PrusaSlicer bietet viele Infill-Muster zur Auswahl an. Bei der Auswahl eines Infill-Musters sollten Sie vor allem folgende Dinge beachten:
- Druckgeschwindigkeit
- Dichte pro verwendetem Material (bessere Unterstützung für obere Schichten mit weniger Material)
- Aussehen
- Unterstützung für obere Schichten
- Flexibilität (für TPU/TPE Drucke)
Für einige, aber in der Regel nicht alle Anwendungen werden unterschiedliche Infill-Muster verwendet:
- Füllung des Inneren eines Modells mit geringer Dichte
- Füllung der oberen Schichten
- Füllen der unteren Schichten
- Erzeugen von Stützmaterial
Infill-Typen und ihre Eigenschaften
Gyroid Infill
Der Gyroid ist unser Favorit und einer der besten Infills. Es ist eine der wenigen 3D-Strukturen, die in jeder Richtung einen guten Halt bieten. Außerdem ist sie relativ schnell gedruckt, spart Material, kreuzt sich nicht in einer Schicht und sieht toll aus. Die besondere Form dieses Infills erlaubt es, ihn mit Harz oder einer anderen Flüssigkeit zu füllen.
- Es ist dreidimensional - und damit gleich stark in alle Richtungen
- Es kann ziemlich schnell
- Es kreuzt sich nicht in der gleichen Schicht
- Es hat ein gutes Verhältnis zwischen Stärke und Gewicht
- Es lässt sich mit Harz oder einer anderen Flüssigkeit füllen.
- (Wir finden) es sieht wirklich toll aus
gedruckt werden
Kubisch
Dies ist ein Infill mit Pfaden, die sich innerhalb einer Schicht kreuzen. Hier werden Würfel erzeugt, die mit einer Ecke nach unten ausgerichtet sind. Auf diese Weise entstehen zahlreiche Lufteinschlüsse, die als Wärmeisolierung dienen oder das Objekt auf dem Wasser schwimmen lassen können (bei wasserfesten Filamenten wie PETG). Druckzeit und Filamentverbrauch unterscheiden sich nicht von den vorherigen Infills.
Adaptives kubisches Infill
Der Adaptive kubische Infill funktioniert nach dem gleichen Prinzip wie kubisch. Es besteht aus Würfeln, die über Eck ausgerichtet sind und deren Linien sich in einer Schicht kreuzen. Im Gegensatz zum einfachen kubischen Infill wird dieses Infill automatisch dichter oder weniger dicht, je nach Abstand zur nächsten Wand, so dass in der Mitte große Hohlräume entstehen. Dies ist besonders nützlich für große Drucke mit einem großen Innenvolumen. Der Druck wird oben, unten und an allen Seiten eine dichtere Infill haben, aber in der Nähe der Mitte des Volumens eine geringere Dichte aufweisen. Das Ergebnis ist eine kürzere Druckzeit und ein geringerer Filament-Verbrauch bei gleichbleibend guter Unterstützung der oberen Schichten und ähnlichen mechanischen Eigenschaften. Der Materialverbrauch ist ca. ¼ geringer als bei dem geradlinigen Infill.
Das Adaptive kubische Infill funktioniert durch Verfeinerung der Zellen eines Octree, die ein beliebiges Objektdreieck enthalten. Zu jeder Infill-Linie werden Infill-Anker hinzugefügt. Das macht den Infill stabiler und stabilisiert die Extrusion am Anfang einer Infill-Linie.
Kubisches Stütz-Infill
Dieser Infill wird automatisch dichter, je nach Abstand zur nächsten oberen Schicht (die Infill-Dichte nimmt nur in der Z-Achse zu). Seine primäre Funktion ist es, die oberen Schichten zu unterstützen, indem so viel Material wie möglich eingespart wird, er verbessert keine mechanischen Eigenschaften des Modells. Materialverbrauch und Druckzeit dieses Infills sind bei weitem die niedrigsten von allen unterstützten Infills.
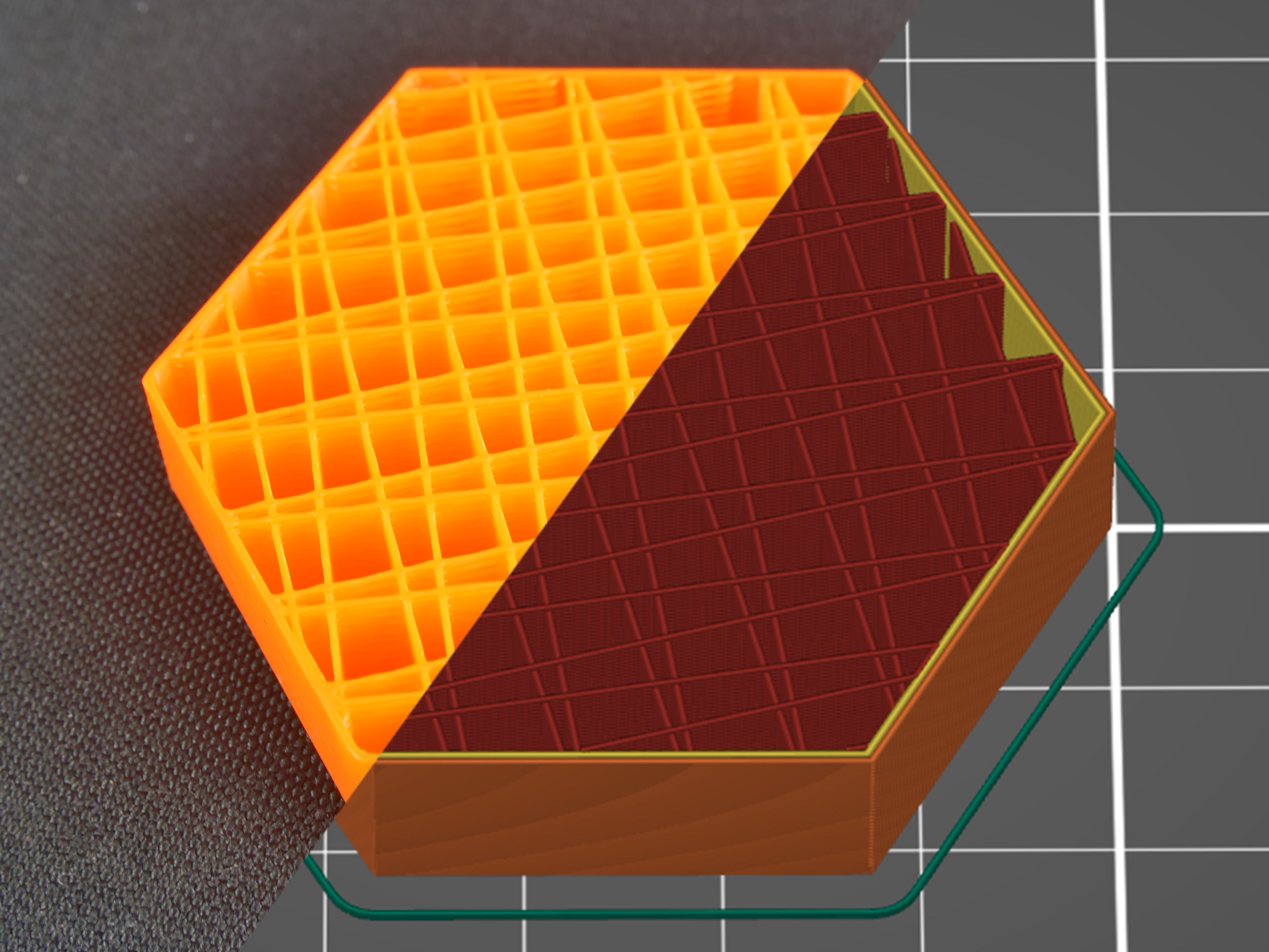
Gradlinig
Gradlinig ist eines der grundlegenden Infill-Muster. Es erzeugt ein geradliniges Gitter, indem eine Schicht in einer Richtung gedruckt wird, die nächste Schicht um 90° gedreht usw. Auf diese Weise wird Filament gespart und es sammelt sich kein Material an den Kreuzungen an (im Gegensatz zum Gitter). Es ist einer der am schnellsten gedruckten Infills.
Im Vergleich zum Gitter-Muster bietet Gradlinig die doppelte Unterstützung für die oberen Schichten bei gleicher Materialmenge.
Dieser Infill-Typ ist der einzige, der für das Drucken von 100% Infill empfohlen wird. Wenn Sie in Ihrem Profil einen anderen Infill-Typ eingestellt haben und den Infill-Prozentsatz auf 100% Dichte ändern, wird PrusaSlicer den Infill-Typ automatisch auf Gradlinig ändern.
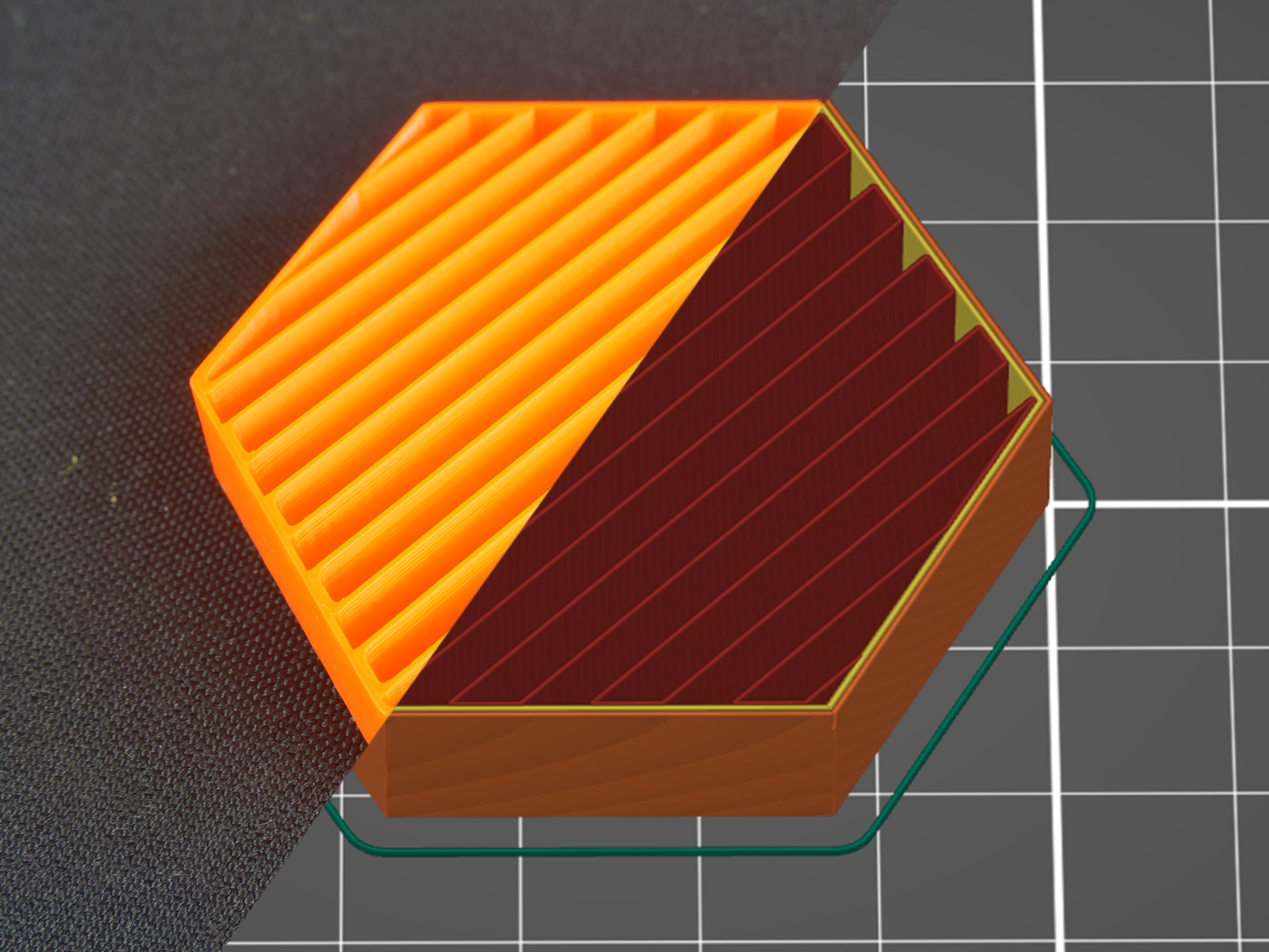
Geradlinig ausgerichtet
Dieser Infill besteht aus parallelen Linien, die im Inneren des Modells gezeichnet werden und die den äußeren Stützstrukturen ähneln. Ähnlich wie der vorherige Typ spart dieses Infill Zeit, hat einen durchschnittlichen Materialverbrauch und es sammelt sich kein Material an Kreuzungen an. Die Verwendung dieses Infills kann jedoch zu Problemen führen, wenn die Richtung der Linien im Infill dieselbe ist wie im Infill der ersten oberen massiven Schicht - wenn sie vollkommen parallel sind, könnten die oberen Schichten Probleme mit der Überbrückung haben.
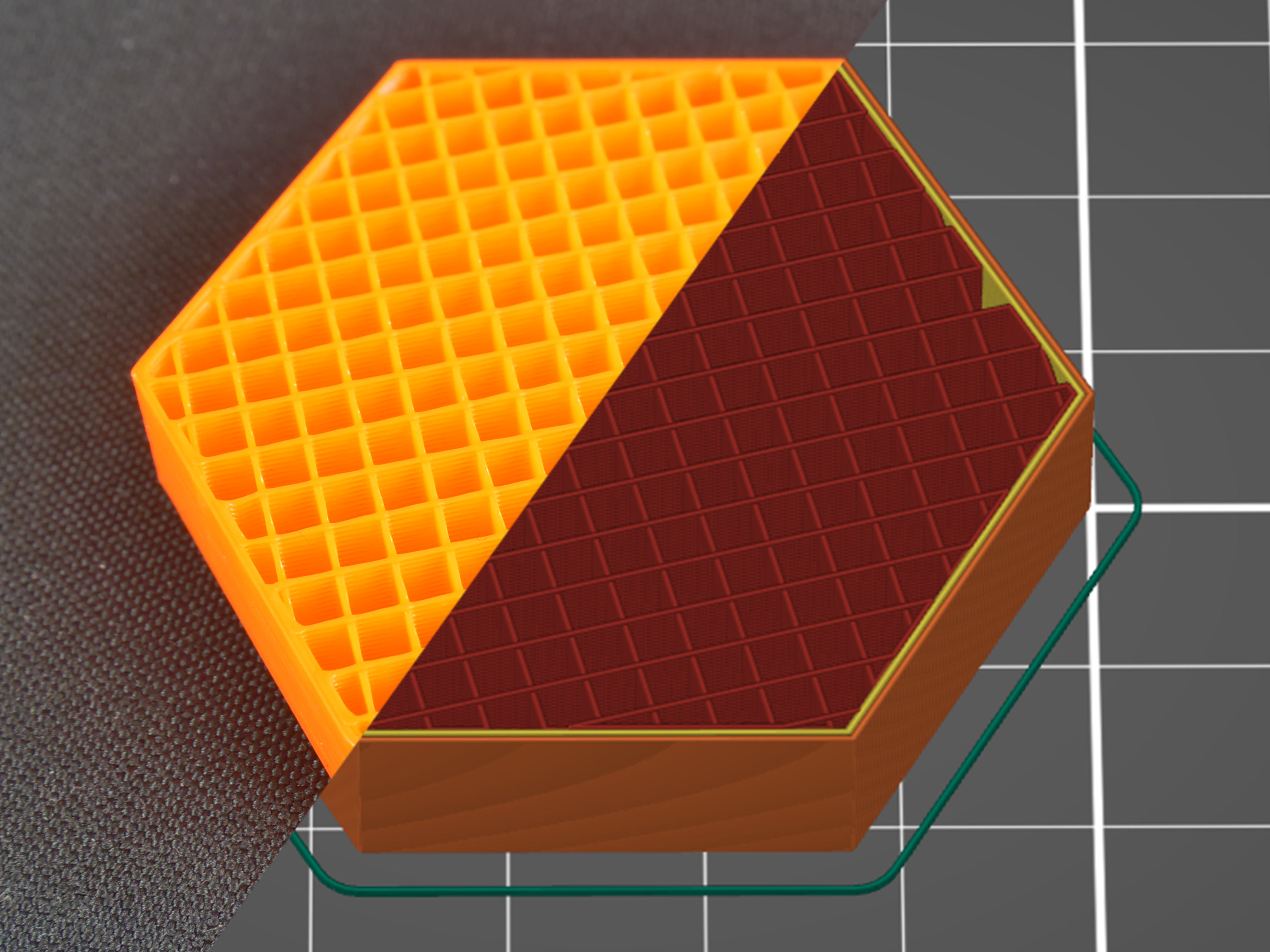
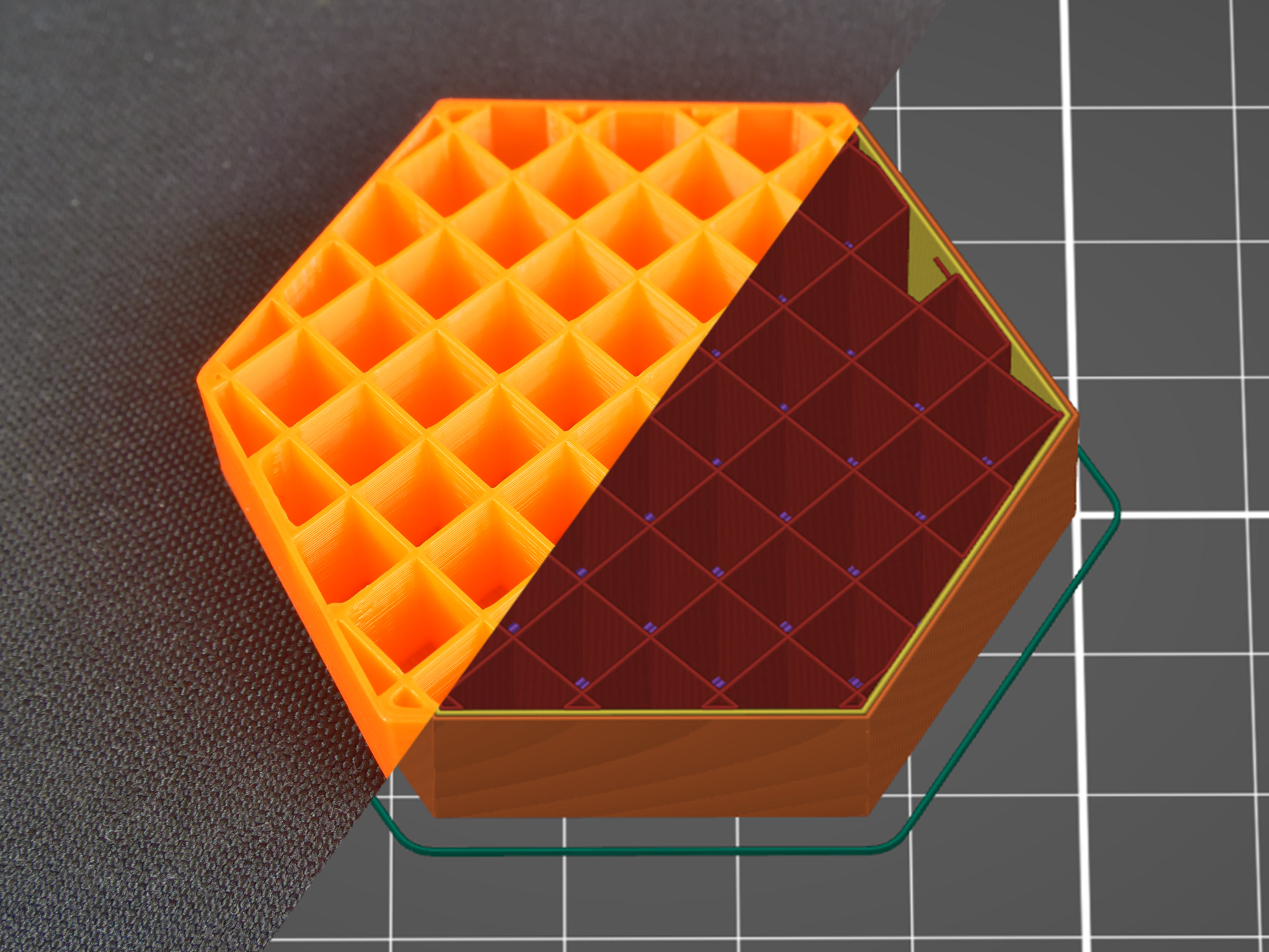
Gitter
Dies ist eine der einfachsten und schnellsten Varianten von Infill. Im Gegensatz zu geradlinig wird es in jeder Schicht in beide Richtungen gedruckt (um 90° gedreht). Auf diese Weise sammelt sich das Material an den Stellen, an denen sich die Pfade kreuzen. Der gitterförmige Infill ist stabiler (und hat eine bessere Haftung der Schichten) als der geradlinige Infill, kann aber manchmal störende Geräusche oder sogar einen Druckfehler verursachen, weil die Düse über die Kreuzungen fährt, an denen sich das Material ansammelt.
Durch die Art und Weise, wie dieses Infill gedruckt wird, kreuzen sich die Pfade und führen dazu, dass sich das Material an diesen Stellen ansammelt. Sie können ein bestimmtes Geräusch hören, wenn die Düse auf diese Stellen trifft. Dies kann sogar dazu führen, dass der Druck fehlschlägt.

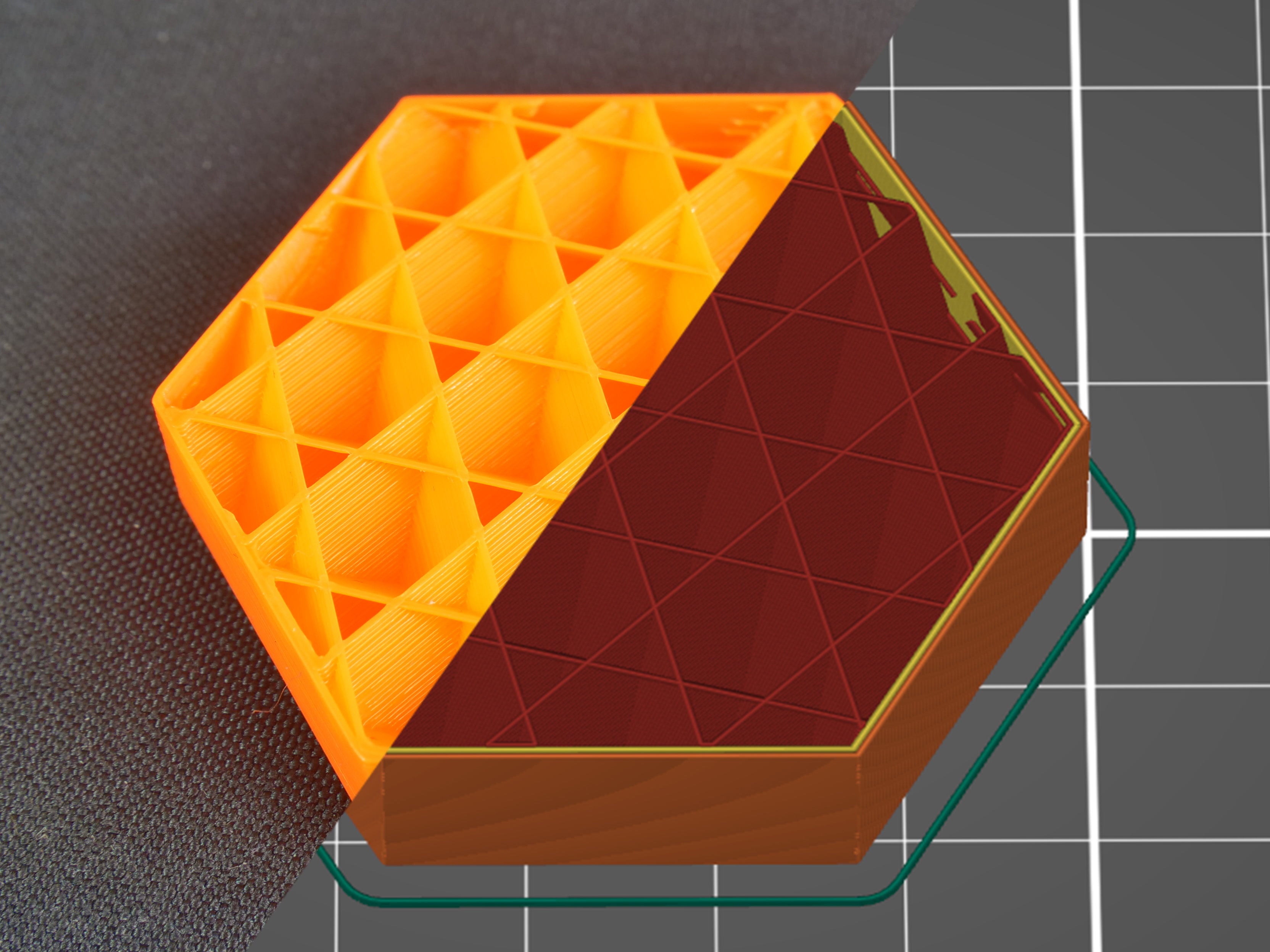
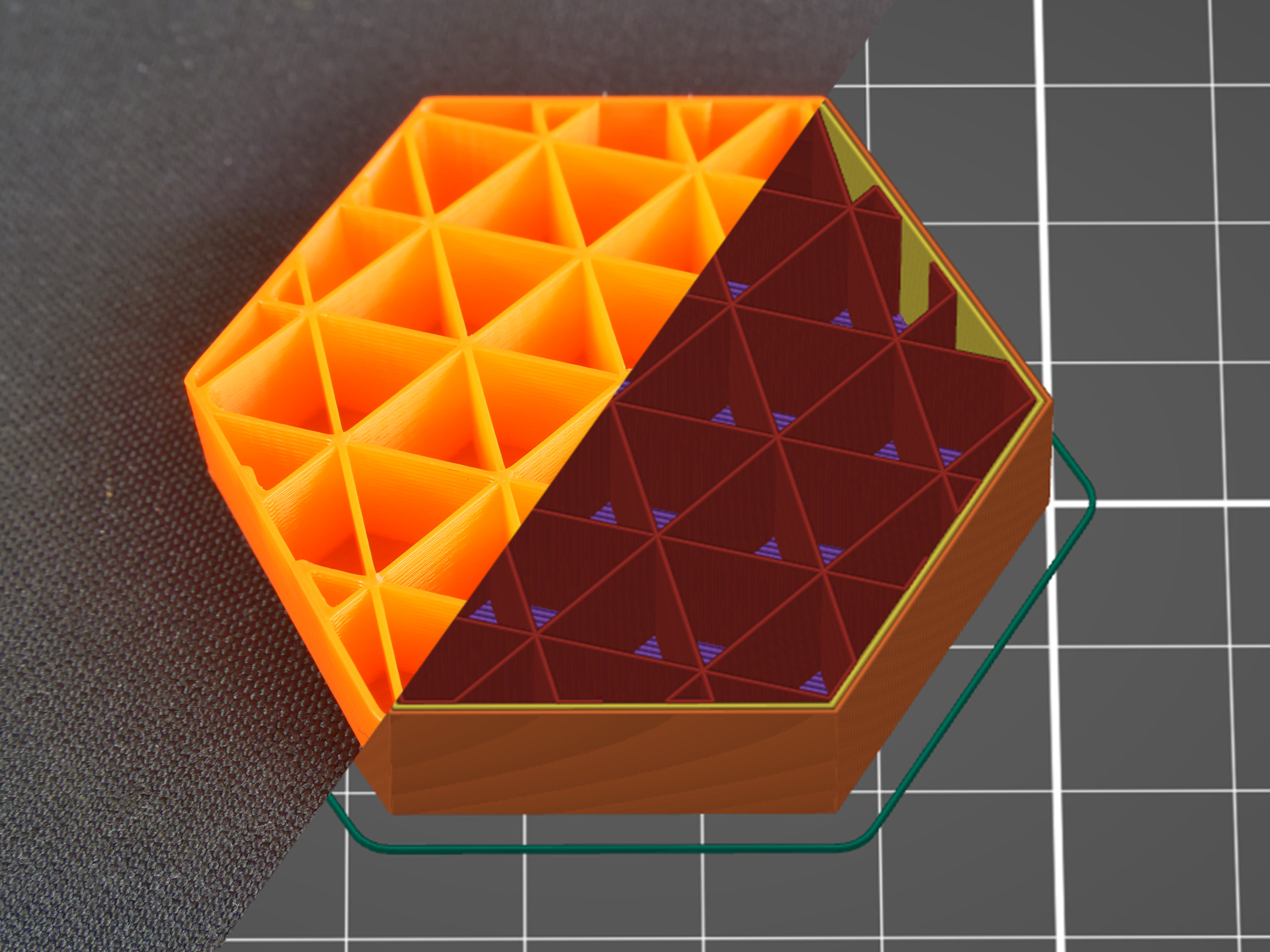
Dreiecke
Dieses Infill funktioniert ähnlich wie das Grid Infill - die Pfade kreuzen sich in einer Schicht, allerdings werden sie dieses Mal in drei Richtungen gedruckt und bilden eine Dreiecksstruktur. Der Material- und Zeitaufwand ist fast identisch mit dem des Gitters.
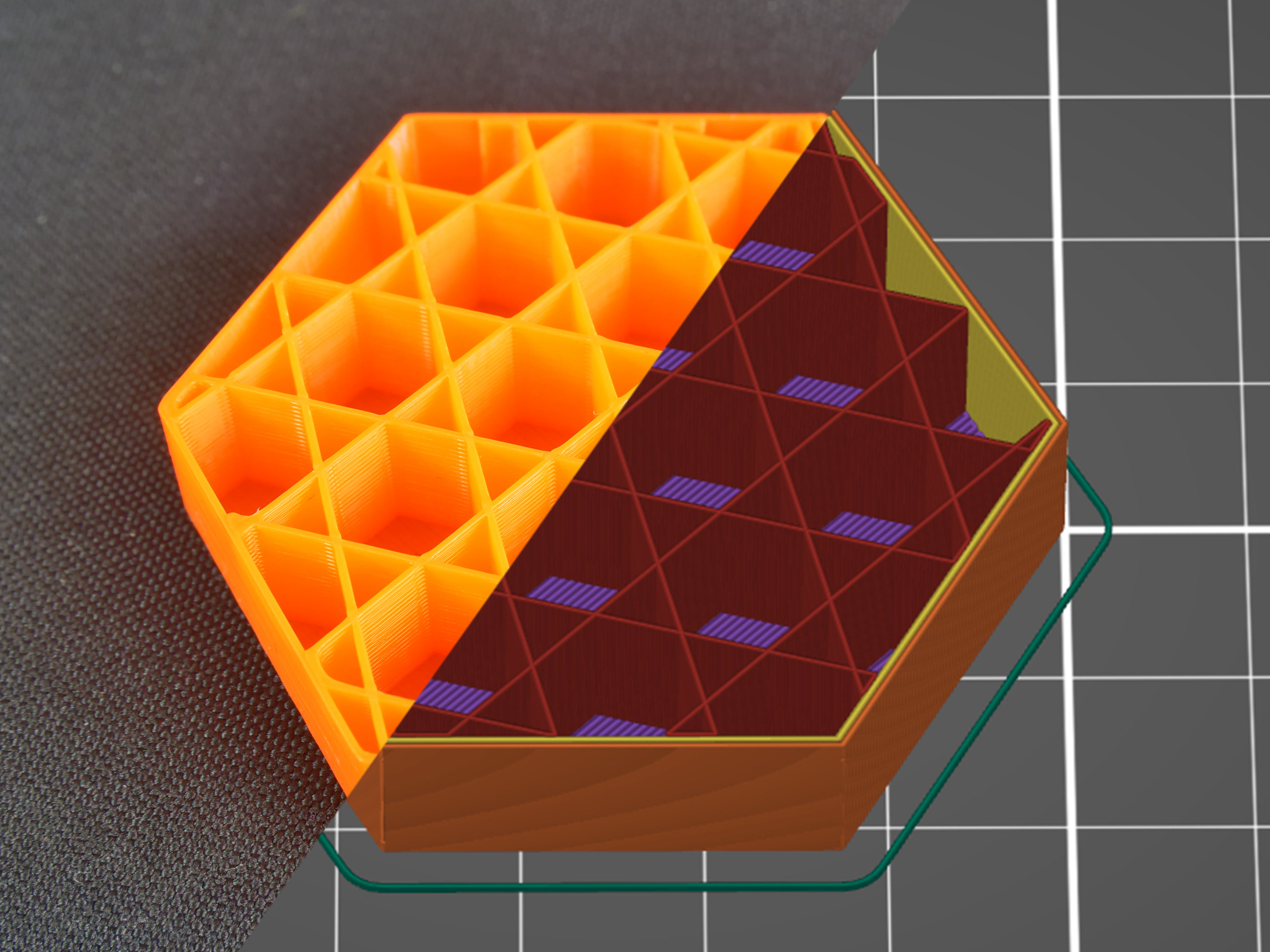
Sterne
Der Infill Sterne basiert auf Dreiecken, aber die Pfade werden so verschoben, dass sechszackige Sterne entstehen. Auch dieser Infill wird durch Linien erzeugt, die sich in einer einzigen Schicht kreuzen. Der Material- und Zeitaufwand ist ähnlich wie beim vorherigen Infill.
Linie
Die Linie ist eine der Infills, die keine sich kreuzenden Pfade in einer Schicht aufweisen. Die Pfade sind ähnlich wie beim geradlinigen Infill, aber sie sind nicht parallel zueinander. Stattdessen sind sie in einem spitzen Winkel gedruckt. Es überrascht nicht, dass dieser Infill in Bezug auf Druckzeit und Materialverbrauch ähnlich wie der geradlinige Infill ist.
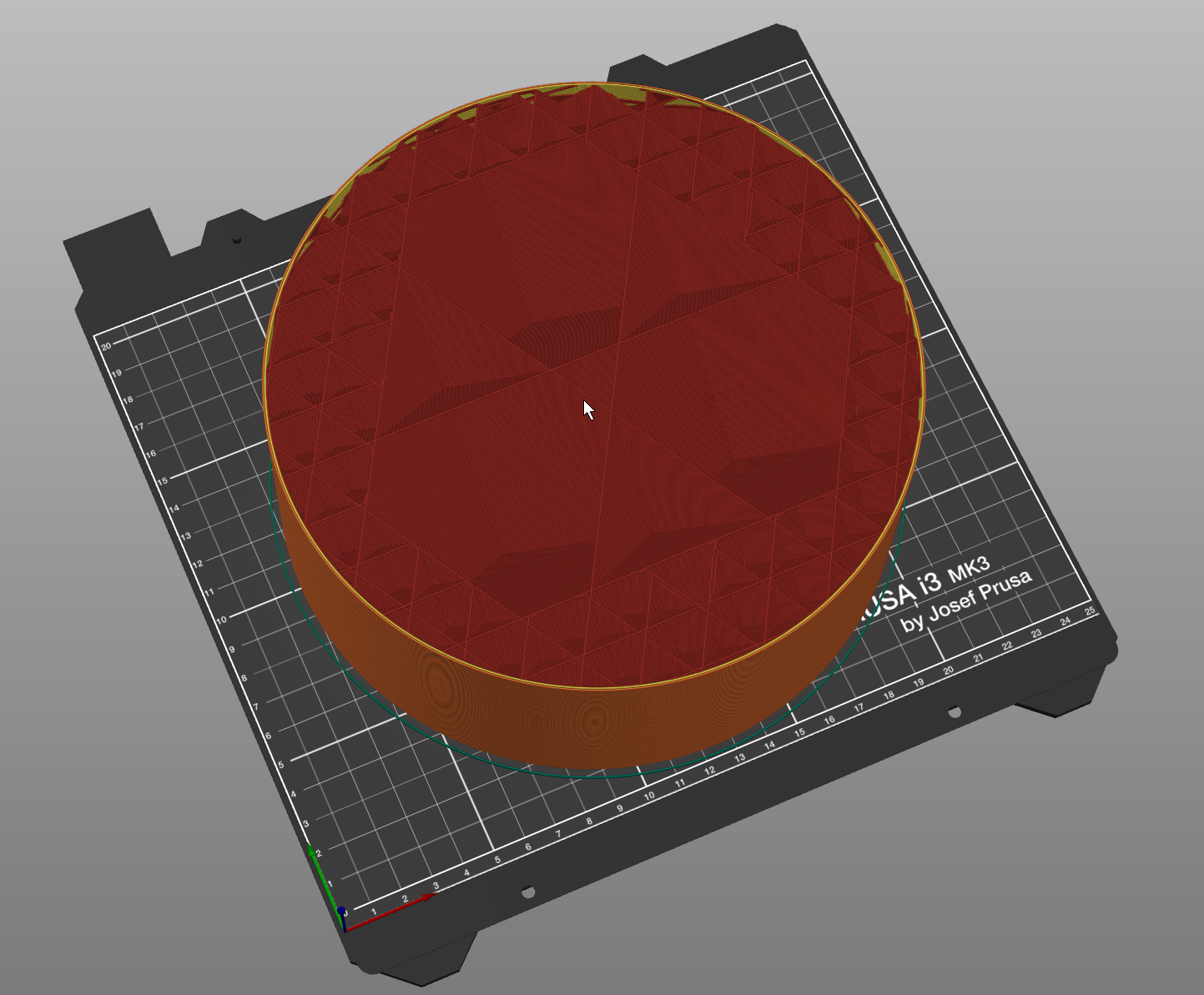
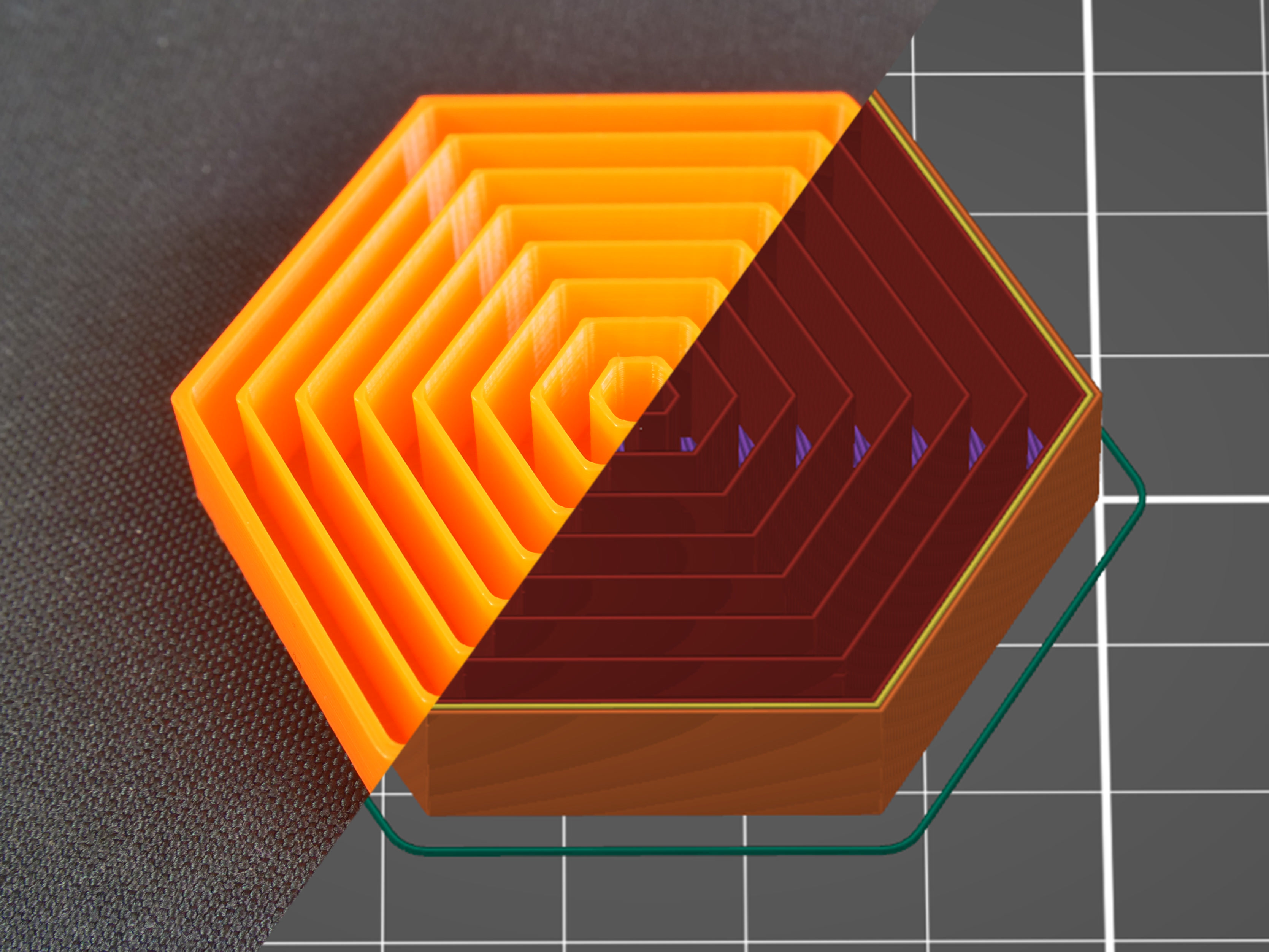
Konzentrisch
Der konzentrische Infill zeichnet die Umfangslinien des Modells nach und verkleinert sie zum Zentrum hin. Mit anderen Worten: Wenn Sie einen Zylinder drucken, erzeugt der konzentrische Infill konzentrische Kreise innerhalb dieses Zylinders. Dies kann bei transparenten Teilen oder flexiblen Modellen (z.B. RC-Reifen) nützlich sein. Der größte Nachteil ist die Zeit, die Sie zum Drucken benötigen. Der Materialverbrauch ist nicht höher als bei früheren Arten von Infill-Mustern.
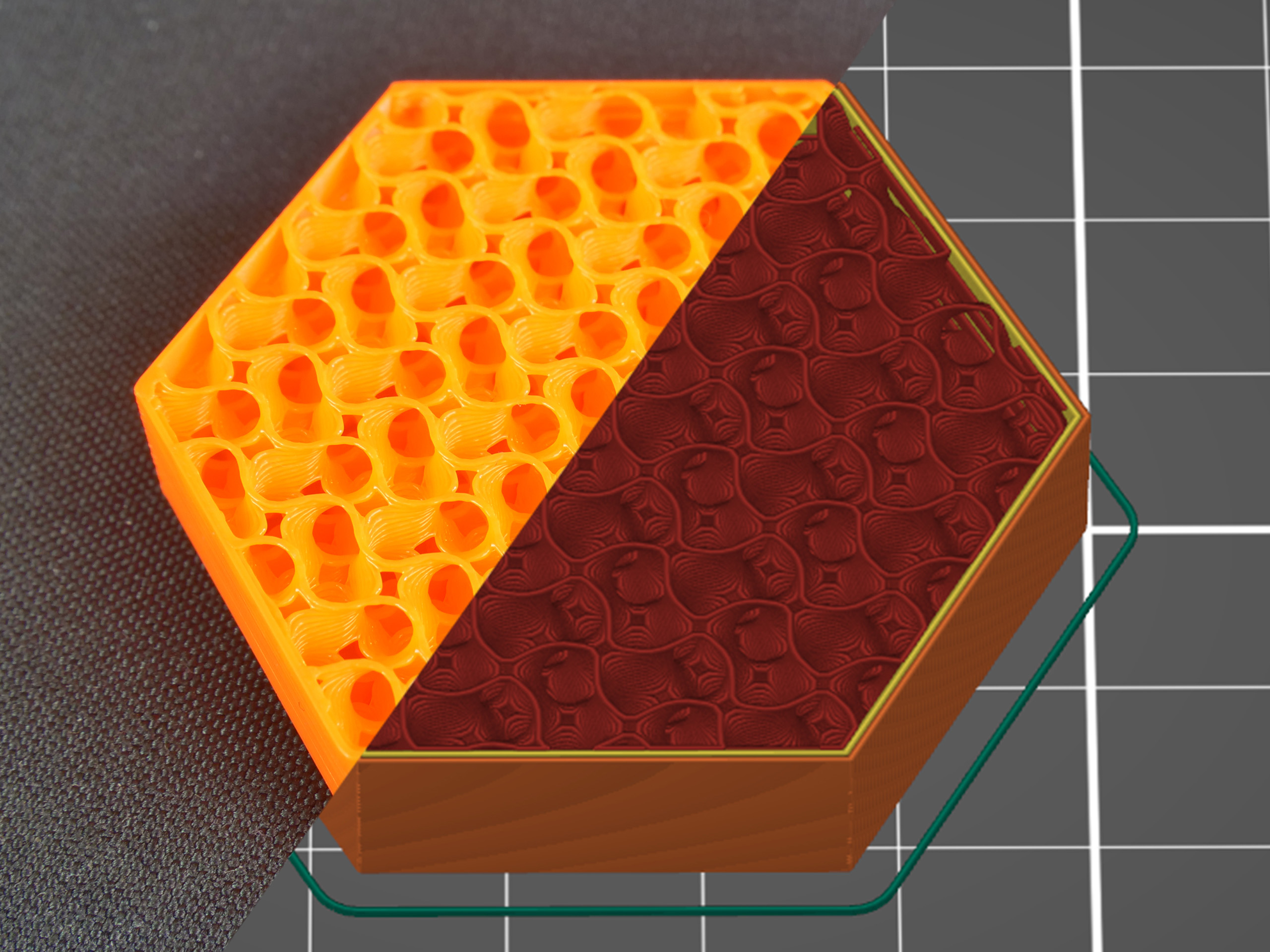
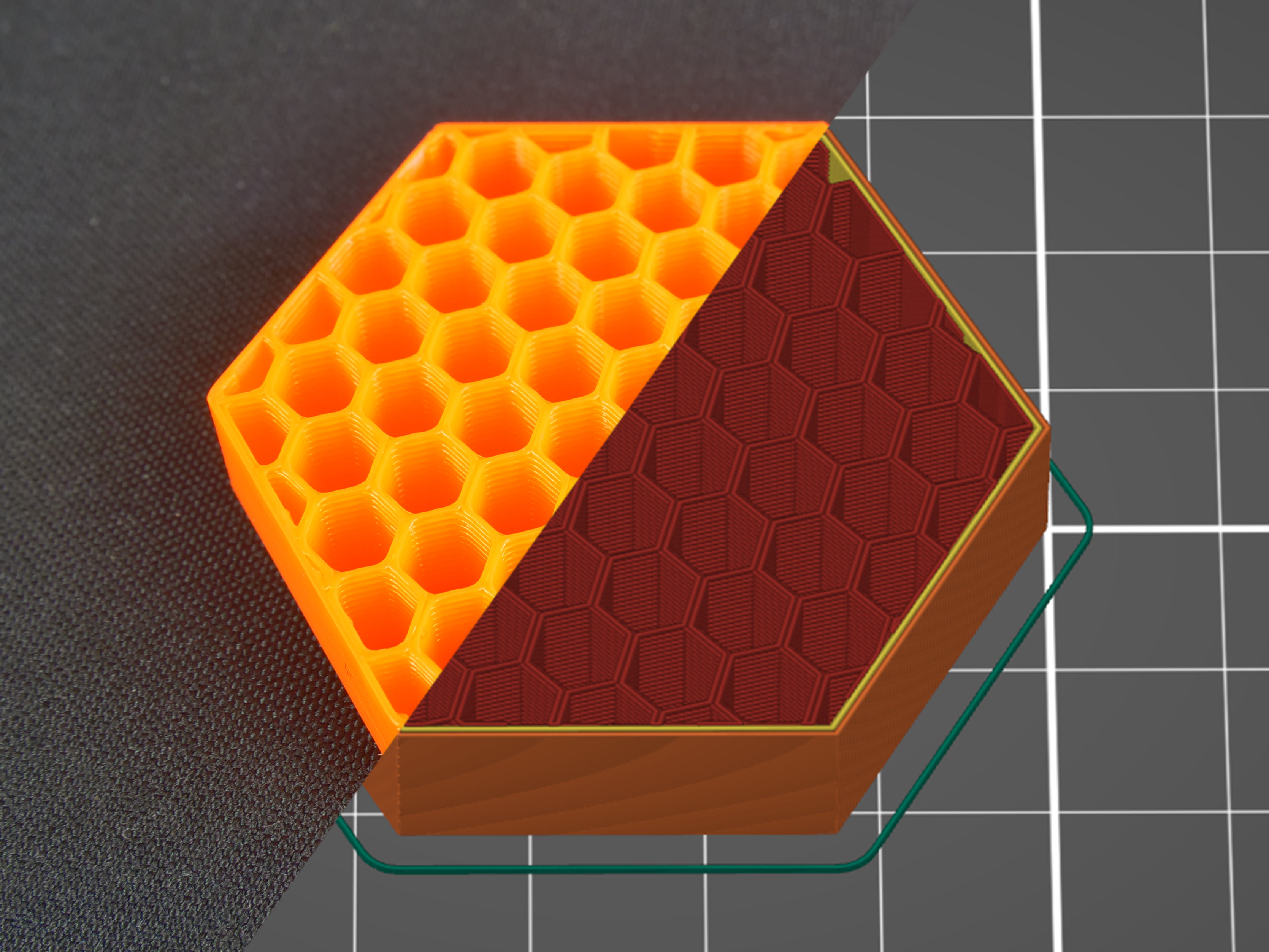
Honigwabe
Dieser Infill druckt ein aus Sechsecken bestehendes Gitter. Sein Hauptvorteil ist die mechanische Beständigkeit und optimale Pfade ohne Kreuzungen. Die Hauptnachteile sind ein höherer Materialverbrauch (ca. 25% mehr) im Vergleich zu anderen Infills und eine Druckzeit, die bis zu doppelt so lange dauern kann wie bei den zuvor beschriebenen Optionen.
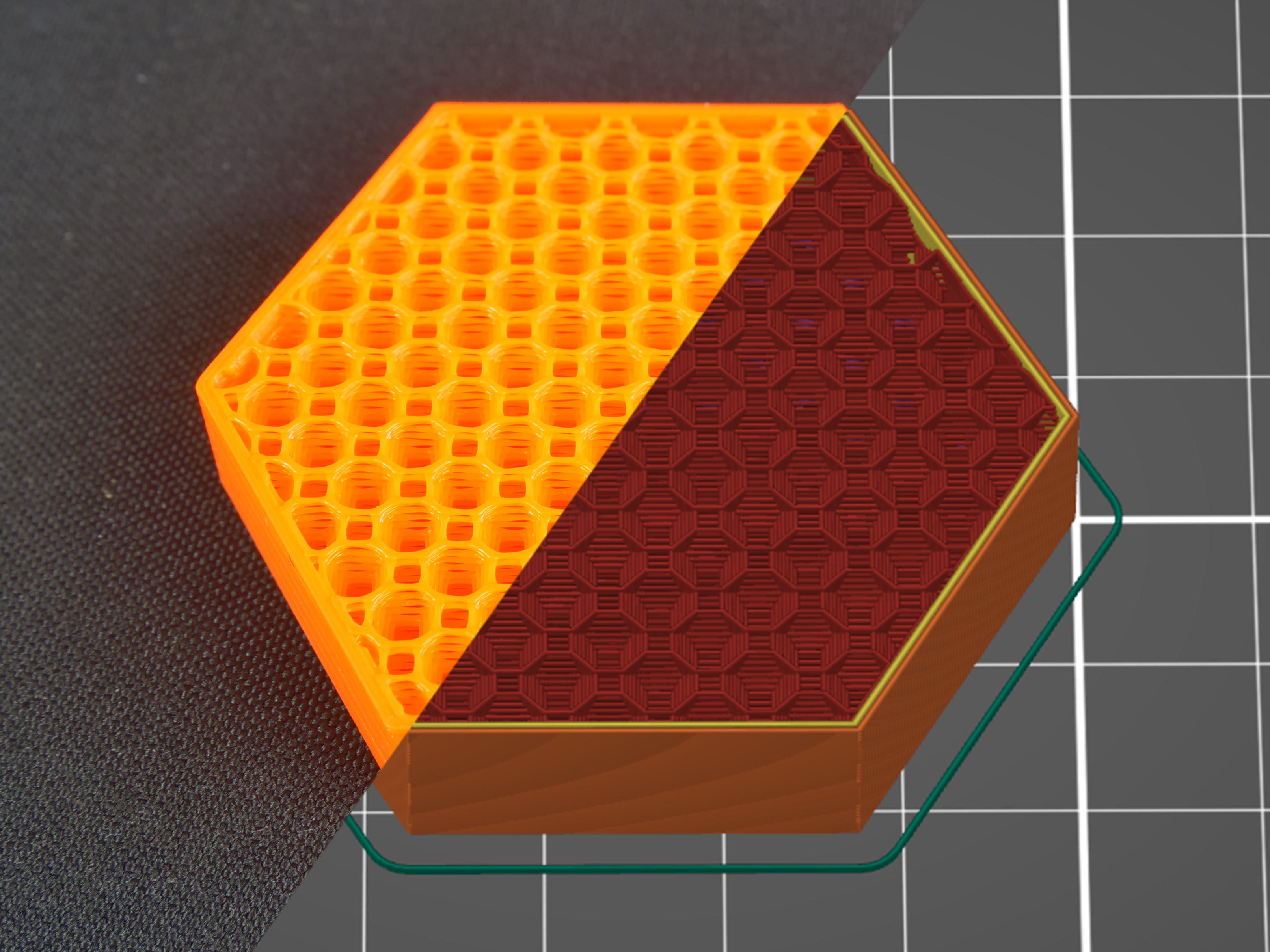
3D Wabe
3D-Honigwabe druckt größere und kleinere Quadrate und Achtecke, um Säulen mit periodisch zunehmender und abnehmender Dicke zu erzeugen. Auch bei diesem Infill gibt es keine sich kreuzenden Linien in einer Schicht, aber aufgrund der Art und Weise, wie die Pfade angelegt werden, entstehen kleine Lücken zwischen den Schichten. Der Materialverbrauch und die Druckzeit sind etwas schlechter als beim normalen Wabenmuster.
Hilbert-Kurve
Die Hilbert-Kurve erzeugt ein rechteckiges Labyrinth im Inneren des Modells. Der Hauptvorteil dieses Infills ist sein nicht-traditionelles Aussehen, außerdem kann es ziemlich einfach mit Epoxidharz oder einer anderen Flüssigkeit gefüllt werden - das Modell wird in mehrere große Hohlräume aufgeteilt, anstatt in eine Reihe kleiner "Blasen". Der größte Nachteil dieses Infills ist die längere Druckzeit, die irgendwo zwischen Waben- und geradlinigen Infills liegt. Der Materialverbrauch der Hilbert-Kurve ist ähnlich wie bei der geradlinigen Füllung.
Archimedische Bögen
Auch dieser spiralförmig gedrehte Infill ermöglicht eine einfachere Befüllung mit Flüssigkeit. Diese einfache Form spart Material und Zeit (verglichen mit dem geradlinigen Infill). Ähnlich wie beim konzentrischen Infill helfen die archimedischen Bögen bei der Flexibilität des Modells, wenn Sie es mit flexiblem Filament drucken.
Oktagramm-Spirale
Die Octagram-Spirale ermöglicht ein einfaches Befüllen des Objekts mit Flüssigkeit, da die Fächer bei dieser Art von Infill größer sind. Eine Octagram-Spirale kann bei bestimmten Modellen auch zur Flexibilität beitragen. Aber meistens dient sie nur der Ästhetik und der Unterstützung der obersten Schicht. Der Materialverbrauch ist ähnlich wie bei archimedischen Bögen, aber die Druckzeit ist etwas länger.
Lightning
Das Lightning Infill erzeugt eine verzweigte Struktur, die zu den oberen Flächen hin immer dichter wird, um diese zuverlässig zu unterstützen. Das spart noch mehr Material im Vergleich zum kubischen Infill Stützmaterial. Das Lighting Infill basiert auf dem Papier und wurde von Cura portiert. Unser Dank geht an das Cura-Team, das es quelloffen hält.
Typen für Infill in der oberen (unteren) Schicht
Die Bearbeitung von Infill endet nicht mit der Auswahl eines Infill-Typs für die inneren Teile des Objekts. Sie können auch die Infill-Typen für die obere und untere Schicht ändern, um interessante Ergebnisse zu erzielen. Diese können auf der Registerkarte Druckeinstellungen - Infill - Oberes (unteres) Füllmuster angepasst werden.
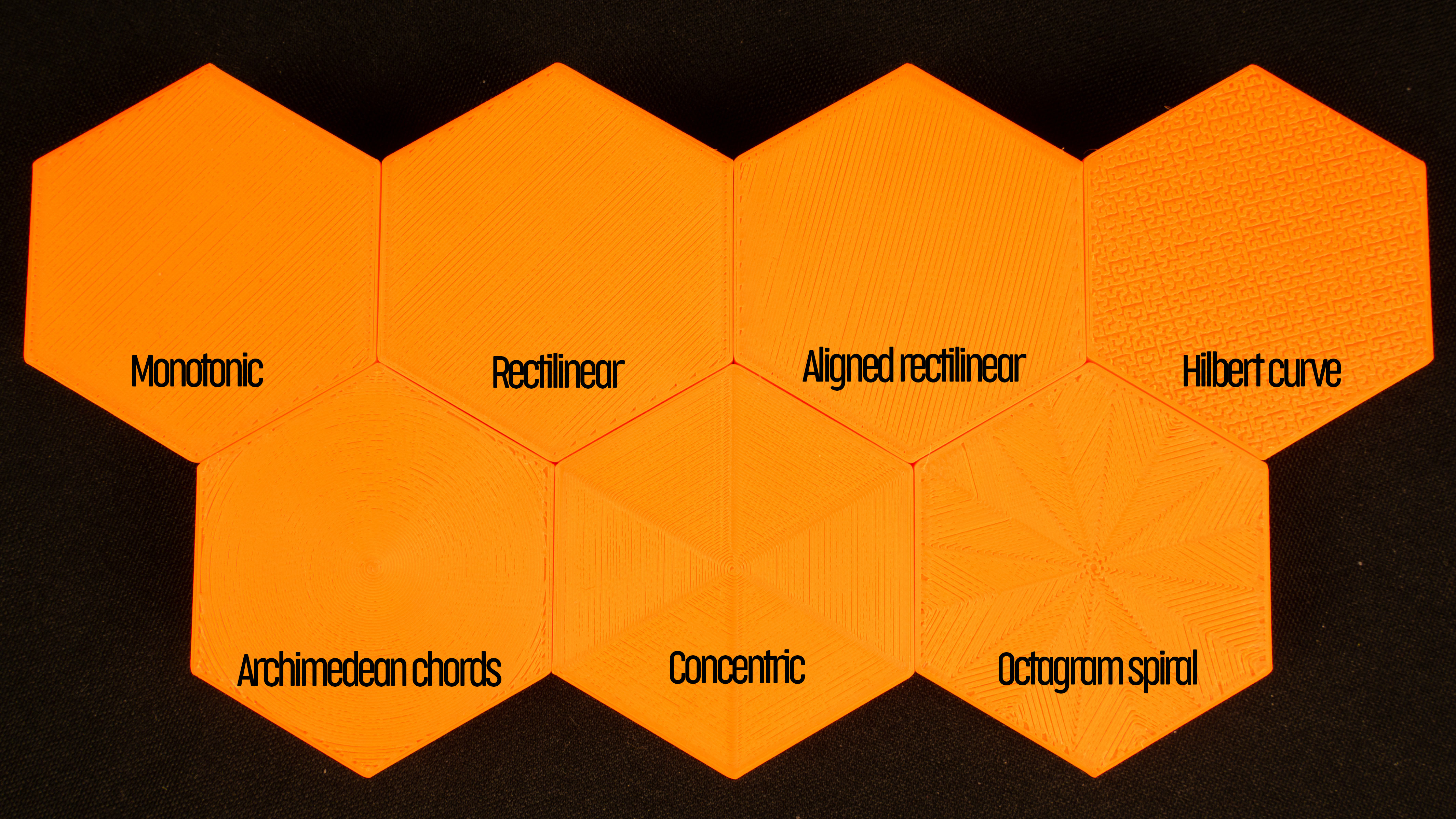
Alle sieben Arten von oberen (unteren) Infills gedruckt mit 80% Fluss, um die Muster hervorzuheben.
Gradlinig
Auch dies ist eine der gebräuchlichsten (und grundlegendsten) Arten von Infill oben. Die Druckpfade sind für die gesamte Schicht zick-zack-förmig ausgerichtet. Dies ist jedoch die einfachste Art von Infill, die keinerlei Vorteile bietet (siehe Monotonischer Infill).
Monotonischer Infill
Der "monotone" Infill ist im Wesentlichen ein geradliniger Infill mit modifizierter Pfadplanung. Die Infill-Linien werden monoton von links nach rechts extrudiert, eine Linie wird nie links von einer bereits extrudierten Infill-Linie extrudiert. Diese verblüffend einfache Strategie führt zu einer homogenen Textur ohne hässliche Rillen. Rillen entstehen oft, wenn die Profile von links nach rechts mit den Profilen von rechts nach links in der Mitte eines Infill-Bereichs zusammentreffen, während das Drucken von links nach rechts nur zu einem homogenen Glanz führt.
Die scheinbar einfache Links-nach-Rechts-Strategie ist erstaunlich schwierig optimal umzusetzen. Wir haben eine Variante des Ant Colony System implementiert, wie es von Raad Salman beschieben wird.

Ausgerichtet Geradlinig
Dieses Infill-Muster funktioniert ähnlich wie das geradlinige Infill, aber die letzten Schichten auf allen Oberseiten sind in dieselbe Richtung ausgerichtet. Dies kann bei Modellen mit unterschiedlich hohen oberen Schichten (z.B. bei einem Treppenmodell) helfen, ein homogenes Muster für die oberen Schichten zu erzeugen.
Konzentrisch
Das konzentrische Infill-Muster kopiert periphere Formen. Wenn Sie einen Zylinder drucken, entstehen auf dem Modell konzentrische Kreise.
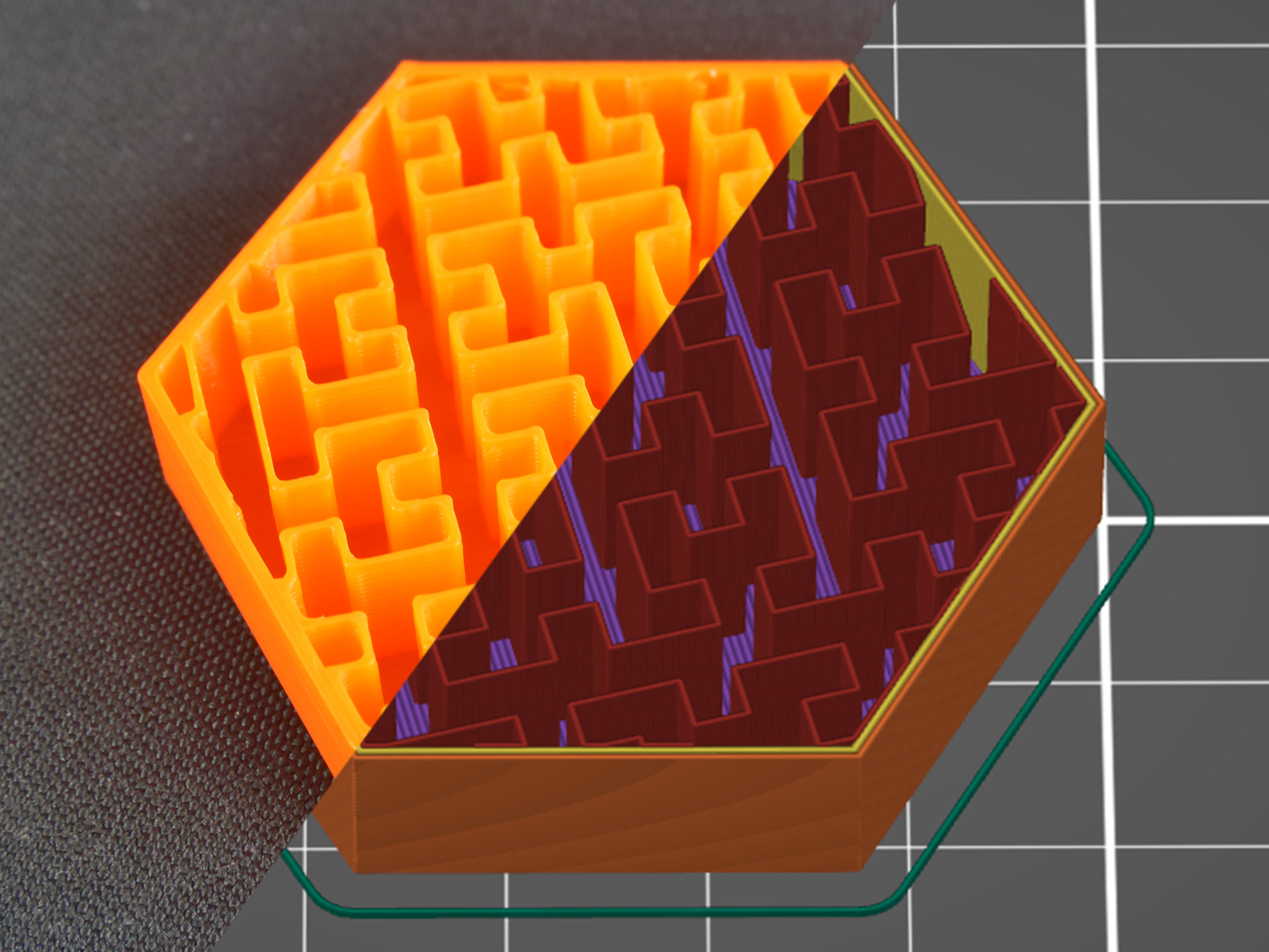
Hilbert-Kurve
Dies ist hauptsächlich ein ästhetischer Infill. Wenn sie nach innen gedruckt wird, erzeugt die Hilbert-Kurve rechteckige Formen, während die oberste Schicht eher wie ein Weidenkorb aussieht. Manche Leute sagen, dass es "wurmstichig" aussieht. Dieser Infill erhöht die Druckzeit aufgrund der komplexen Form erheblich.
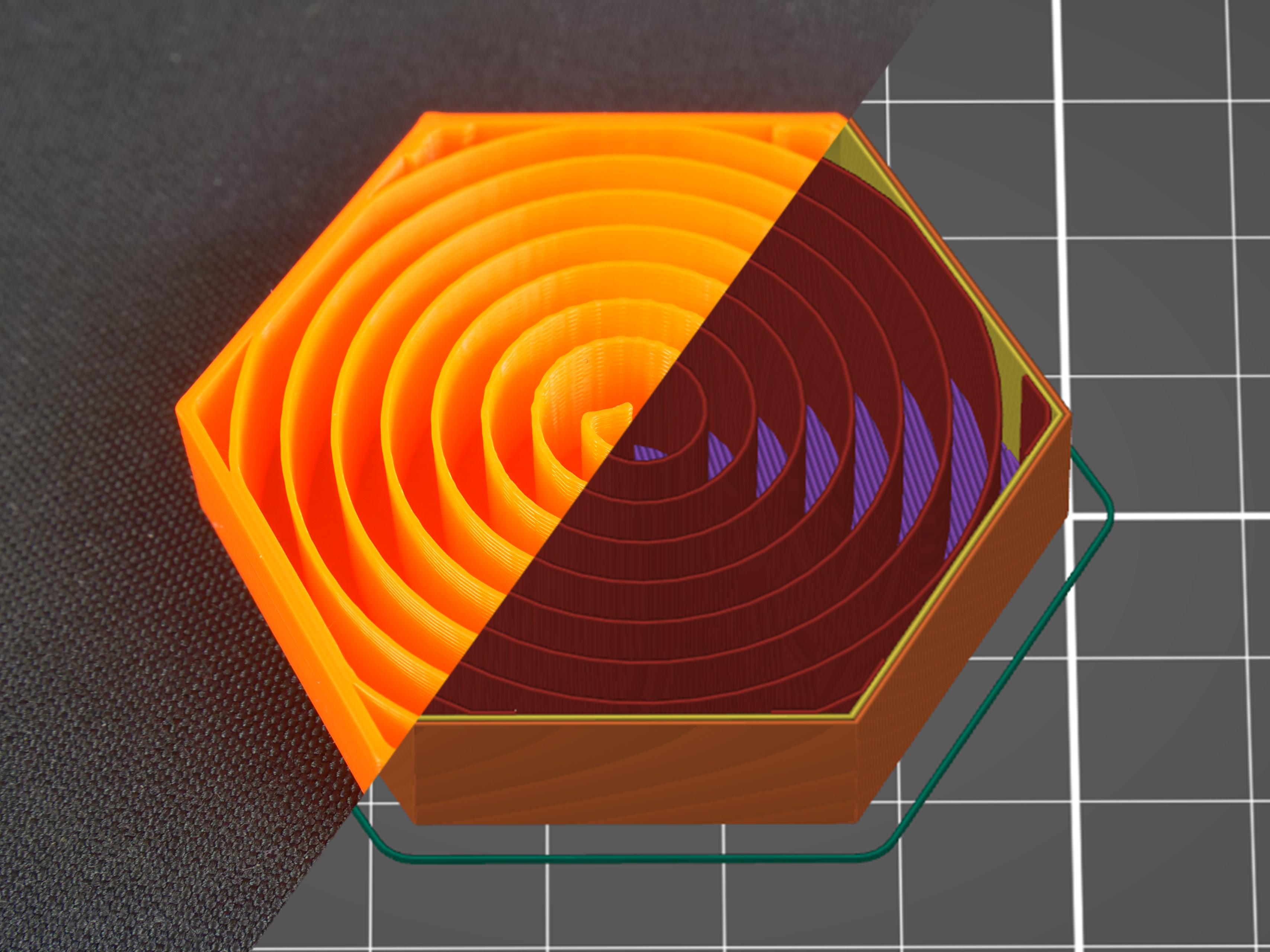
Archimedische Bögen
Die oberste Schicht der archimedischen Bögen wird in einer Spirale gedruckt. Dieser Infill kann beim Drucken bestimmter Modelle Zeit sparen.
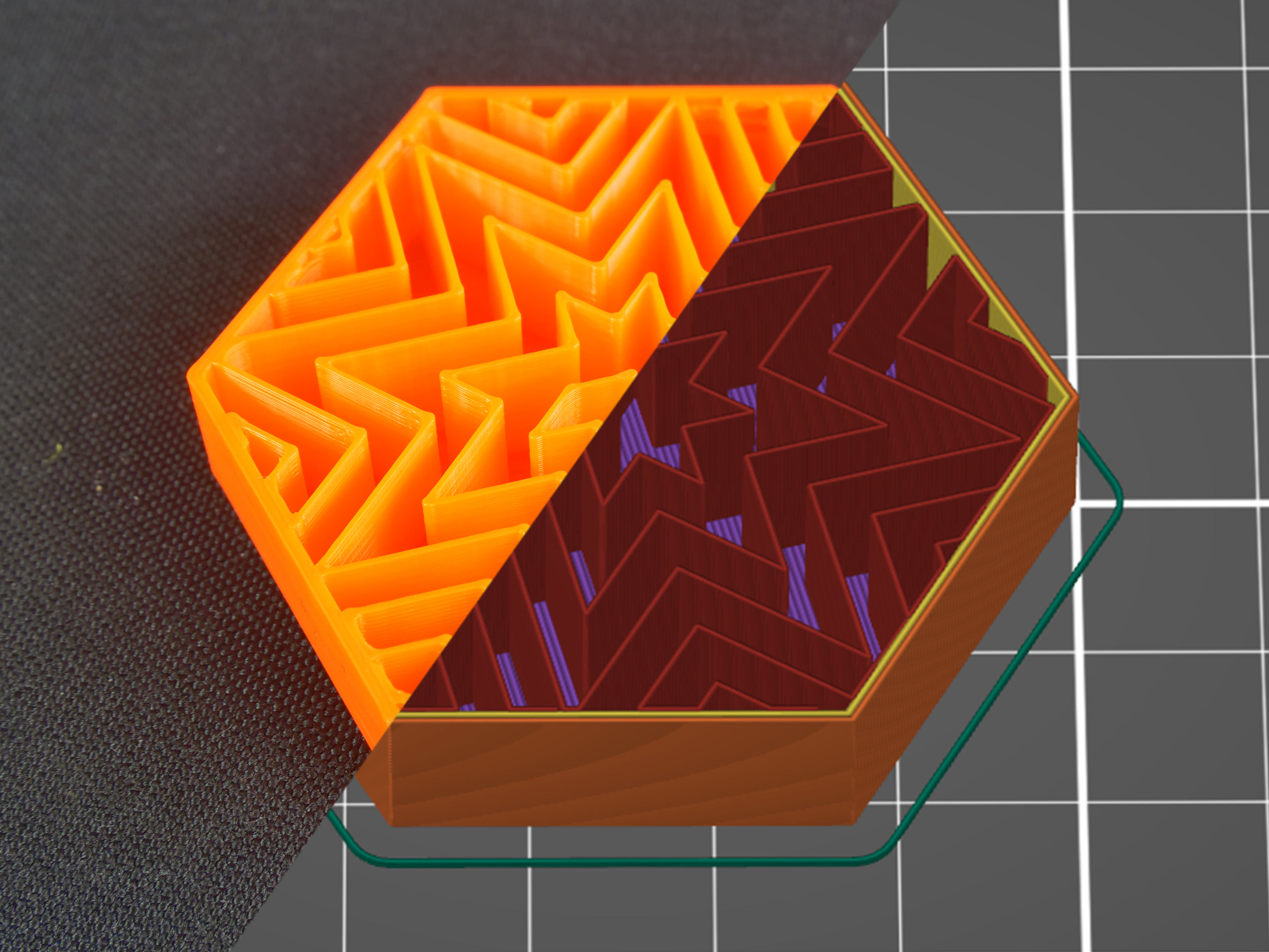
Oktagramm-Spirale
Auch dieses Infill wurde oben beschrieben. Sie eignet sich vor allem für ästhetische Zwecke, aber aufgrund der komplexen Form verlängert sich die Druckzeit.
4 Kommentare
Konkret möchte ich Sinuslinien-Infill entlang konzentrischen Infill-Linien.