Was ist Bügeln und wie funktioniert es?
Es ist möglich, das Bügelwerkzeug ab Version 2.3.0 von Prusa Slicer zu verwenden. Das Bügeln glättet flache Oberflächen, indem es eine spezielle zweite Infill-Phase auf der gleichen Ebene durchführt.
Während die heiße Düse über die gerade gedruckte Deckschicht fährt, glättet sie den Kunststoff, der sich möglicherweise aufgewölbt hat. Außerdem extrudiert die Düse eine kleine Menge Filament, um eventuelle Löcher in der Oberseite zu füllen. Der Abstand zwischen den einzelnen Bügeldurchgängen beträgt in der Regel einen Bruchteil des Düsendurchmessers. Das bedeutet, dass die Düse mehrmals über dieselbe Stelle fährt. Das Bügeln erfolgt in einem festen Winkel von 45 Grad im Vergleich zur ersten Phase des normalen Top Infill, da diese Vorgehensweise bessere Ergebnisse erzielt.

Nachteile
Der größte Nachteil ist die erhöhte Druckzeit, da die zweite Phase des Top-Infill mit sehr kleinen Abständen zwischen den Bügellinien durchgeführt wird. Sie können in der Vorschau sehen, wie viel Druckzeit für das Bügeln aufgewendet wird.
Wenn Sie eine große Fläche bügeln, kann es auf manchen Maschinen zu Wärmekriechen und schließlich zu einem verstopften Hotend kommen, da die Extrusion während des Bügelns gering und langsam ist. Dies kann vor allem beim Drucken mit PLA ein Problem sein, da es eine geringe Temperaturbeständigkeit aufweist. Das Risiko ist bei sommerlichen Hitzeperioden erhöht.
Ein weiterer Nachteil ist, dass die Kanten ein klein wenig unscharf oder weniger scharf sein werden. Der Werkzeugweg für das Bügeln ist für eine kleine Extrusion geplant, aber die Düse ist physikalisch immer noch die gleiche Größe, so dass etwas Kunststoff über die Kante laufen wird.
Wann sollte man das Bügeln verwenden
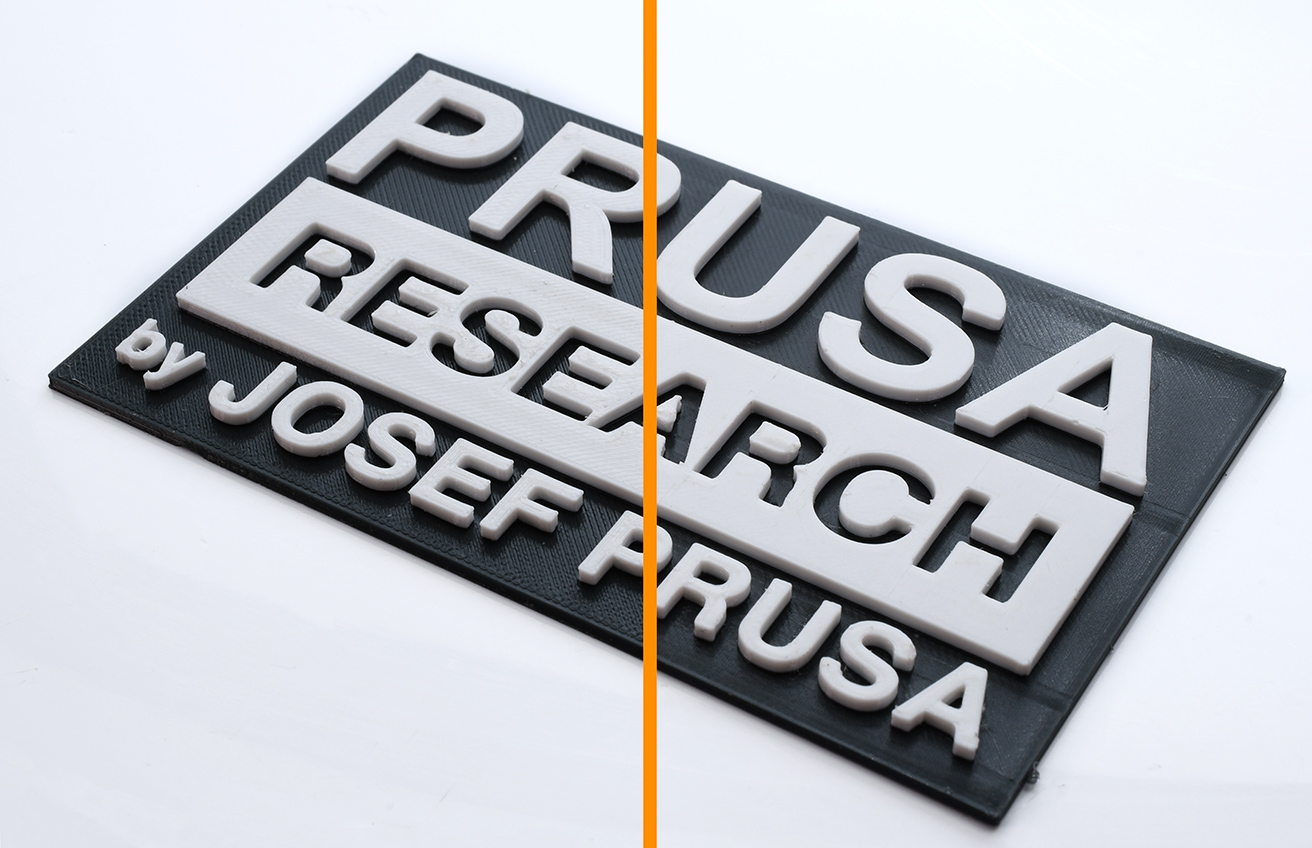
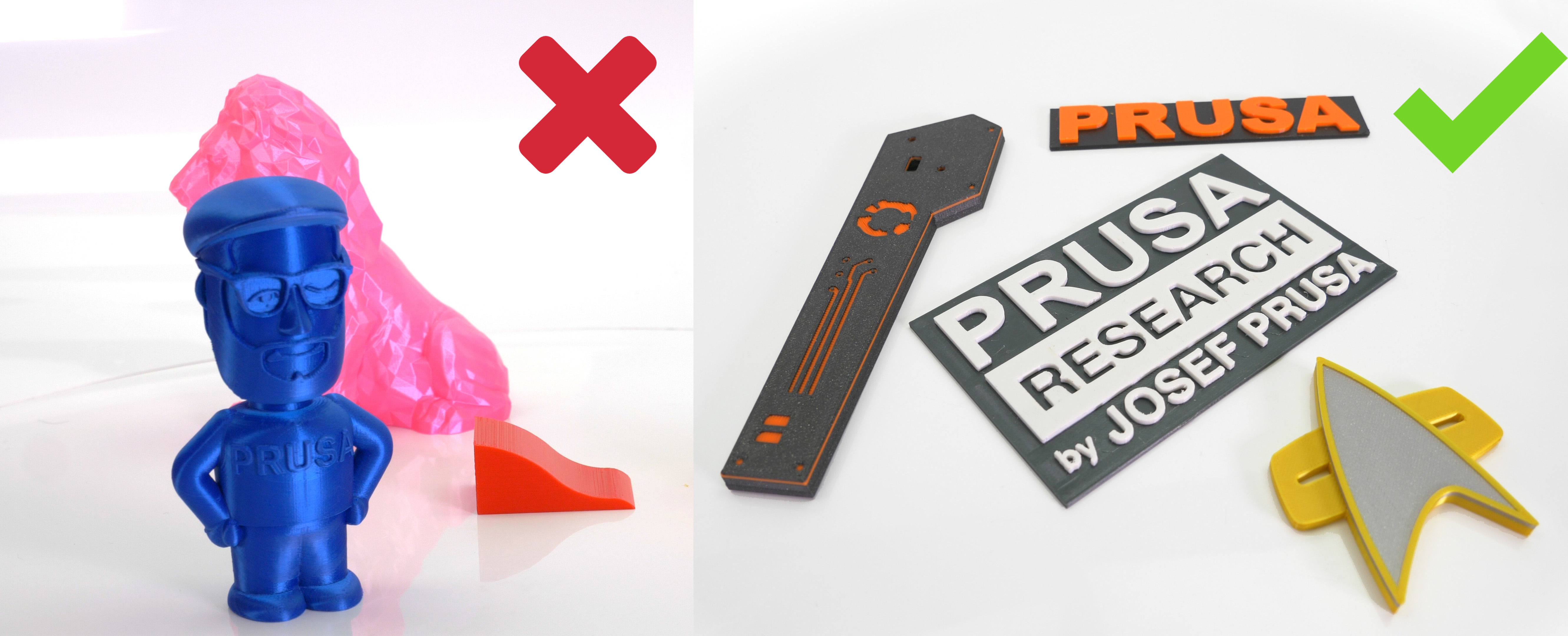
Bügeln ist nützlich für Drucke mit flachen Oberseiten, wie Namensschilder, Logos, Anstecker, Schachteln, Deckel, etc.
Das Bügeln kann auch nützlich sein, wenn Sie zwei Teile zusammenkleben wollen und die Oberflächen so flach wie möglich sein müssen, damit der Spalt zwischen ihnen minimiert wird.
Wann Sie nicht bügeln sollten
Bügeln ist für runde Objekte, Figuren und organische Formen im Allgemeinen nicht sinnvoll. Es ist auch nicht sinnvoll für Objekte, die zwar flache Bereiche haben, aber diese flachen Bereiche sind nicht parallel zum Druckbett ausgerichtet. Abgesehen davon hat das Bügeln beim Drucken solcher Modelle keine signifikanten negativen Auswirkungen, es verlängert nur unnötig die Druckzeit.

Einige Modelle können auf dem Kopf stehend gedruckt werden. Die untere Schicht, die auf der Druckbett gedruckt wird, wird in der Regel noch glatter sein als eine gebügelte obere Schicht. Und Sie können je nach verwendetem Druckblech eine Textur in den Druck einprägen.
Monotonisches Infill ist eine weitere Funktion, die die Qualität der Deckschichten verbessert. Verwenden Sie es in Kombination mit Bügeln, um die besten Ergebnisse zu erzielen. In den originalen Prusa-Profilen ist Monotonisches Infill bereits als Standardmuster für die Deckschicht eingestellt.
So schalten Sie das Bügeln ein
Für alle Modelle
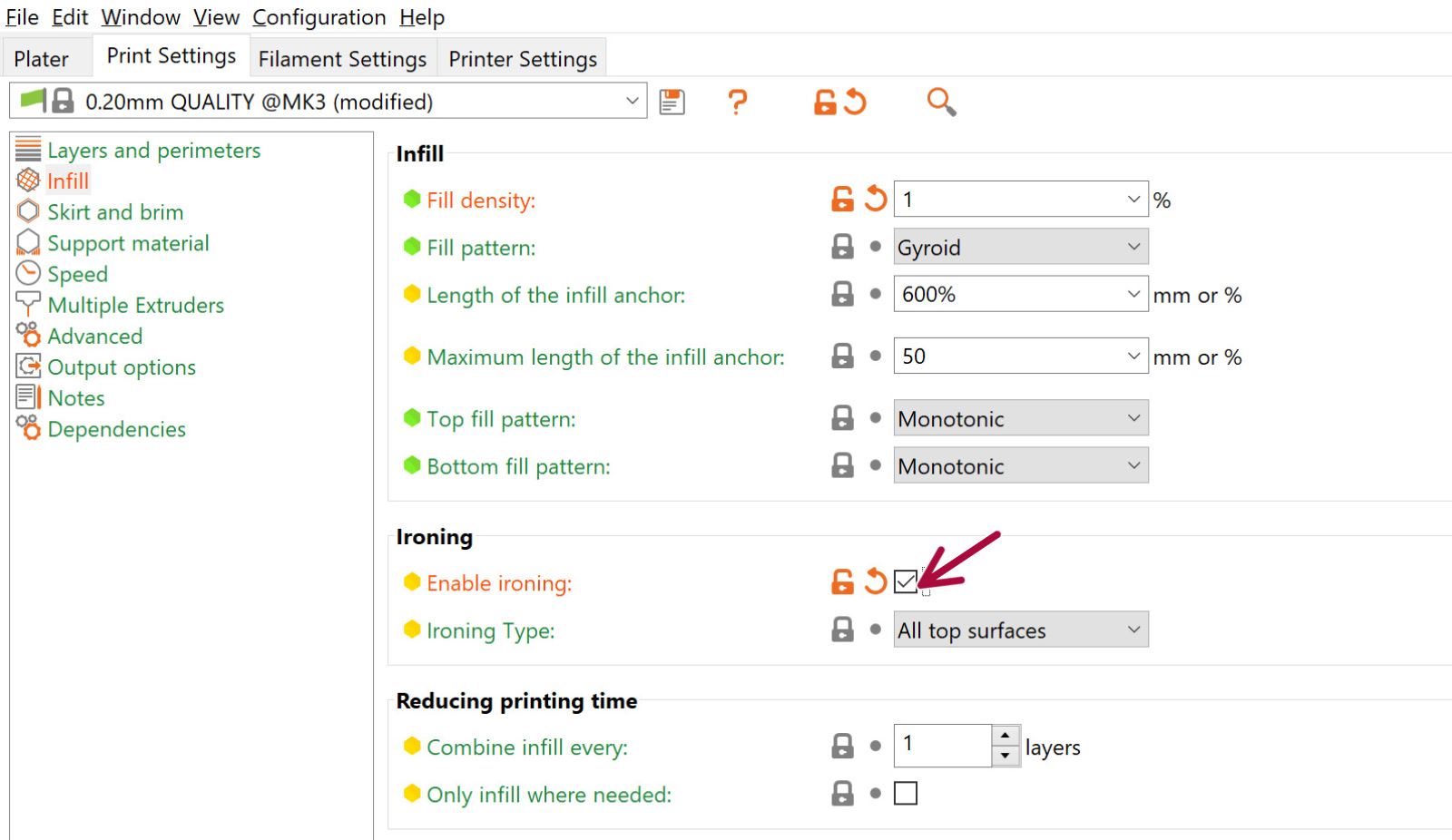
Das Bügeln ist im Einfachen Modus nicht verfügbar, wechseln Sie daher in den Erweiterten oder Expertenmodus.
Wählen Sie dann Druckeinstellungen -> Infill -> Bügeln -> Bügeln aktivieren.
Für das ausgewählte Modell
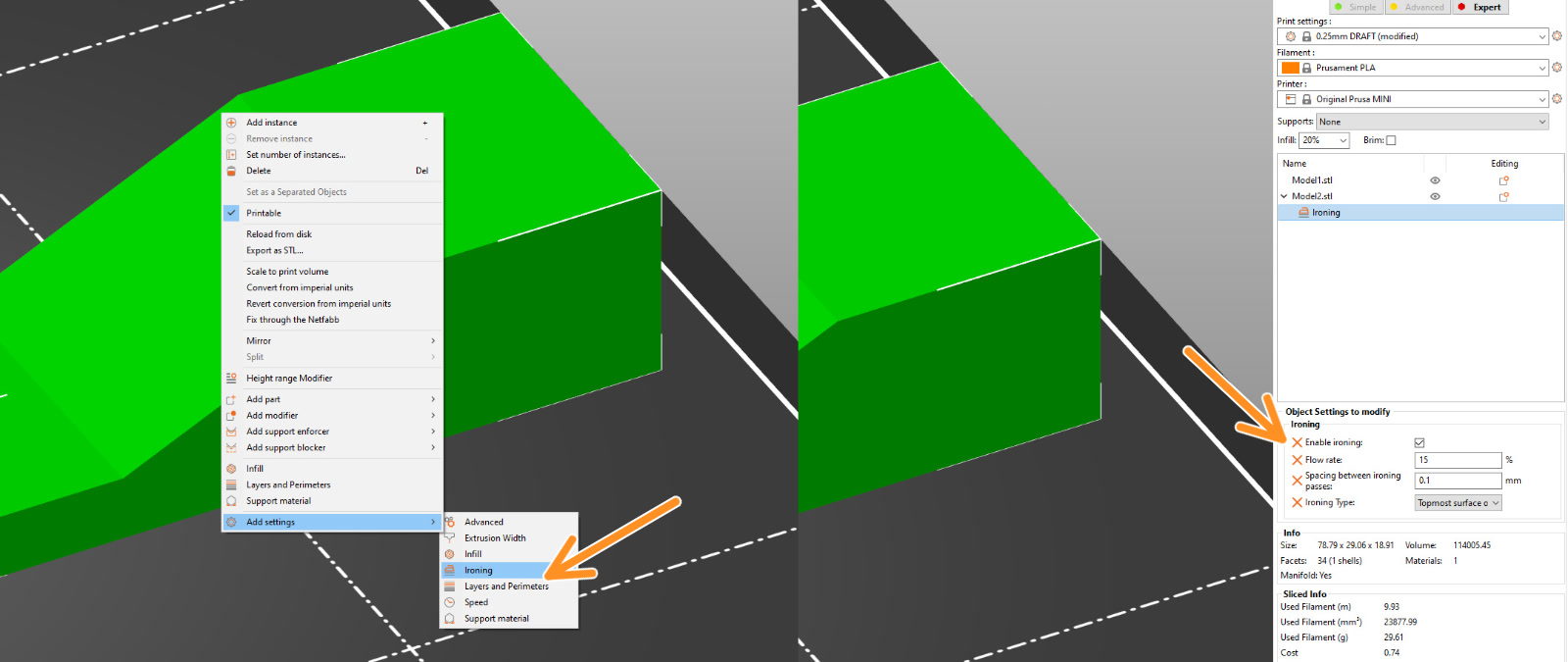
Zunächst wechseln Sie in den Expertenmodus, nur in diesem Modus ist das Bügeln für einzelne Modelle aktiviert. Klicken Sie mit der rechten Maustaste auf ein Modell und wählen Sie Einstellungen hinzufügen - Bügeln aus dem Kontextmenü. Markieren Sie Bügeln aktivieren, optional können Sie auch die restlichen Bügeleinstellungen auswählen, um sie modellspezifisch anzupassen. Sie können nun die Bügeleinstellungen für dieses Modell über das rechte Bedienfeld ändern.
Wenn Sie mehrere Kopien desselben Objekts auf der Bauplatte haben und Sie das Bügeln nur für eine davon einschalten wollen, müssen Sie zunächst mit der rechten Maustaste auf das Modell klicken und im Kontextmenü die Option Als separates Objekt einstellen wählen. Ansonsten würden Sie es für alle Kopien einschalten, da sie sich alle Einstellungen teilen.
Modifizierer
Sie können Höhenbereichsmodifikatoren oder [id=1767|anchor=modifier-meshes|title=Modifizierernetze verwenden, um das Bügeln nur für einen Teil eines Modells zu aktivieren (im Expertenmodus).
Höhenbereichsmodifizierer
Da das Bügeln nur auf ebenen Flächen funktioniert, ist es sinnvoll, einen Höhenbereichsmodifizierer zu verwenden, um ein vertikales Intervall festzulegen, in dem das Bügeln angewendet wird.
- Klicken Sie mit der rechten Maustaste auf ein Modell und wählen Sie Höhenbereichsmodifizierer.
- Bestimmen Sie die Starthöhe und die Stopphöhe im rechten Bedienfeld
- Klicken Sie mit der rechten Maustaste auf das Zahnrad neben dem Höhenbereichsmodifizierer im rechten Fensterbereich
- Wählen Sie Einstellungen hinzufügen - Bügeln
- Kreuzen Sie Bügeln aktivieren an, Sie können nun das Bügeln nur für dieses Teil im rechten Bedienfeld einschalten
Modifizierer-Netz
- Klicken Sie mit der rechten Maustaste auf ein Modell und wählen Sie Modifizierer hinzufügen
- Sie können entweder eine Grundform (Box, Zylinder) verwenden oder mit Laden... ein benutzerdefiniertes Netz als Modifizierer importieren
- Positionieren Sie den Modifizierer so, dass er den gewünschten Teil des Modells überlappt
- Klicken Sie mit der rechten Maustaste auf das Zahnrad neben dem Modifizierer im rechten Bereich
- Wählen Sie Einstellungen hinzufügen - Bügeln
- Kreuzen Sie Bügeln aktivieren an, Sie können nun das Bügeln nur für dieses Teil im rechten Bedienfeld einschalten
Bügelart
Alle oberen Flächen
Die Düse bügelt die oberste Schicht jeder Oberfläche (die letzte Schicht jeder Fläche).
Nur oberste Fläche
Nur die allerletzte Schicht des Objekts wird gebügelt. Das bedeutet, dass im Falle eines geprägten Textes (parallel zum Druckbett ausgerichtet) nur die Oberseite der Buchstaben gebügelt wird, nicht aber der Raum zwischen den Buchstaben.
Alle festen Oberflächen
Jede Ebene erhält einen Bügeldurchgang. Dies ist eine experimentelle Funktion, die mit 100% Füllung verwendet werden soll, um klarere transparente Objekte zu erzeugen.
Flussrate
Prozentuale Fließrate bezogen auf die normale Schichthöhe des Objekts.
Abstand zwischen den Bügeldurchgängen
Abstand zwischen den einzelnen Bügellinien. Dieser Wert sollte kleiner als Ihr Düsendurchmesser sein. Dadurch wird die Düse mehrmals über dieselbe Stelle fahren.
Geschwindigkeit
Diese Option ist nicht mit den anderen Bügeleinstellungen gruppiert. Stattdessen finden Sie sie unter Druckeinstellungen -> Geschwindigkeit -> Bügeln. Experimentieren Sie ruhig mit diesem Wert, aber im Allgemeinen funktionieren langsamere Geschwindigkeiten am besten.
Kalibrierung
Das Bügeln ist sehr empfindlich gegenüber einer genauen Extruderkalibrierung. Zu wenig und es werden glänzende Rillen auf der obersten Schicht sichtbar, die nicht gebügelt werden. Zu viel und der überschüssige Kunststoff wird von der Düse an die Kanten der Oberseite gezogen. Das Kalibrieren ist also eine Sache von Versuch und Irrtum. Man kann mit dem Bügelfluss, der Geschwindigkeit und den Abständen experimentieren, um die besten Ergebnisse zu erzielen.
Unterschiedliche Materialien
Bei den Einstellungen wird nicht zwischen verschiedenen Materialien unterschieden. Allerdings verhält sich das Bügeln je nach verwendetem Filament etwas anders.
PLA lässt sich sehr gut bügeln, ist aber sehr anfällig für Hitzeentwicklung (abhängig von Ihrem Drucker und der Umgebungstemperatur).
PETG bügelt gut, aber es besteht ein erhöhtes Risiko, dass zusätzliches Filament an der Düse klebt. Dieser Kunststoff kann sich an der Düse ansammeln, bei Überhitzung dunkel werden und sich schließlich mit dem Druck verbinden. Das Gleiche gilt für FLEX, aber viel ausgeprägter.
ASA bügelt unglaublich gut und erzeugt superglatte Oberflächen.
Als wir versucht haben, holzgefüllte Filamente zu bügeln, haben wir keine sehr guten Ergebnisse erzielt. Aber Ihre Erfahrungen können variieren.
Geschichte
Die Idee des Bügelns wurde erstmals vom Benutzer "Neotko" im Ultimaker-Community-Forum vorgeschlagen. Neotko entwarf den Prototyp "Neosanding" - eine Glättung von Oberseiten in Simplify3D, indem er eine zweite Infill-Phase auf der gleichen Druckhöhe mit Null oder einer winzigen Extrusionsrate senkrecht zum ersten Infill-Lauf laufen ließ. Das "Neosanding" wurde später von Ultimaker in ihren Cura-Slicer integriert. Kisslicer integrierte das Bügeln mit einer kleinen Wendung: Die zweite Phase steht nicht senkrecht zur ersten Phase, sondern in einem Winkel von 45 Grad, was Jonathan, der Autor von Kisslicer, als besser bestätigt hat. PrusaSlicer implementiert Neotkos "Neosanding" bei 45 Grad wie in Kisslicer.
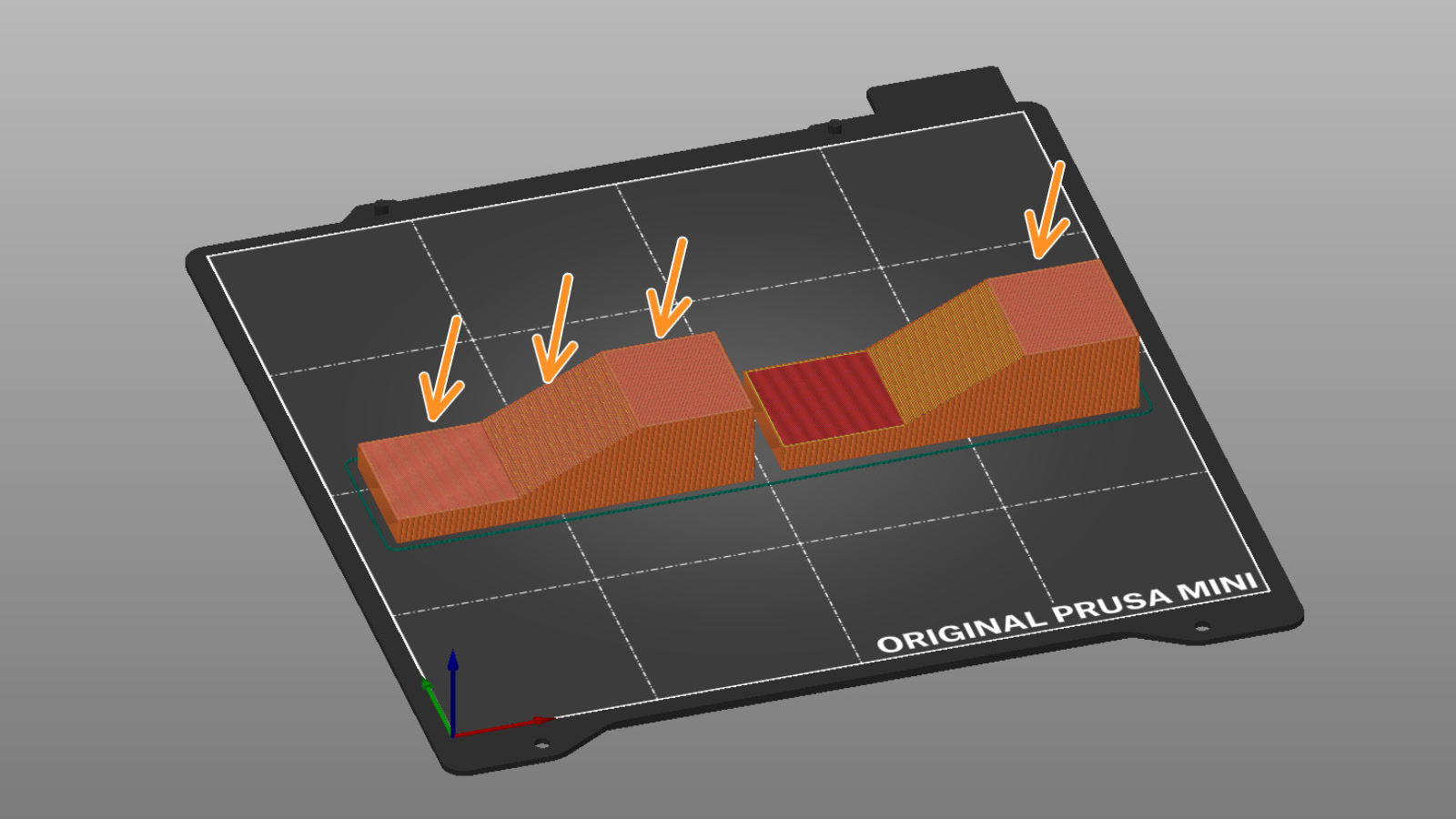
Sie sehen den Bügeldurchgang auf dem rechten Würfel
3 Kommentare
not al Pictures are visible !