Zalecamy regularne przeglądy i konserwację drukarki Prusa CORE One/+. Należy to robić nawet jeśli drukarka działa bez zarzutu.
Przydatne narzędzia
Oprócz zwykle używanych narzędzi, takich jak klucze imbusowe, szczypce i IPA (IsoPropyl Alcohol, czyli alkohol izopropylowy) + ręczniki papierowe, możesz potrzebować:
- Sprężone powietrze: znane również jako powietrze w puszce. Pamiętaj, aby nie trzymać puszki do góry nogami podczas spryskiwania - w przeciwnym razie możesz uszkodzić elementy elektroniczne podczas próby ich wyczyszczenia.
- Mosiężna szczotka druciana: mała mosiężna szczotka przyda się do czyszczenia bloku grzejnego. Jeśli nie masz szczotki mosiężnej, każda szczotka z twardym włosiem sprawdzi się w tym zadaniu.
- Smar Prusa: tubka smaru Prusa jest dołączona do Prusa CORE One. Służy do smarowania prętów liniowych, na których pracują łożyska liniowe oraz śrub trapezowych osi Z. NIE używaj smaru Prusa na prowadnicach liniowych!
- Zestaw do smarowania prowadnic liniowych: zestaw zawierający Microlube GL 261, igłę dozującą SSS15 2, strzykawkę dozującą 2/2,5 ml oraz parę rękawiczek nitrylowych.
- Środek czyszczący BEZ alkoholu: używany do czyszczenia paneli zewnętrznych. NIE używaj produktów zawierających alkohol, w tym IPA, do czyszczenia paneli.
Regularna konserwacja
Przed każdym wydrukiem należy sprawdzić następujące punkty.
Utrzymanie drukarki w czystości
Po kilku godzinach drukowania wewnątrz drukarki oraz pod stołem grzewczym mogą gromadzić się różnego rodzaju zanieczyszczenia - kawałki filamentu, kurz, odpadki, połamane podpory itp. Przed każdym wydrukiem sprawdź, czy drukarka jest czysta. Do usuwania zanieczyszczeń możesz użyć szczotki, miotełki lub odkurzacza.
Czyszczenie hotendu
Czystość hotendu ma fundamentalne znaczenie. Zanieczyszczenia na dyszy lub bloku grzejnym mogą powodować awarie drukarki, na przykład gdy pozostałości spadną na drukowany model.
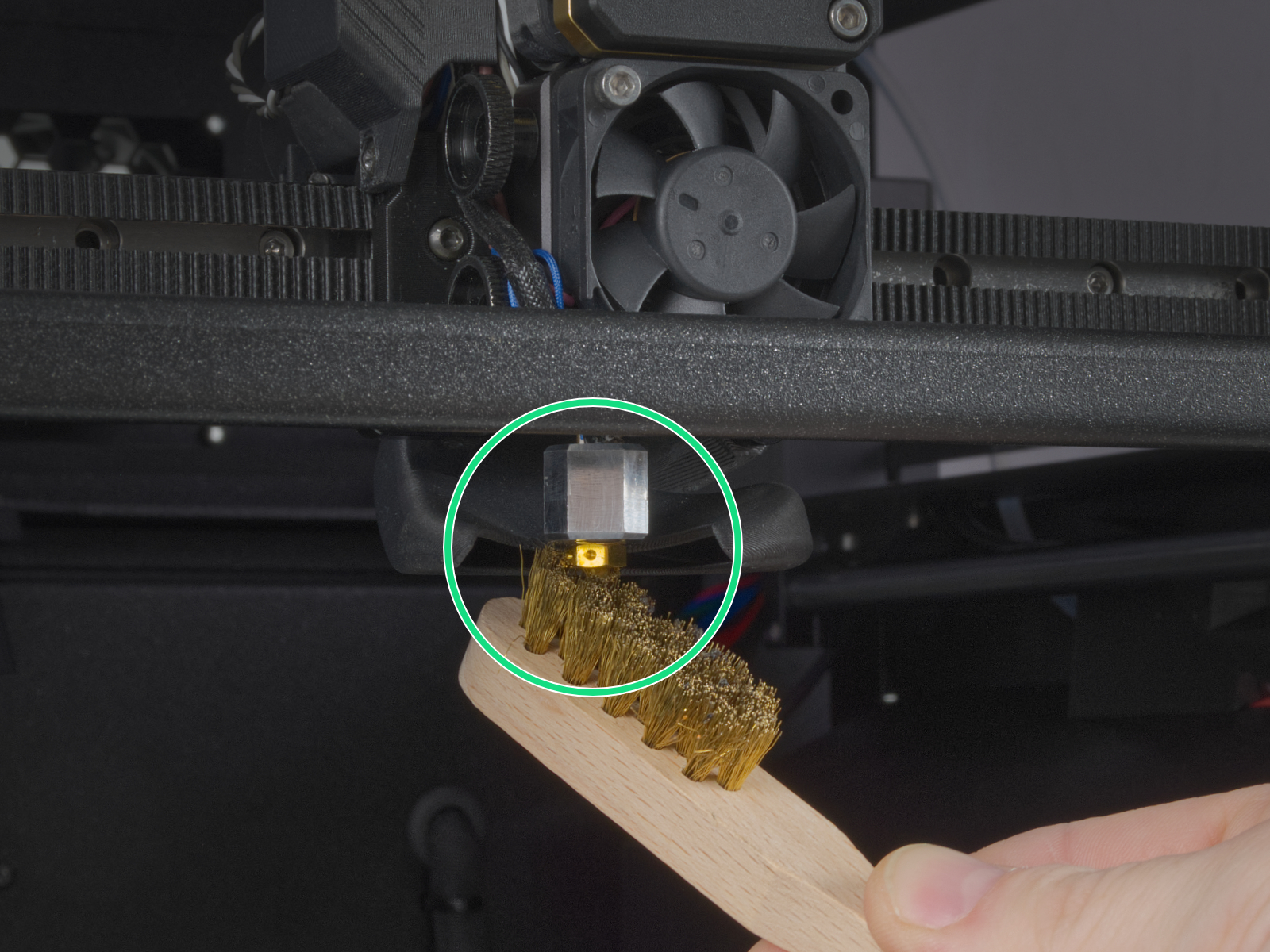
Aby wyczyścić dyszę i blok grzejny, ustaw nagrzewanie na 250°C i utrzymaj w tej temperaturze przez trzy do pięciu minut, ponieważ pozostałości filamentu muszą zostać lekko podgrzane, aby można je było łatwiej usunąć.
Użyj małej mosiężnej szczotki, aby usunąć stary plastik przyklejony do dyszy i bloku grzejnego.
Nie dopuść do kontaktu szczotki z przewodami hotendu, gdyż może to spowodować zwarcie.
Uwaga: drukarka nadal jest nagrzana do wysokiej temperatury! Poczekaj, aż gorące części ostygną do temperatury otoczenia. Potrwa to około 10 minut. Nie dotykaj drukarki! Zawsze sprawdzaj wskazania na wyświetlaczu.
Giętka płyta stołu
Nigdy nie używaj acetonu, IPA (alkohol izopropylowy), ani innych rozpuszczalników opartych na alkoholu (płyny do mycia szyb, Windex, itp.) do czyszczenia specjalnej płyty PA Nylon. Spowoduje to uszkodzenie powierzchni.
Wszystkie elastyczne płyty stalowe powinny być regularnie czyszczone, aby zapewnić przyczepność wydruków, ale dokładne metody i rozwiązania mogą się różnić w zależności od rodzaju powierzchni.
Więcej informacji o tym, jak dbać o giętką płytę stołu znajdziesz w tym artykule.
Okresowa konserwacja
Co 200 godzin drukowania należy przeprowadzić następujące kontrole.
Kontrola osi - prowadnica liniowa (oś X)
Upewnij się, że na prowadnicy liniowej (oś X) nie ma żadnych zanieczyszczeń ani kurzu. Jeśli jest zabrudzona, wytrzyj ją czystym ręcznikiem papierowym lub czystą ściereczką bez użycia środka odtłuszczającego ani żadnych chemikaliów, ponieważ mogą one uszkodzić gumową uszczelkę wózka.
Zalecamy smarowanie prowadnicy liniowej co 3-6 miesięcy, używając dedykowanego zestawu do smarowania prowadnic liniowych.
NIE UŻYWAJ smaru Prusa Lubricant na prowadnicach liniowych, ani żadnego innego środka, który nie jest częścią dedykowanego zestawu do ich smarowania.
Kontrola osi - gładkie pręty i łożyska liniowe (oś Y)
Wyczyść gładkie pręty (oś Y) czystym ręcznikiem papierowym i nasmaruj je niewielką ilością smaru Prusa Lubricant.
Tylko w przypadku, gdy czujesz, że oś nie przesuwa się płynnie, nawet po niedawnym wyczyszczeniu i nasmarowaniu prętów, możesz zdemontować łożyska, wyczyścić je alkoholem izopropylowym i nasmarować od wewnątrz, używając do tego również niewielkiej ilości smaru Prusa Lubricant.
Kontrola osi - paski
Po przepracowaniu większej ilości godzin, pasek może się lekko poluzować, powodując takie problemy jak przesuwanie warstw lub pogorszenie jakości druku. Najprostszym sposobem sprawdzenia naprężenia paska jest wydrukowanie okrągłego obiektu. Jeśli wynik nie jest idealnie okrągły, konieczna jest regulacja naprężenia.
Wentylatory
Obroty na minutę (RPM) obu wentylatorów są stale mierzone. Oznacza to, że drukarka zgłosi błąd, jeśli wentylator nagle zwolni, na przykład z powodu utknięcia w nim kawałka filamentu.
W takim przypadku sprawdź i usuń wszelkie zanieczyszczenia z wentylatora. Nie próbuj pomijać kontroli obrotów, gdyż może to spowodować uszkodzenie drukarki!
Oba wentylatory powinny być sprawdzane i czyszczone co kilkaset godzin drukowania. Kurz możesz wydmuchać sprężonym powietrzem, a drobne plastikowe nitki wyciągnąć pęsetą.
UWAGA: Nie należy przedmuchiwać sprężonym powietrzem pracującego wentylatora.
Nextruder
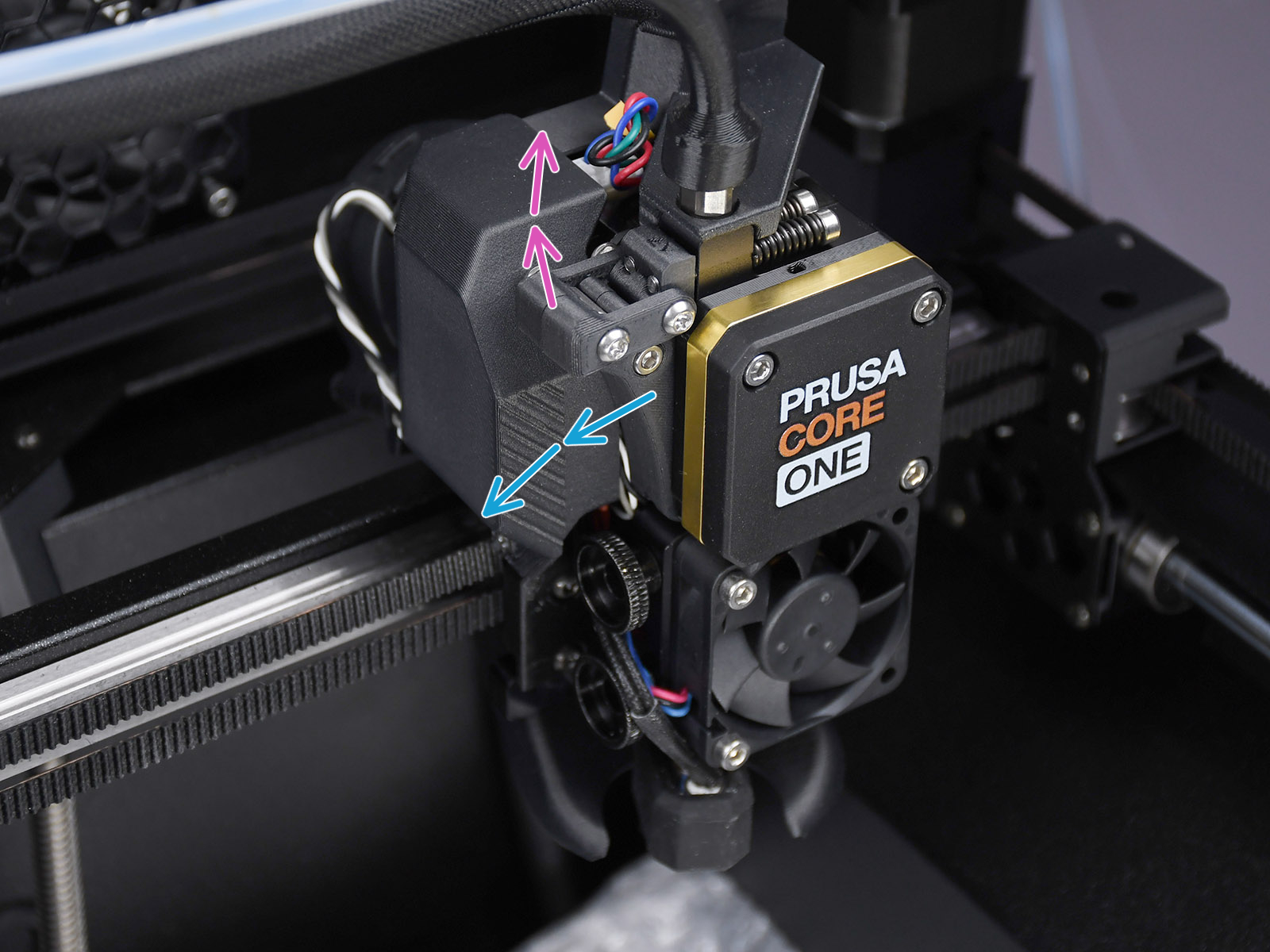
Główne koło zębate i łożyska osadzone na wałku docisku w ekstruderze nie potrzebują żadnego smaru. Z czasem w rowkach głównej przekładni może zbierać się osad z filamentu, co powoduje niewystarczające wytłaczanie. Dostań się do ekstrudera przez podniesienie blokady docisku, a następnie odchyl docisk. Możesz wydmuchać zanieczyszczenia sprężonym powietrzem lub użyć mosiężnej szczotki, albo zwykłej wykałaczki. Użyj otworu rewizyjnego znajdującego się z boku ekstrudera.
Czujnik filamentu w Nextruderze
Jeśli napotkasz problemy z czujnikiem filamentu w Nextruderze, takie jak nieprawidłowe lub losowe odczyty, upewnij się, że wszystkie przewody Nextrudera są prawidłowo podłączone i że na ścieżce filamentu wewnątrz ekstrudera nie ma żadnych zanieczyszczeń. Jeśli są, wyciągnij je pęsetą lub wydmuchaj sprężonym powietrzem.
Aby dostać się do prawej strony płytki Loveboard, wykręć dwie śruby M3x6 i zdejmij pokrywę.
 |  |
Aby wyczyścić czujnik filamentu w Nextruderze, postępuj zgodnie z instrukcją.
Czyszczenie paneli
Do czyszczenia paneli drukarki używaj wyłącznie środków niezawierających alkoholu. Możesz również czyścić je wodą z mydłem.
NIE używaj produktów zawierających alkohol, w tym IPA. Powtarzające narażenie na ich działanie spowoduje ich osłabienie i kruszenie.
Roczna konserwacja
Elektronika
Dobrą praktyką jest sprawdzanie oraz opcjonalne odłączenie i podłączenie złączy na płytkach xBuddy, Loveboard, stole grzewczym, zasilaczu i xLCD co 600-800 godzin drukowania.
W szczególności upewnij się, że złącza śrubowe są całkowicie dokręcone, a złącza Molex prawidłowo podłączone.
UWAGA: aby odłączyć złącze Molex, należy nacisnąć zatrzask zabezpieczający. W przeciwnym razie może dojść do jego uszkodzenia.