Die Einstellung für die maximale Volumengeschwindigkeit (MVS), manchmal auch als „AutoSpeed“ bezeichnet, ist eine der leistungsstärksten Funktionen in PrusaSlicer. MVS ist die maximale Menge an Kunststoff (mm³/s), die Ihr Hotend zuverlässig schmelzen kann. Stellen Sie sich dies als eine Art Geschwindigkeitsbegrenzer vor: PrusaSlicer lässt die von Ihnen gewünschten Geschwindigkeiten zu, solange dies sicher ist, und reduziert sie nur dann, wenn vom Hotend verlangt würde, mehr zu schmelzen, als es bewältigen kann.
Wenn MVS richtig eingestellt ist, müssen Sie die sicheren Geschwindigkeiten nicht für jede Kombination aus Düse und Schicht manuell berechnen. MVS erhöht Ihre Geschwindigkeit niemals, sondern kann sie lediglich verringern.
Dies verschafft PrusaSlicer-Anwendern einen erheblichen Vorteil. Anstatt zu versuchen, Geschwindigkeitsbereiche für Kombinationen aus Düsengrößen, Schichthöhen oder Profilen zu berechnen, können Sie die gewünschten Geschwindigkeiten und Einstellungen festlegen und es dann MVS überlassen, die Geschwindigkeiten bei Bedarf während des Slicens anzupassen.
Wovon hängt die endgültige Geschwindigkeit beim Drucken ab?
Während des Druckvorgangs werden bei jedem Extrusionsvorgang mehrere Grenzwerte überprüft. Der strengste dieser Werte wird verwendet:
- Funktionsspezifische Geschwindigkeit: Die von Ihnen für jeden Extrusionstyp unter Druckeinstellungen – Geschwindigkeit konfigurierte Geschwindigkeit (z. B. Perimeter-Geschwindigkeit, Infill-Geschwindigkeit, Brückengeschwindigkeit). Wenn Sie einen dieser Werte auf 0 mm/s setzen, wird die automatische Geschwindigkeitsberechnung für diesen Typ aktiviert (siehe „Autospeed“).
- Maximale Volumengeschwindigkeit: Wenn die angeforderte Geschwindigkeit die MVS überschreitet, wird sie reduziert. Breitere/höhere Extrusionen werden stärker verlangsamt. Die Berechnung der maximalen Geschwindigkeit erfolgt nach folgender Formel: Maximale Geschwindigkeit = MVS / Querschnittsfläche. PrusaSlicer verwendet ein stadionförmiges Querschnittsmodell für eine genaue Volumenberechnung.
- Überhang & Kühlen: Überhängende Perimeter werden entsprechend dem Grad ihrer Nichtunterstützung verlangsamt.
- Abkühlzeit pro Schicht: Wenn die Gesamtdauer pro Schicht zu kurz ist, werden alle Geschwindigkeiten proportional reduziert. Die niedrigstmögliche Geschwindigkeit entspricht dem unter „Min. Druckgeschwindigkeit“ eingestellten Wert.
Druck-MVS vs. Filament-MVS
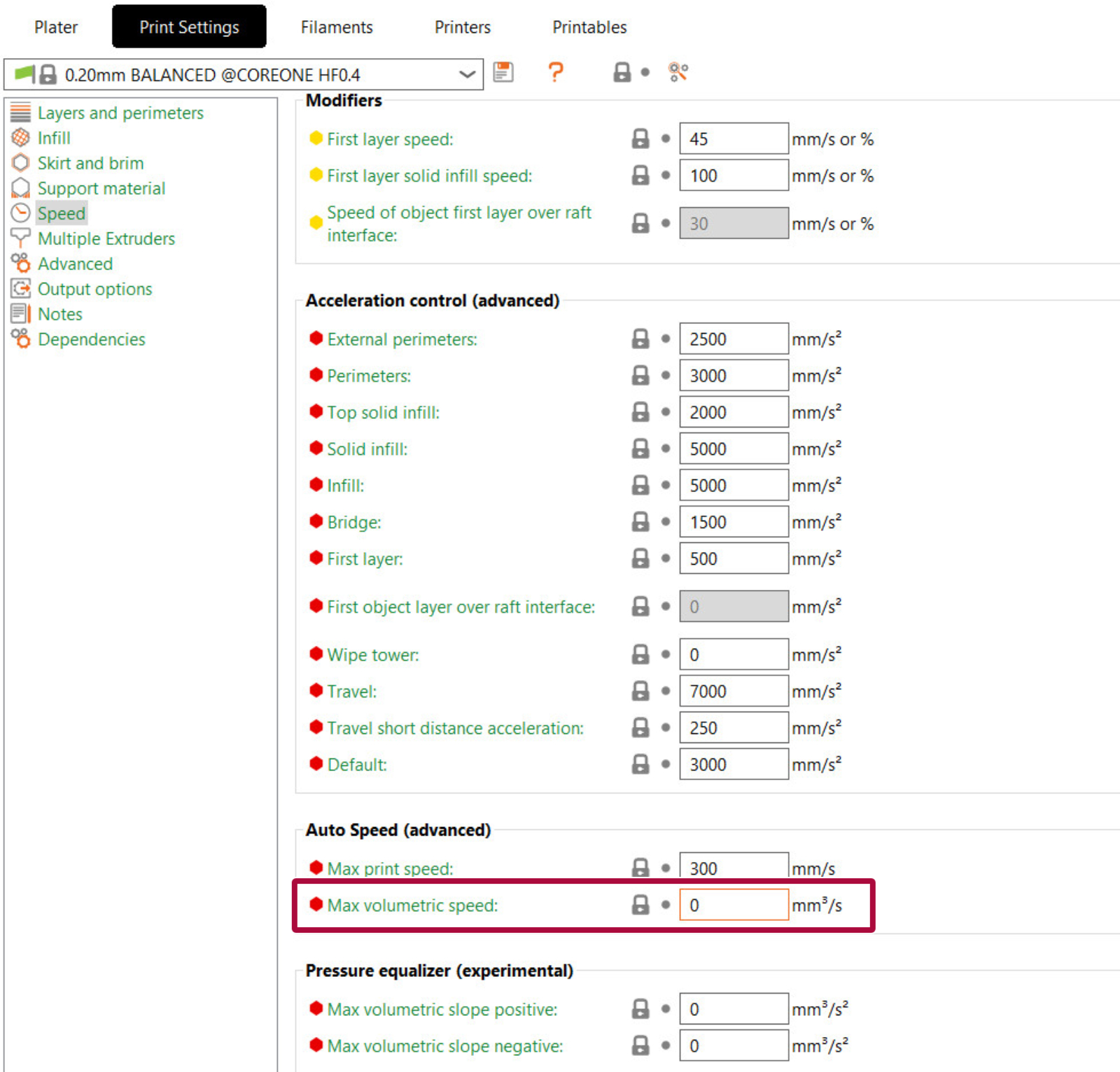
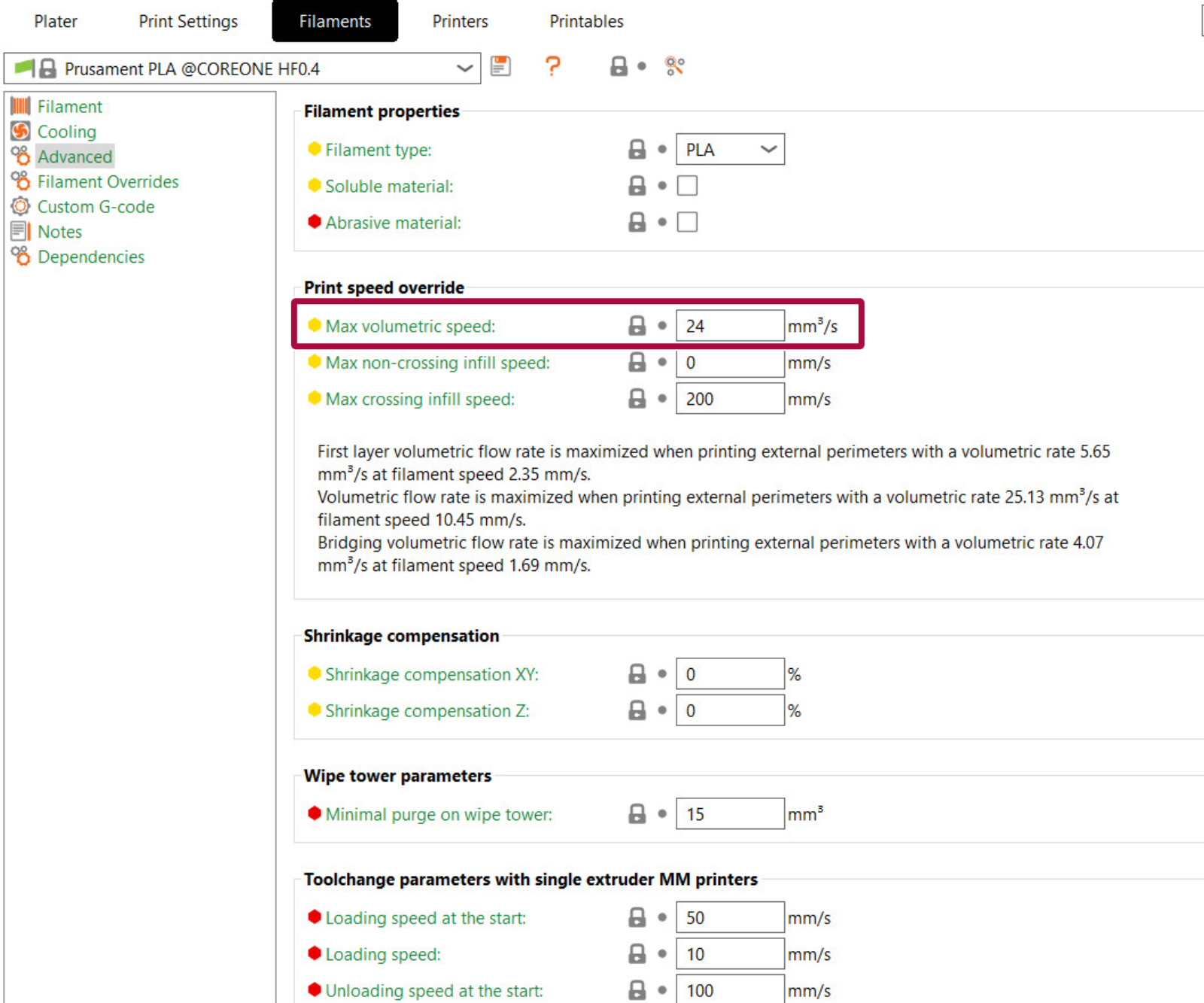
Die MVS-Einstellung kann an zwei Stellen in PrusaSlicer vorgenommen werden: Druckeinstellungen -> Geschwindigkeit -> Maximale Volumengeschwindigkeit und Filamenteinstellungen -> Erweitert -> Maximale Volumengeschwindigkeit. Es wird immer der niedrigere der beiden Werte verwendet. Wenn Sie einen der Werte auf 0 setzen, wird diese Begrenzung deaktiviert und der andere Wert verwendet.
 |  |
Autospeed
Wenn Sie eine beliebige Druckgeschwindigkeitseinstellung (z. B. Perimeter-Geschwindigkeit, Infill-Geschwindigkeit) auf 0 mm/s setzen, wird AutoSpeed für dieses Profil aktiviert. MVS fungiert dann nicht mehr nur als Bremse, sondern wird zur Grundlage für die Berechnung der Geschwindigkeit.
PrusaSlicer ermittelt den kleinsten Querschnitt der Extrusion unter allen Extrusionstypen, bei denen die Geschwindigkeit auf 0 gesetzt ist, multipliziert diesen mit der maximalen Druckgeschwindigkeit (zu finden unter Druckeinstellungen -> Geschwindigkeit -> Maximale Druckgeschwindigkeit) und begrenzt das Ergebnis auf den MVS-Wert. Jede Extrusion erhält dann: „Ziel-Volumengeschwindigkeit / ihren Querschnitt“. Dünnere Extrusionen werden schneller gedruckt, dickere langsamer. Beachten Sie, dass die maximale Druckgeschwindigkeit nur im AutoSpeed-Modus verwendet wird und keine Auswirkung hat, wenn die Geschwindigkeiten ungleich Null sind.
AutoSpeed wird je nach Extrusionsart aktiviert. Wenn Sie beispielsweise die Infill-Geschwindigkeit auf 0 setzen, wird nur die Infill-Geschwindigkeit automatisch berechnet, während für die Perimeter weiterhin der konfigurierte Wert verwendet wird.
Bitte beachten Sie, dass Bügel-Extrusionen von der Berechnung ausgeschlossen sind.
MVS wählen
Der richtige MVS-Wert hängt von Ihrem Hotend und dem Material ab, mit dem Sie drucken. Beginnen Sie mit einem konservativen Wert und erhöhen Sie ihn schrittweise. Anzeichen für einen zu hohen MVS-Wert: Klicken des Extruders, Unterextrusion bei hohen Geschwindigkeiten, schlechte Schichthaftung.
Die effektive MVS wird durch das schwächere Glied begrenzt, sei es das Hotend oder das Material. Legen Sie für jedes Element den entsprechenden Wert im jeweiligen Profil fest, und PrusaSlicer verwendet den niedrigeren Wert.
Filamente
Verschiedene Filamentmaterialien haben unterschiedliche Eigenschaften. Viskosität, Steifigkeit und andere Faktoren können den effektiven Durchsatz stark reduzieren.
| Filament | Typischer MVS-Bereich | Hinweise |
|---|---|---|
| PLA | 12–20 mm³/s | Leicht zu schmelzen, höhere Fließfähigkeit möglich |
| PETG | 8–15 mm³/s | Etwas zähflüssiger als PLA |
| ASA/ABS | 10–16 mm³/s | Ähnlich wie PETG |
| TPU | 2–5 mm³/s | Flexible Filamente erfordern einen sehr geringen Durchfluss |
| PC | 6–10 mm³/s | Hohe Viskosität, schmilzt nur langsam |
| PA (Nylon) | 8–12 mm³/s | Variiert stark je nach Mischung |
Hotend
| Hotend | Typischer MVS-Bereich |
|---|---|
| Standardausführung komplett aus Metall (z. B. E3D V6, Prusa MK3 serienmäßig) | 8–12 mm³/s |
| Prusa Nextruder (MK4/XL) | 15–20 mm³/s |
| High-flow Düsen (CHT, Bondtech CHT) | 20–35 mm³/s |
| High-flow Hotenden (Revo High Flow, Rapido HF) | 25–40 mm³/s |
Düsendurchmesser
Intuitiv mag es so aussehen, als hätte der Düsendurchmesser keinen Einfluss auf die maximale Menge an Kunststoff, die das Hotend in einer bestimmten Zeit erwärmen kann. Bei größeren Düsen können Sie jedoch den MVS aufgrund des geringeren mechanischen Widerstands leicht erhöhen – im Grunde fällt es dem Filament etwas leichter, durch die Düse gedrückt zu werden.
Umgekehrt müssen Sie bei kleineren Düsen den MVS-Wert etwas verringern.
Dies ist eine oft übersehene Folge von MVS. Wenn Sie eine Düse mit großem Durchmesser und eine sehr hohe Schichthöhe verwenden, z. B. eine 0,8-mm-Düse und eine Schichthöhe von 0,5 mm, wird Ihre Druckgeschwindigkeit tatsächlich durch MVS begrenzt. Es sei denn, Sie rüsten Ihren Drucker mit einem leistungsstärkeren Hotend aus. Wenn Sie in der Vorschau feststellen, dass Ihre Geschwindigkeit durch MVS begrenzt wird, können Sie versuchen, die Düsentemperatur zu erhöhen und MVS etwas anzuheben. Möglicherweise ist es jedoch an der Zeit, einfach die Höhe der Schicht zu verringern. Sie erzielen mehr Detailgenauigkeit, ohne die Druckzeit zu verlängern, da der Drucker schneller drucken kann.
Vorschau MVS
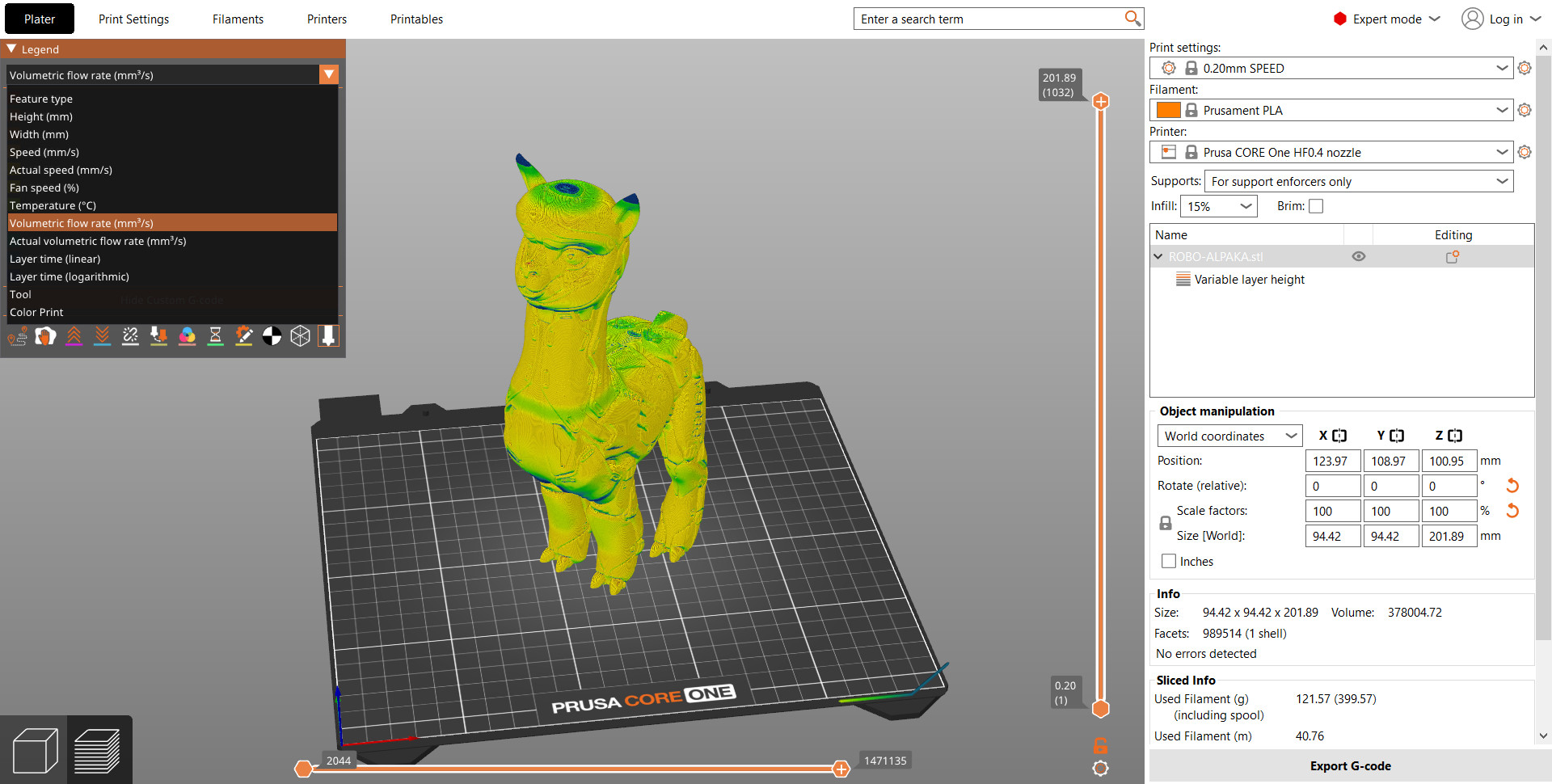
Sobald Sie Ihr Modell gesliced haben, können Sie den Vorschaumodus über das Auswahlfeld in der oberen linken Ecke auf Volumenstrom umstellen.
Bei kleineren Modellen werden Sie feststellen, dass Sie von MVS überhaupt nicht eingeschränkt werden. Ebenso werden Sie, wenn Sie mit einer geringen Schichthöhe drucken, höchstwahrscheinlich nicht von MVS eingeschränkt werden.
Andererseits kann es beim Drucken größerer Modelle mit hohen Schichten vorkommen, dass die Geschwindigkeit durch MVS begrenzt wird, insbesondere beim Drucken des Infills. Wenn der Großteil Ihres Modells aufgrund der MVS-Begrenzung langsamer gedruckt wird, sollten Sie in Erwägung ziehen, die Schichthöhe zu verringern. So erhalten Sie „ganz nebenbei“ mehr Details.
Ein großes Dankeschön an Bob George für seine Unterstützung bei diesem Artikel