Schichthöhe
Höhe der einzelnen Scheiben/Dicke jeder Schicht. Die Schichthöhe ist der Hauptfaktor, der beide beeinflusst:
- Druckzeit
- vertikale Auflösung
Durch die Wahl von höhere Schichthöhen können Sie die Druckzeit auf Kosten von mehr sichtbaren Schichten deutlich verkürzen. Andererseits führt die Wahl von geringen Schichthöhen (z.B. 0,10 mm) zu zusätzlichen Details auf Kosten längerer Druckzeiten.
Generell empfehlen wir, nicht unter 0,10 mm zu gehen, da die Verbesserung der Druckqualität mit 0,07 oder 0,05 mm Schichten bei deutlich längeren Druckzeiten relativ gering ist.
Bedenken Sie, dass die Schichthöhe nur die vertikale Auflösung ändert. So sieht z.B. ein geprägter Text parallel zum Druckbett unabhängig von der Ebenenhöhe gleich aus. Wenn Sie nach einer erhöhten Auflösung in der XY-Ebene suchen, überprüfen Sie Düsen mit einem anderen Durchmesser.
Die Schichthöhe sollte unter 80% des Düsendurchmessers liegen (z.B. die maximale Schichthöhe bei 0,4 mm Düse beträgt ca. 0,32 mm). Die Schichthöhe kann nicht höher als der Düsendurchmesser sein, PrusaSlicer zeigt eine Fehlermeldung an, wenn Sie versuchen, einen solchen Wert einzugeben.
Sie können auch die Verwendung der Variable Schichthöhenfunktion erwägen.

Höhe der ersten Schicht
Wenn Sie mit sehr niedrigen Schichthöhen drucken, möchten Sie vielleicht trotzdem eine dickere erste Schicht drucken, um die Haftung am Druckbett zu erhöhen. Originale Prusa-Druckprofile verwenden immer 0,20 mm als erste Schichthöhe.
Sie können dies als absoluter Wert (z.B. 0,20 mm) oder als Prozentsatz der Standardschichthöhe (z.B. 150%) ausdrücken.
Die Änderung der Höhe der ersten Schicht erfordert höchstwahrscheinlich eine Anpassung der Kalibrierung der ersten Schicht auf Ihrem Drucker.
Perimeter
Definiert die Mindestanzahl der Konturen, die die Wand eines Modells bilden. Original-Prusa-Profile verwenden immer mindestens zwei Konturen.
Die Stärke eines Modells wird meist durch die Anzahl der Perimeter (nicht der Füllung) definiert. Wenn Sie einen stärkeren Druck wünschen, erhöhen Sie die Anzahl der Perimeter.
Vasenmodus
Erstellt einen kontinuierlichen Behälter mit einer einzigen Kontur, wobei die Z-Höhe allmählich erhöht wird.
Wenn Sie etwas mit einer Wand mit nur einem Umfang drucken, gibt es immer einen kleinen Fehler, bei dem der Drucker zur nächsten Ebene übergeht. Diese Stelle, an der der Drucker anhält und die Kontur beendet, die Z-Höhe um die Schichthöhe erhöht und eine neue Kontur beginnt, erzeugt eine unschöne ‘Narbe’ die an der Seite des Modells nach oben verläuft. Diese Narbe ist auch ein Schwachpunkt des Drucks.
Der Spiralvasenmodus hat keinen solchen Punkt, an dem sich die Schicht ändert, mit Ausnahme der ersten N unteren festen Schichten. Stattdessen nimmt die Höhe ständig allmählich zu, bis die Oberseite des Drucks erreicht ist.
Wenn der Vasenmodus aktiviert ist, stellt PrusaSlicer automatisch die entsprechenden Einstellungen ein:
- einen Perimeter
- 0% Infill
- keine oberen massiven Schichten
- keine Unterstützung
- keine Gewährleistung der vertikalen Schalendicke
Sie können die Anzahl der unteren festen Schichten noch anpassen. Darüber hinaus können Sie im Menü Außenumfang Extrusionsbreite einstellen, um eine dickere, stärkere und wasserdichte Vase zu erhalten (z.B. von 0,45 bis 0,6).
Das Modell sollte als Solid definiert werden. Andernfalls wird PrusaSlicer versuchen (und scheitern), sowohl Innen- als auch Außenflächen zu erzeugen, modellieren Sie also nur die Außenabmessungen.
Im Vasenmodus kann jeweils nur ein Objekt gedruckt werden. Hätten Sie mehrere Objekte auf dem Druckbett, wäre es unmöglich, diese kontinuierlich zu drucken. Sie können diese Einschränkung umgehen, indem Sie den Sequentiellen Druck aktivieren.
Empfohlene dünne Wandstärke
Für eine ausgewählte Anzahl von Perimetern und Schichthöhe berechnet PrusaSlicer die optimale dünne Wandstärke. Wenn Sie zu Ihrer CAD-Zeichnung zurückgehen und die Wandstärke auf genau diesen Wert ändern, eliminieren Sie unnötige Überlappungen der Umfänge und Ihr Druck hat eine perfekte Wandoberfläche.
Normalerweise erhalten Sie Empfehlungen für eine gerade Anzahl von Perimetern (2,4,6…). Wenn Sie Dünne Wände erkennen aktivieren, erhalten Sie auch eine Empfehlung für eine ungerade Anzahl von Perimetern (1,3…).
Sie denken vielleicht, dass bei einer Extrusionsbreite von 0,45 mm für einen Umfang zwei Umfänge 0,90 mm breit sind (2x0,45). Wenn Sie sich jedoch die Empfehlung für eine Schichthöhe von 0,2 mm anschauen, werden Sie feststellen, dass dies nicht stimmt und der vorgeschlagene Wert 0,86 mm beträgt.
Um zu verstehen, wie diese Zahl berechnet wird, müssen wir einen Blick auf den Querschnitt des Umfangs werfen. PrusaSlicer geht davon aus, dass der Querschnitt einer Extrusion ein Rechteck mit halbkreisförmigen Enden ist. Beachten Sie, dass die Extrusionsbreite die beiden halbkreisförmigen Enden einschließt.
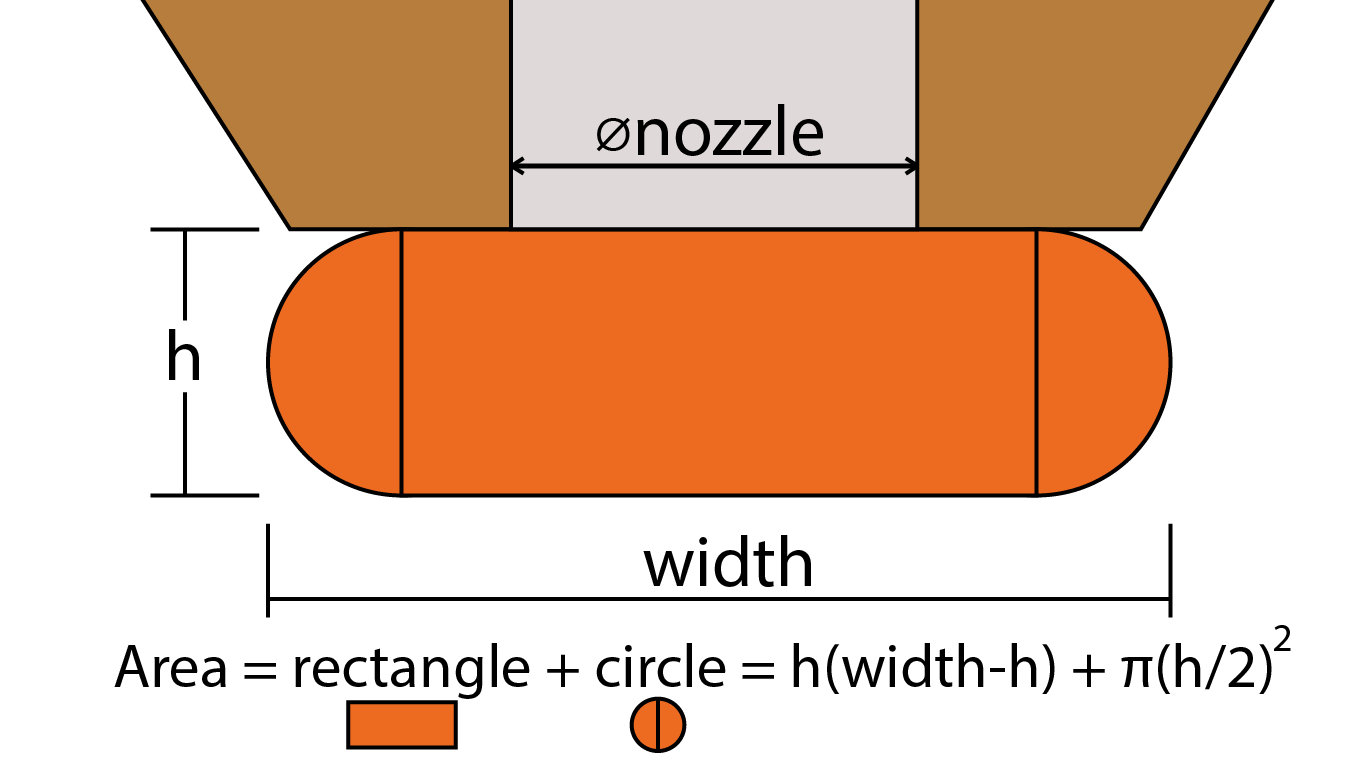
(Dieses Bild ist eine Neuzeichnung der ursprünglichen Quelle: https://manual.slic3r.org/advanced/flow-math)
Jetzt lassen Sie uns eine zweite Extrusion/Umfang hinzufügen. Wenn wir keine Überlappung (tangentiale Pfade) annehmen, gäbe es einen leeren Raum (gelb). Um den leeren Raum zu füllen und die Umfänge miteinander zu verbinden, überlappt PrusaSlicer die Umfänge leicht. Dies ist im Wesentlichen der Grund, warum man nicht einfach die Anzahl der Perimeter mit der Breite eines einzelnen Perimeters multiplizieren kann, um die ideale Wandstärke zu erhalten.
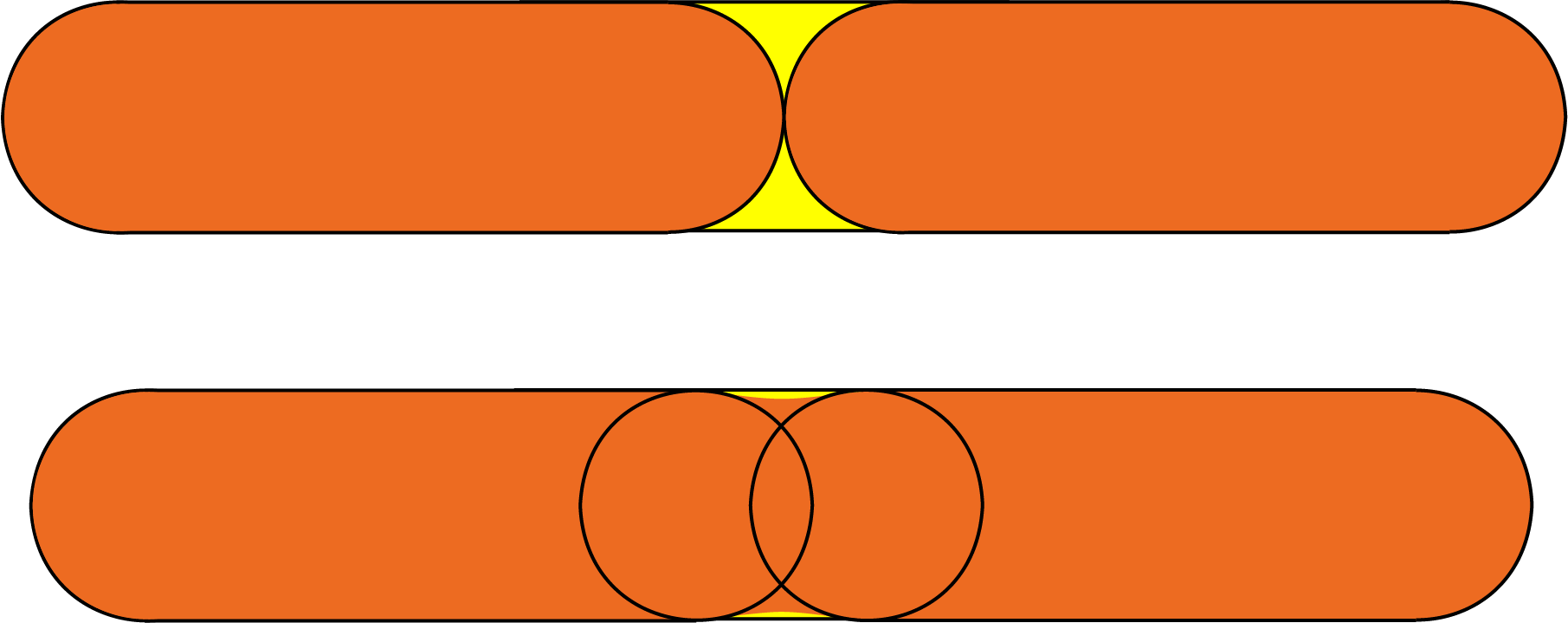
(Dieses Bild wurde stark von der Originalquelle inspiriert: https://manual.slic3r.org/advanced/flow-math)
Weitere Informationen finden Sie auf der Seite Slic3r Flow math page (Teile dieses Textes stammen von der gleichen Seite).
Feste Schichten - oben/unten
Der untere und obere Teil jedes Modells ist normalerweise mit massiven Schichten gefüllt (100% Füllung).
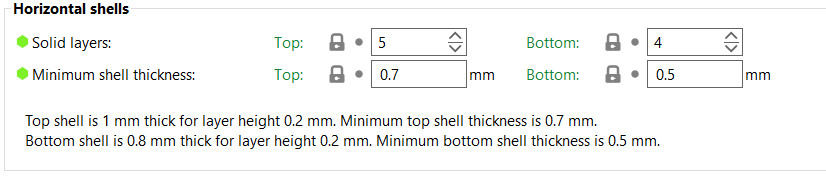
Sie können einstellen, wie viele obere und untere Schichten Sie drucken möchten. Sie können auch eine minimale Wandstärke einstellen, was besonders bei der Verwendung der Funktion für variable Schichthöhen nützlich ist. Der Tooltip unter diesen Einstellungen wird bei jeder Änderung, die Sie vornehmen, aktualisiert und gibt Ihnen eine bessere Vorstellung von der resultierenden oberen/unteren Wandstärke.
Die Einstellung der oberen oder unteren festen Schichten auf 0 setzt die Mindestwandstärke außer Kraft. Sie müssen also nicht auch die Mindestwandstärke auf 0 setzen, um obere oder untere Schichten zu erhalten.
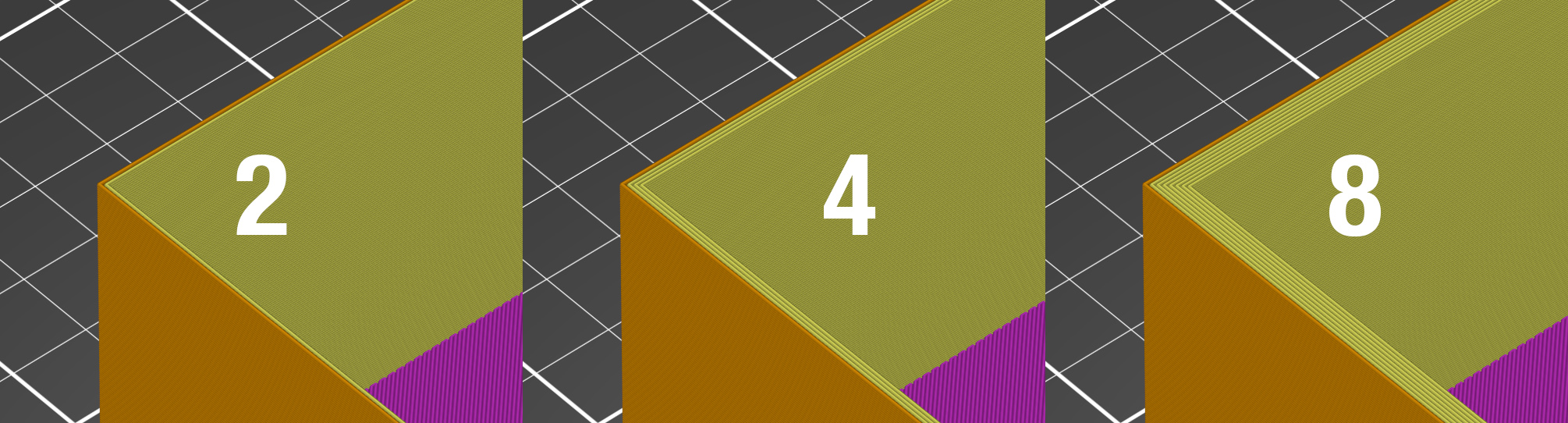
Die obere feste Füllung überbrückt im Wesentlichen das Füllungsmuster. Aus diesem Grund werden Sie fast immer etwas Durchhang der ersten paar Füllungslinien sehen. Je niedriger die Füllung, desto länger ist der Überbrückungsabstand und damit der Durchhang. Dem kann man entgegenwirken, indem man einfach die Anzahl der Massivschichten erhöht - wir empfehlen mindestens 3 Deckschichten. Sie können dieses Verhalten mit einem Modifikatornetz weiter reduzieren, das die Füllung für die letzten Schichten vor der festen Füllung erhöht.
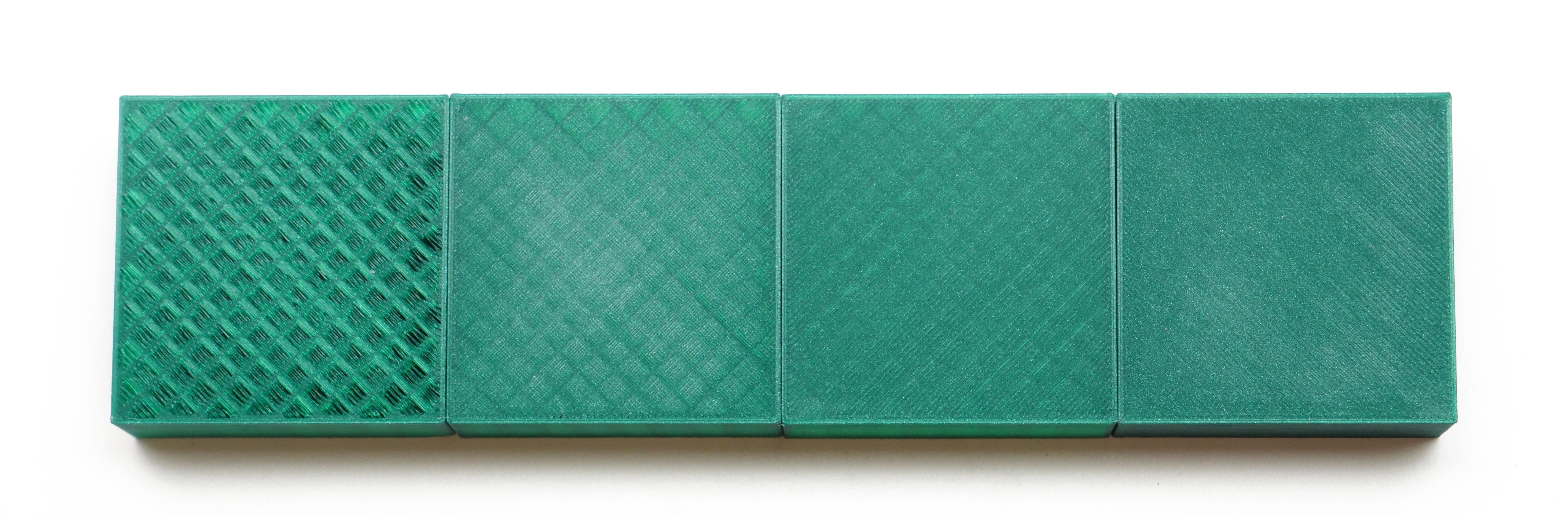
Von links nach rechts, 1, 2, 3 und 5 obere Schichten, gedruckt mit 0,1 mm Schichthöhe.
Denken Sie daran, dass Sie beim Drucken bei niedrigen Schichthöhen mehr feste Schichten benötigen, um die gleiche Wandstärke oben/unten zu erreichen (z.B. bei 0,3 mm Schichthöhe 3 Deckschichten, bei 0,1 mm Schichthöhe 9 Deckschichten).
Das Standard-Füllmuster ist geradlinig, es gibt jedoch mehrere andere Muster zur Auswahl.
Zusätzliche Perimeter, falls erforderlich
Eine Altlastenoption, die, soweit wir wissen, nicht mehr wirklich etwas bewirkt. Lassen Sie uns wissen, wenn Sie einen Fall finden, in dem sich dadurch etwas ändert.
Vertikale Schalendicke sicherstellen
Diese Funktion löst eines der größten Probleme älterer Slicer, nämlich Löcher zwischen den Perimetern auf einer schrägen Fläche zu haben. Dies war typisch beim Drucken von Büsten und anderen organisch aussehenden Modellen. Solche Objekte hatten typischerweise ein paar Löcher auf dem Kopf. Wenn diese Funktion aktiviert ist, stellt PrusaSlicer sicher, dass er die erforderlichen (internen) Auflagen für die Perimeter in einer kommenden Schicht festlegt.
- Deaktiviert: Erzeugt zusätzliche Extrusion nur zur Unterstützung der oberen Schichten. Wenn Sie diese Option auswählen, kann es sein, dass Ihr Druck fehlschlägt.
- Teilweise: Bietet teilweise Unterstützung für vertikale Schalen, ohne die erforderliche Dicke vollständig zu erzwingen.
- Aktiviert: Standardeinstellung. Ermöglicht das Hinzufügen von Infill in der Nähe von geneigten Flächen, um die vertikale Schalendicke zu gewährleisten. Dies wird auf die oberen und unteren Schichten angewendet.

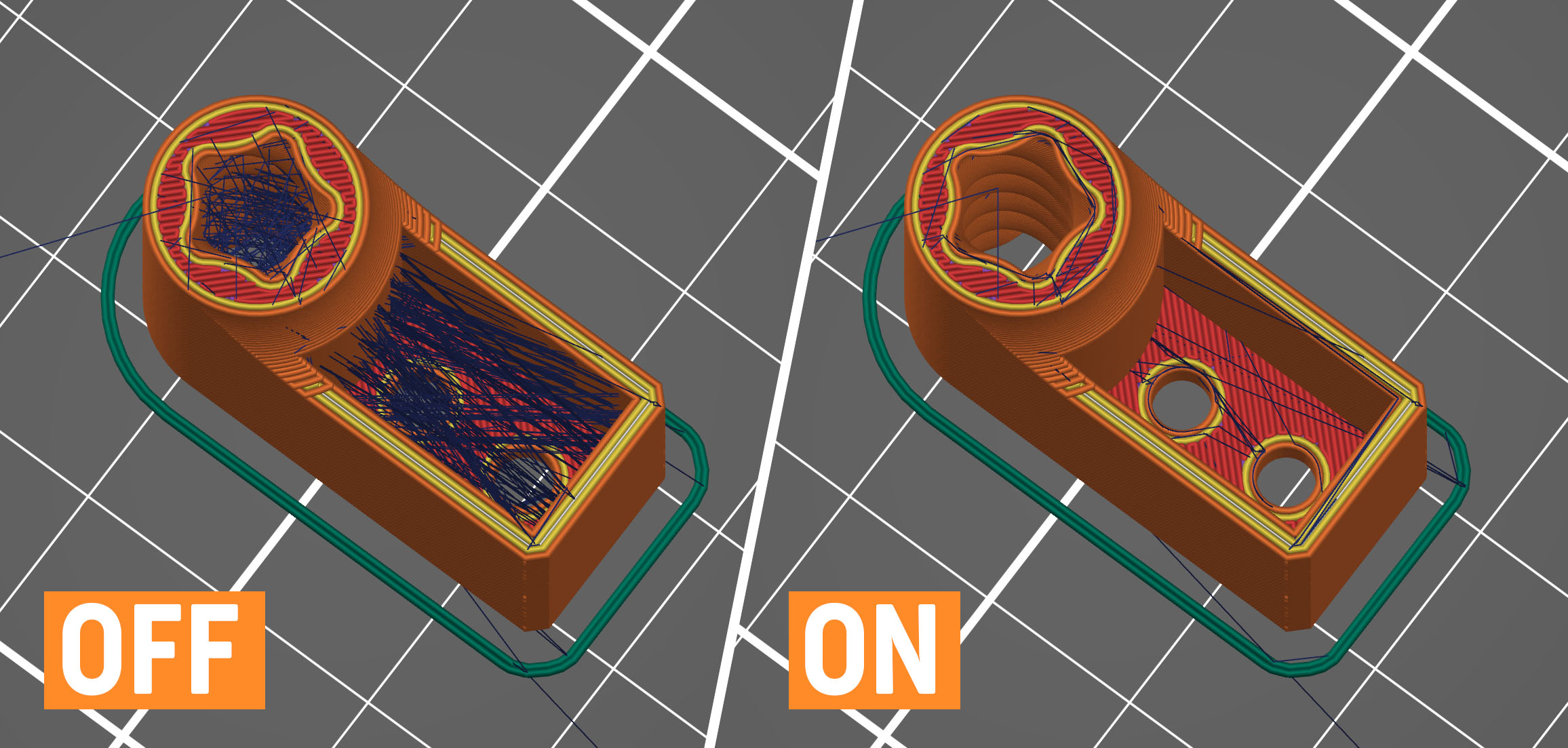
Kreuzen der Kontur vermeiden
Kreuzen der Konturen vermeiden ist ein Algorithmus, der das Kreuzen der äußeren Konturen während der Verfahrbewegungen minimiert, was die Fadenbildung reduziert (insbesondere bei Bowden-Extrudern) und die Druckqualität insgesamt verbessert.
Die Aktivierung dieser Funktion verlangsamt die G-Code-Generierung und erhöht die Druckzeit etwas (die Zeitzunahme variiert je nach Modell).
Diese Funktion wurde in PrusaSlicer 2.3 deutlich verbessert. Der neue Algorithmus versucht, innerhalb von Objektinseln den kürzesten Weg zu nehmen und dabei Löcher und Konkavitäten zu vermeiden, während er bei der Bewegung zwischen den Inseln den kürzesten Weg nimmt.
Wenn der Umweg länger als die Max Umweglänge ist, wird das Kreuzen der Kontur Vermeiden nicht für diesen Fahrweg angewendet. Sie können absolute Werte in Millimetern, einen Prozentsatz des Verfahrwegs oder den Wert 0 verwenden, um die Prüfung der maximalen Umleitungslänge zu deaktivieren.
Dünne Wände erkennen
Standardmäßig besteht jede Wand aus einem äußeren und einem inneren Perimeter (bei dünnen Wänden aus mindestens zwei Perimetern). Wenn genügend Platz vorhanden ist, füllt ein Infill-Muster die Lücke zwischen diesen Innen- und Außenperimetern.
Wenn Sie Dünne Wände erkennen aktivieren, kann PrusaSlicer einen einzigen Perimeter erzeugen, der sowohl als Innen- als auch als Außenhülle fungiert. Dies hilft bei der Erfassung winziger Details. Allerdings werden Wände, die dünner sind als die Breite eines einzelnen Perimeters, wahrscheinlich immer noch ignoriert.
Diese Funktion ist automatisch deaktiviert, wenn der Arachne Perimeter Generator aktiv ist, da er sich bereits automatisch auf dünne Wände einstellt.
Dicke Brücken
Aus historischen Gründen druckte der PrusaSlicer früher Brücken mit extrem dicken Linien. Das macht die Überbrückung sehr zuverlässig und ermöglicht es Ihnen, längere Strecken zu überbrücken, aber sie sahen nicht sehr gut aus. Das neue Standardverhalten verwendet Ihre aktuelle Schichthöhe für die Überbrückung, wodurch die Überbrückung bei kürzeren Entfernungen zuverlässig ist, aber deutlich besser aussieht. Dies ist die Strategie, die die meisten modernen Slicer verwenden. Sie können auf das alte Verhalten umschalten, indem Sie die Option Dicke Brücken aktivieren. Da die erste solide Schicht oberhalb von Stützen die Einstellungen für die Überbrückung verwendet, hat diese Änderung auch einen großen Einfluss darauf, wie gestützte Überhänge aussehen.
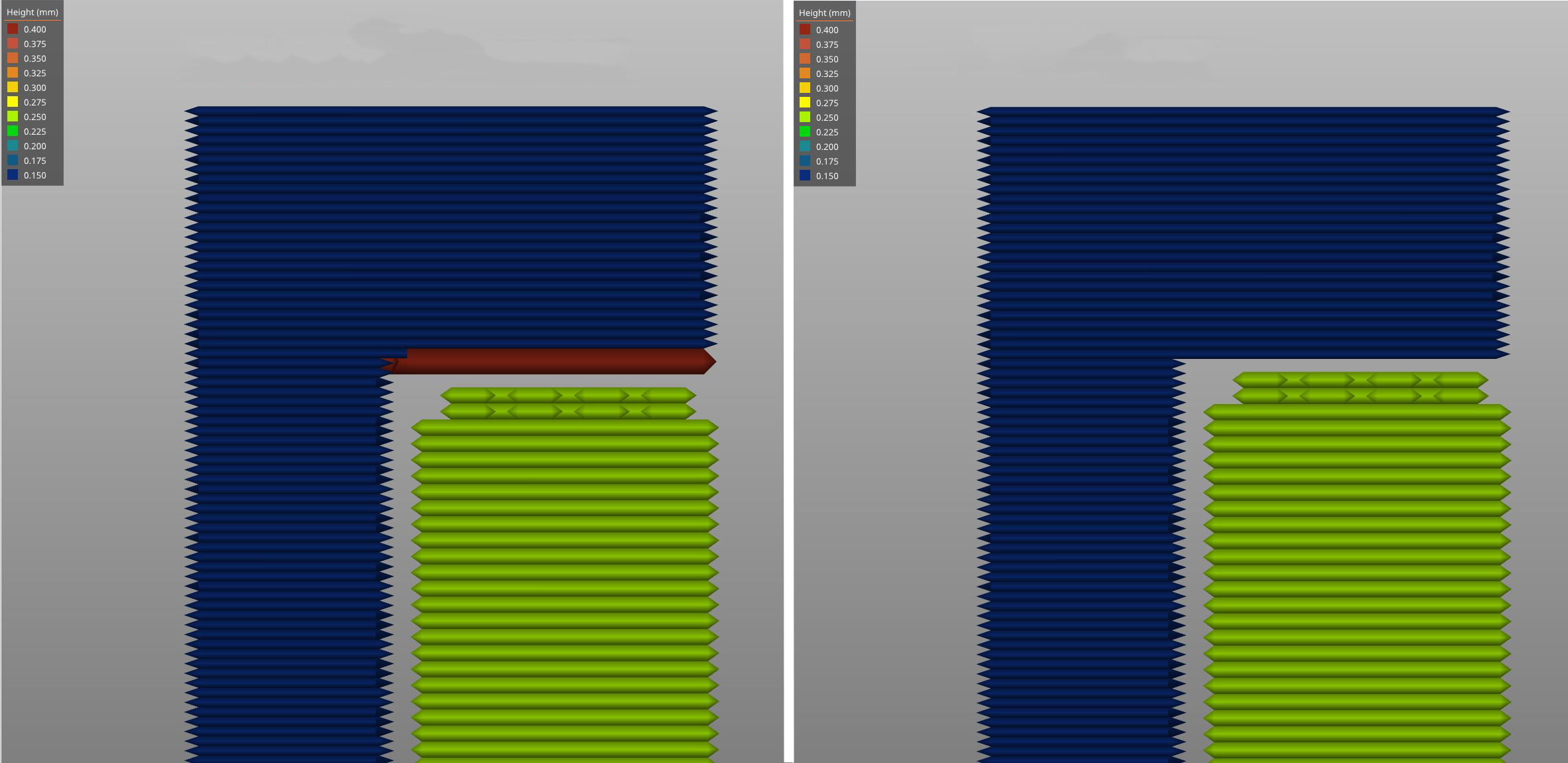
Links: dicke Brücken aktiviert, Rechts: Dicke Brücken deaktiviert
Umfangbrücken erkennen
Ermöglicht Überbrückungfluss für Überhänge und schaltet den Ventilator ein.
Nahtposition
Dbestimmt den Startpunkt jeder Umfangsschleife und damit die Position der potentiell sichtbaren Vertikalnaht auf der Seite des Objekts. Es sei denn, Sie drucken im Vasenmodus.
Die Naht sieht wie ein winziger Pickel auf der Modelloberfläche aus. PrusaSlicer kann versuchen, die Naht in den Modellkanten (mit der Einstellung "Nächste") oder auf der Rückseite ("Hinten") zu verstecken, sie zufällig auf der Oberfläche zu verteilen ("Zufällig") oder in Linien anzuordnen ("Ausgerichtet").
Weitere Informationen und Bilder finden Sie in dem Artikel Nahtposition.
Versetzte Innennähte
Diese Funktion bewirkt, dass die inneren Nähte entsprechend ihrer Tiefe nach hinten verschoben werden und ein Zickzackmuster bilden. Dadurch wird ein stärkeres Teil erzeugt, da die Nähte nicht aufeinander ausgerichtet sind.
Außenkonturen zuerst drucken
Perimeter werden von den äußersten bis zu den innersten statt in der umgekehrten Reihenfolge gedruckt.
Dieser Parameter kann bei der Dimensionsgenauigkeit hilfreich sein, da der äußere Umfang zuerst festgelegt wird und ein eventuelles zusätzliches Filament, das beim Drucken nachfolgender Umfänge extrudiert wird, von der Außenwand weggedrückt wird. Andererseits kann die Oberfläche etwas weniger glatt sein.
Lücken füllen
Ermöglicht das Füllen von Lücken zwischen einzelnen Perimetern und zwischen dem innersten Perimeter und dem Infill.
Perimeter-Generator
Erlaubt es Ihnen, zwischen dem Arachne (Standard) und dem Classic Perimeter Generator zu wechseln. Der Perimeter-Generator von Arachne passt die Breite des Profils von Perimetern automatisch nach Bedarf an. Für die meisten Drucke ist der Perimeter-Generator von Arachne besser geeignet, aber für einige funktionale Drucke, bei denen die Genauigkeit der konkaven Ecken wichtig ist, ist der Perimeter-Generator von Classic möglicherweise besser geeignet.