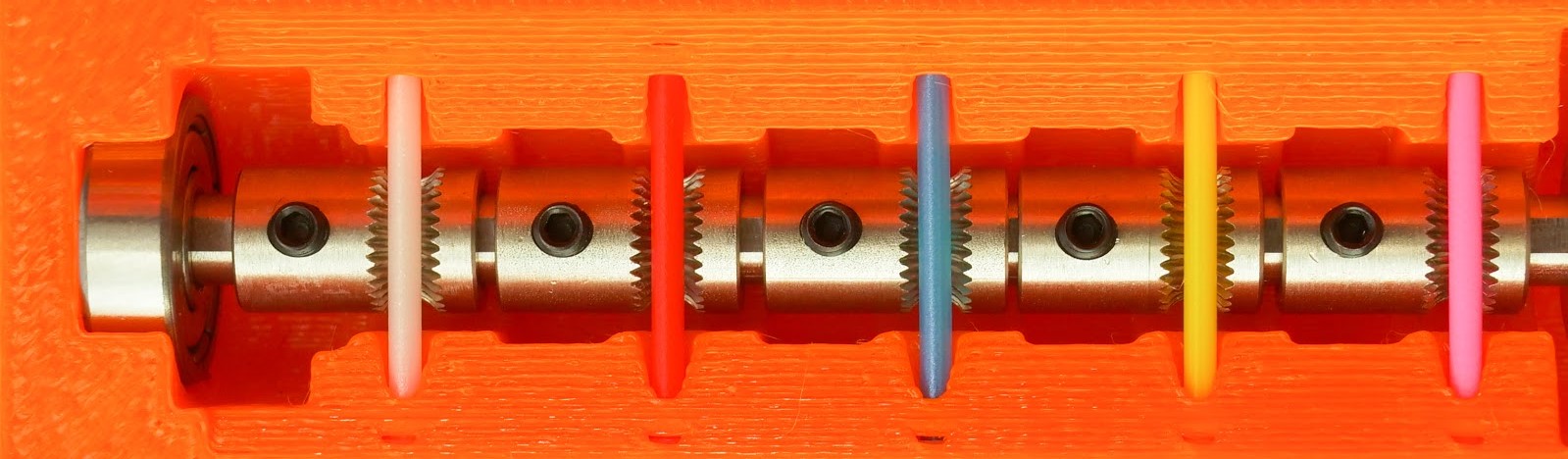
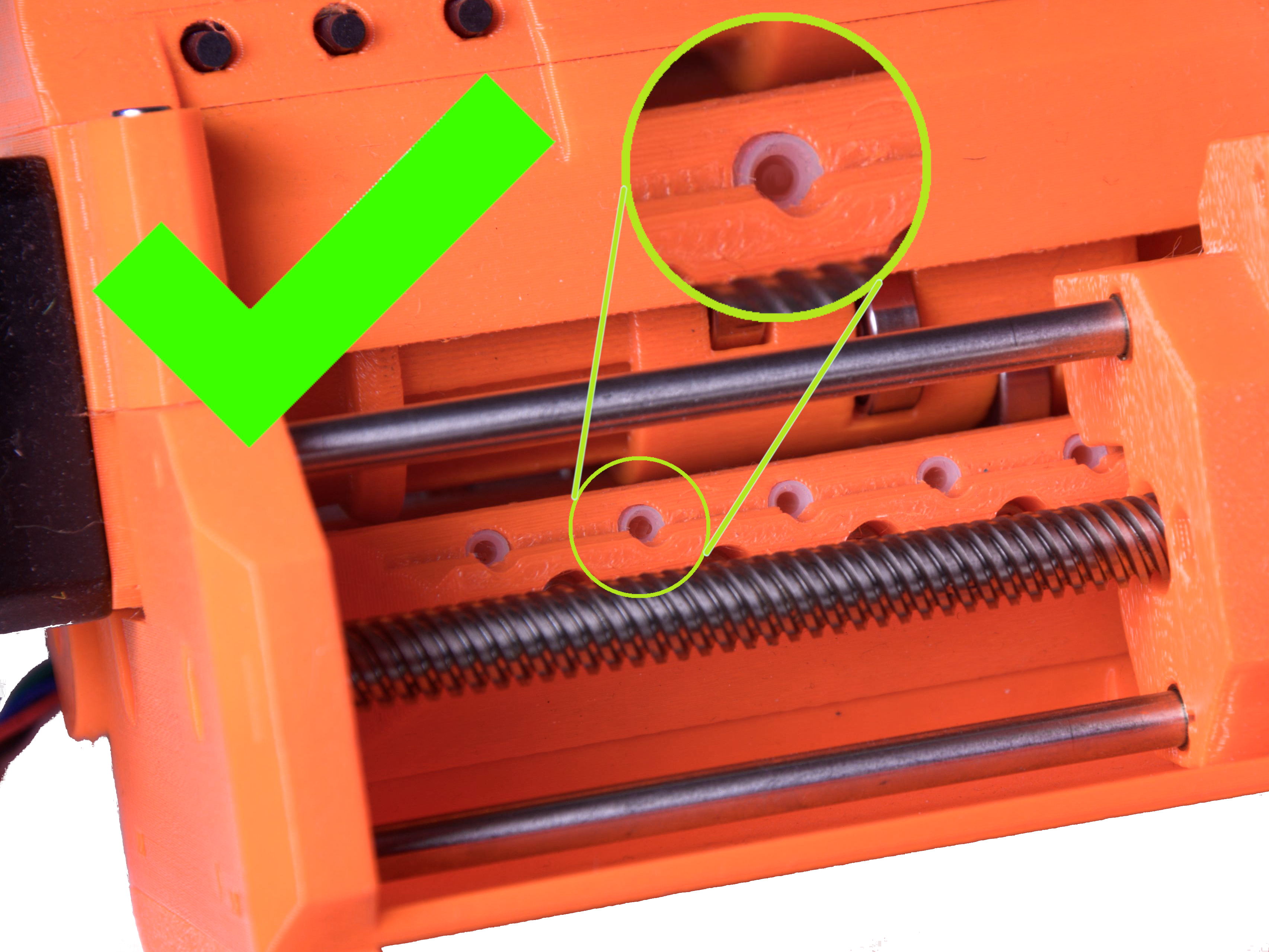
Les filaments sont poussés à travers l'unité MMU2S à l'aide de 5 poulies taillées, montées sur l'arbre long du moteur des poulies. Les vis de blocage doivent être :
- Orientées sur le côté gauche des dents, à l'écart du moteur des poulies..
- Parfaitement alignées avec les trous de filament et le filament, comme le montre la photo ci-dessous.
- Fixées par la petite vis de blocage noire contre le côté plat de l'arbre du moteur des poulies.
Orientation des tubes PTFE courts
Une fois le filament saisi par la poulie taillée, il est poussé dans l'un des cinq tubes PTFE de 19 mm (0,75 pouce) de long. Ces tubes sont chanfreinés à une extrémité, ce qui offre un espace supplémentaire pour le filament déchargé, car la pointe peut être légèrement plus épaisse que le reste du filament. Par conséquent, l'extrémité chanfreinée doit être tournée vers l'extérieur, à l'écart des poulies, comme expliqué dans 5. Assemblage du corps de poulie du manuel d'assemblage.
 |  |
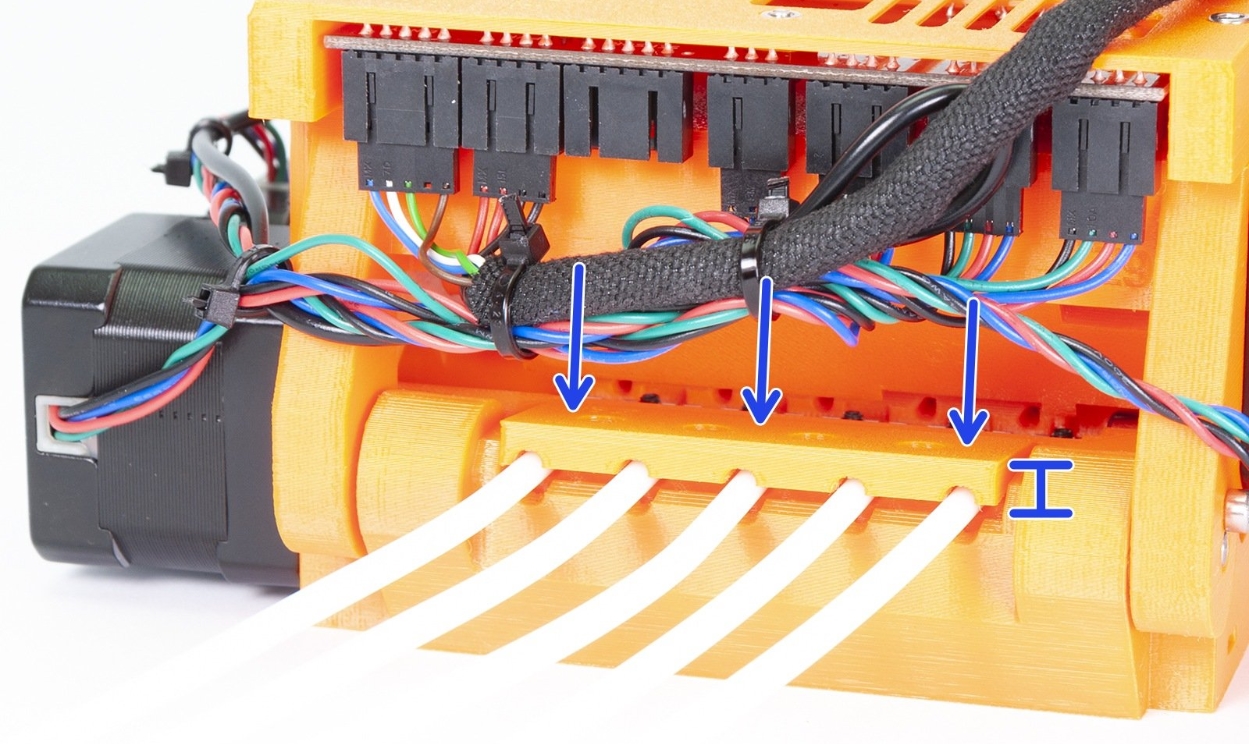
Support arrière des PTFE trop serré
Celui-ci maintient les longs tubes PTFE où vous alimentez en filament le MMU2S. Avant de serrer les quatre vis M3x18, assurez-vous que :
- Les rainures semi-circulaires sont parfaitement alignées avec les rainures semi-circulaires du corps des poulies.
- Les vis ne sont pas trop serrées, déformant les longs tubes PTFE, en modifiant leur diamètre intérieur.
- Les longs tubes PTFE ont été insérés jusqu'au bout, au-delà du support, touchant le corps des poulies. Les étapes correspondantes dans le manuel d'assemblage sont les Étapes 13 et 14.
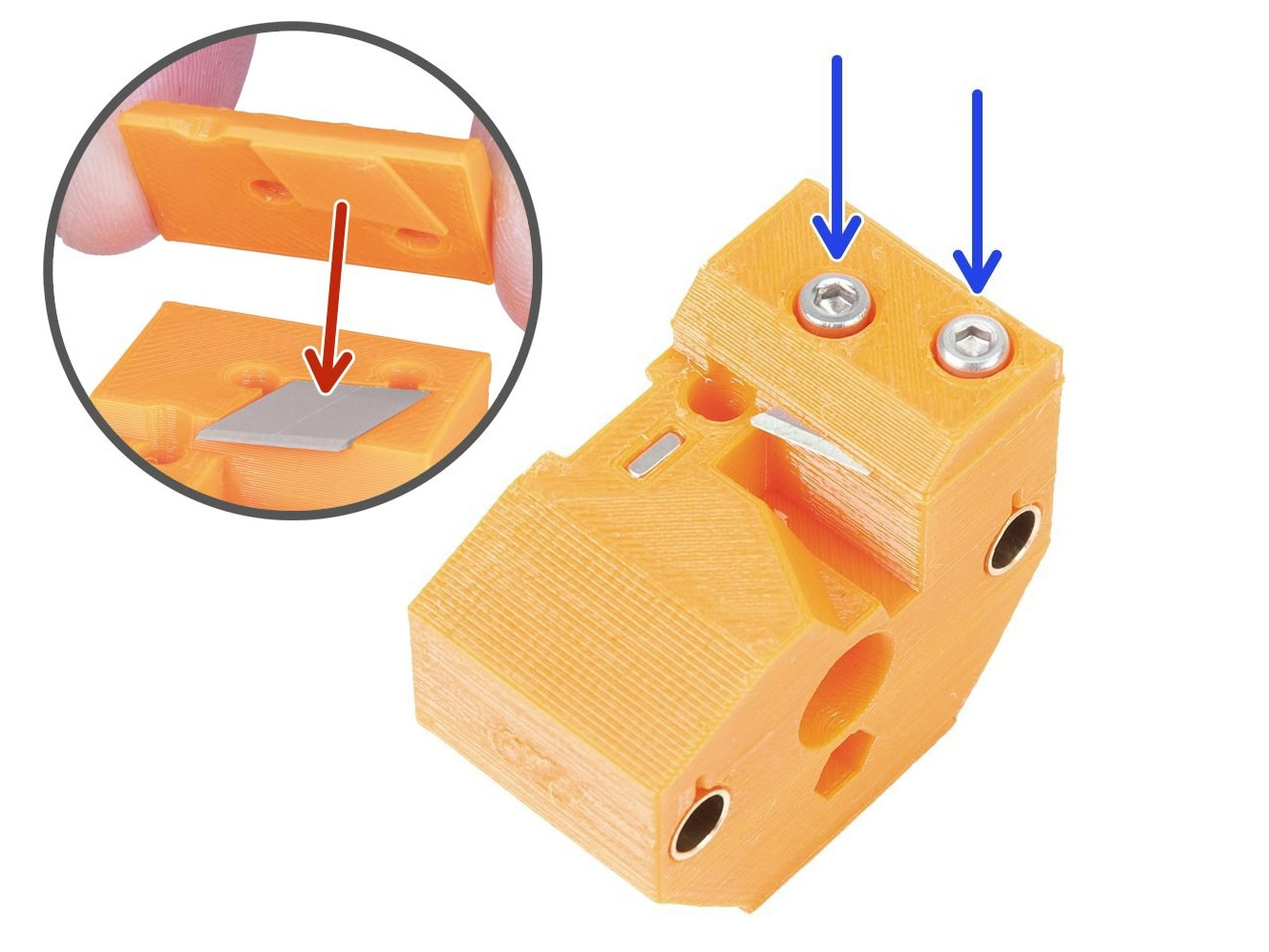
Lame du sélecteur
Assurez-vous que la petite lame censée couper les cheveux d'ange du filament est maintenue en place avec deux vis M3x10. Pour plus d'informations, veuillez consulter Sélecteur du MMU2S ne bougeant pas.
 |  |
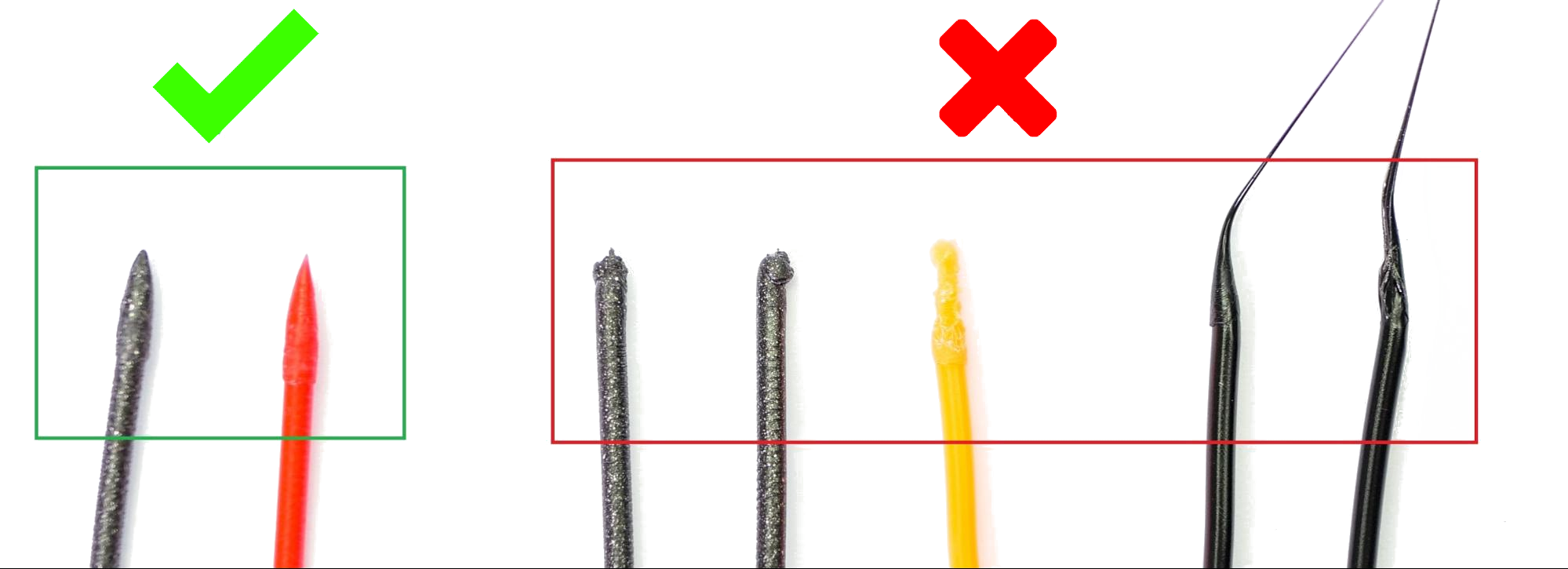
Les réglages du slicer
La forme de la pointe du filament est très importante pour une impression MMU2S réussie. La pointe doit être pointue mais sans aucune protrusion ou cheveux d'ange. Le diamètre de la pointe peut être légèrement plus grand que le reste du filament, mais pas de beaucoup.
Tout d'abord, essayez d'ajuster la température de la hotend (augmentez ou diminuez-la par incréments de 2°C), ce qui dans la plupart des cas résoudra le problème. Vous pouvez le faire pendant l'impression dans le Menu de Réglage ou lors du découpage du modèle.
Si le problème persiste, retournez sous PrusaSlicer et augmentez le nombre de déplacements de refroidissement de 2 ou 3 dans les Réglages du filament -> Avancé -> Nombre de mouvements de refroidissement). De plus, vous pouvez essayer d'augmenter la vitesse de déchargement par pas de 10 mm/s dans les Réglages du filament -> Avancé -> Vitesse de déchargement.
Impressions de test
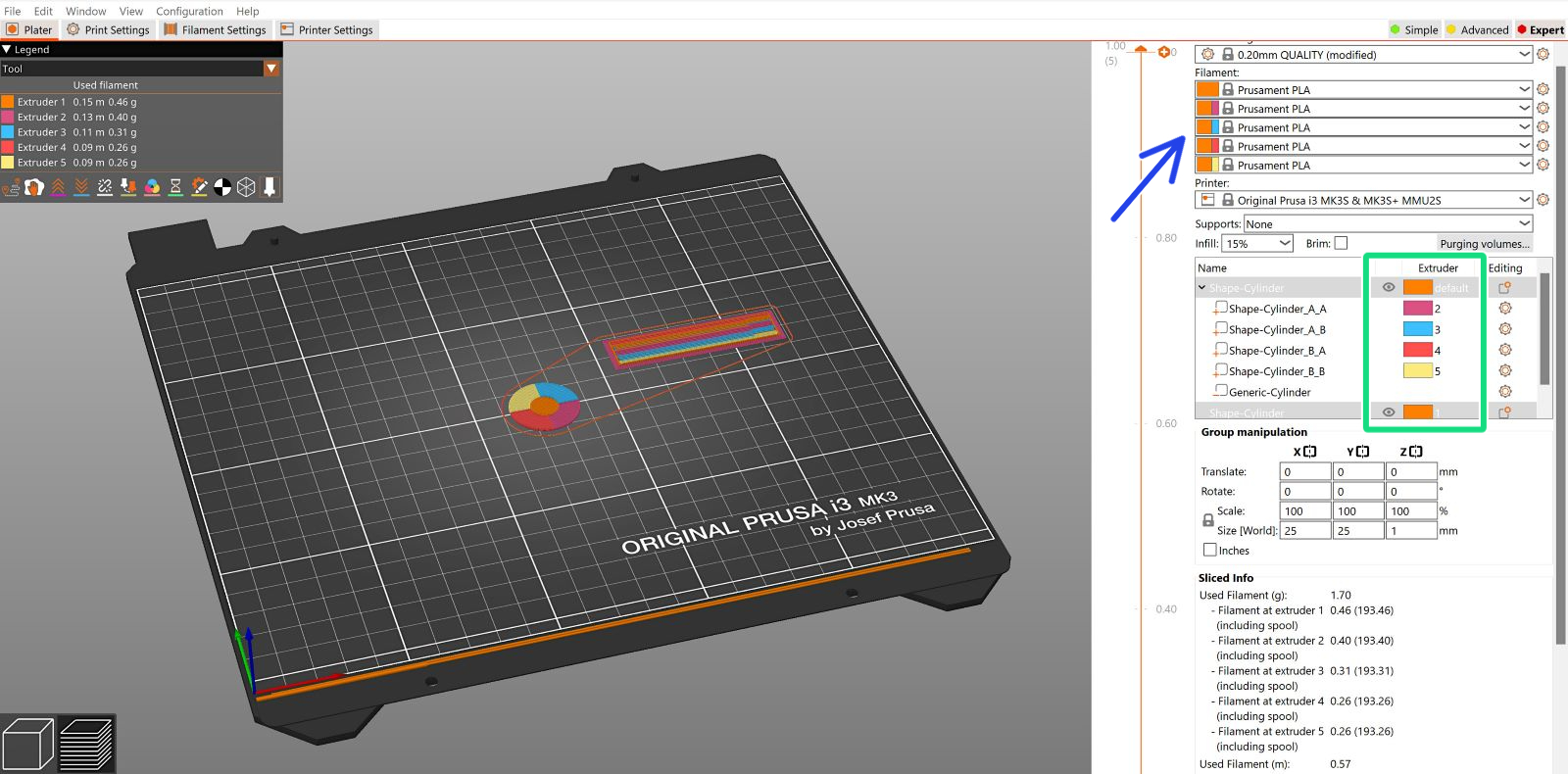
Si vous êtes sûr que tous les problèmes potentiels mentionnés ci-dessus ont été écartés, n'hésitez pas à essayer l'impression de test ci-jointe. Téléchargez-la et ouvrez-la comme un projet. Avant de découper le fichier, vérifiez que vous avez défini les matériaux souhaités.
Le fichier utilise les cinq filaments. Si vous avez l'intention d'en utiliser moins de cinq, modifiez l'affectation de l'extrudeur pour un ou plusieurs composants de l'objet.