Se il filamento non è caricato nell'estrusore, e la stampante comunque prova a tirare il filamento dentro, solitamente si tratta di un semplice problema hardware che affronteremo in questo articolo.
Elenco dei controlli di preparazione ideale:
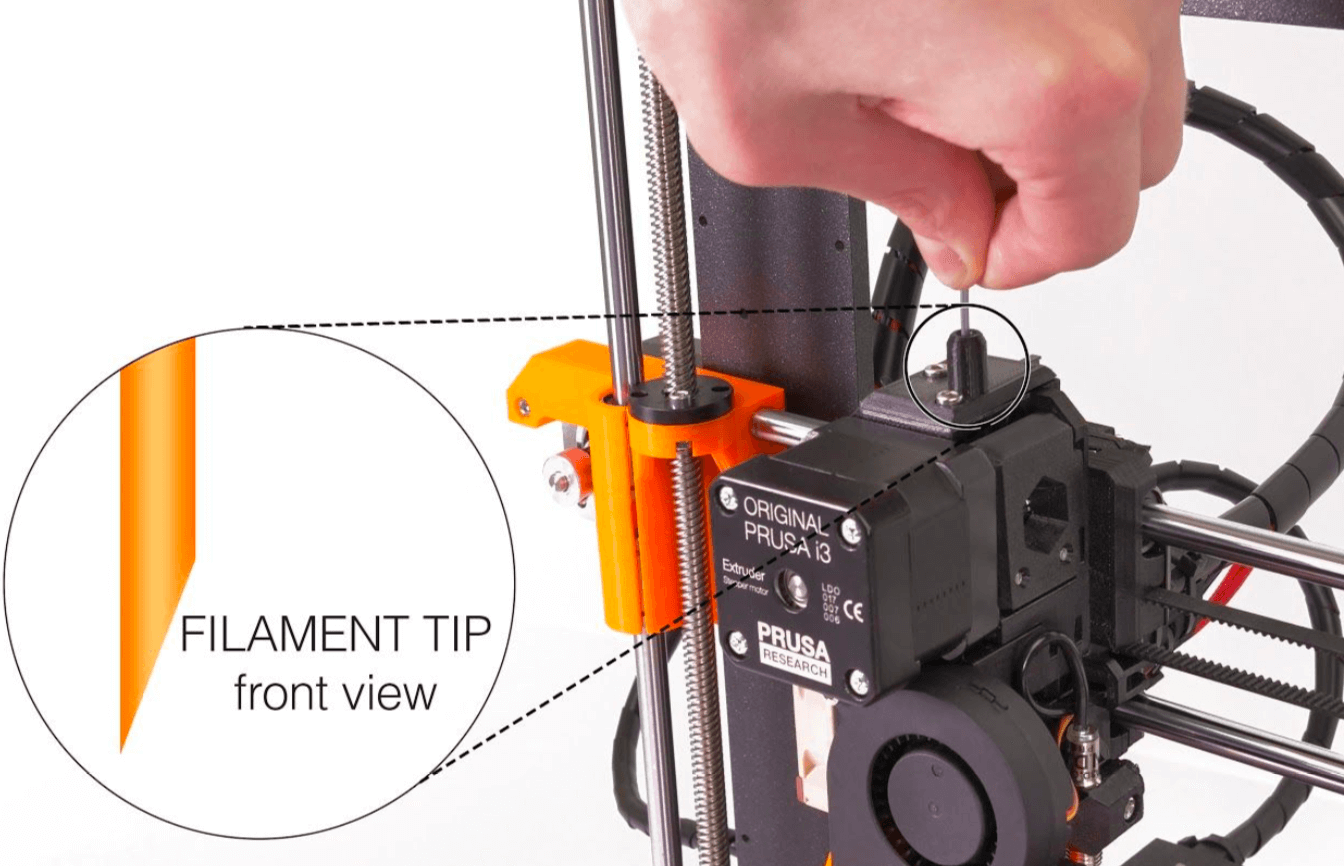
- Taglia la punta del filamento ad un angolo di 45 gradi
- Il filamento va dritto attorno la puleggia nel tubo di PTFE dell'hotend - Se il filamento è leggermente piegato, potrebbe girare attorno, specialmente i filamenti flessibili sono particolarmente difficili da allineare perfettamente!
- Assicurati che ci sia meno deformazione possibile sul filamento che sta per essere caricato.
Accertati di stare utilizzando le corrette temperature ugello.
Problemi meccanici:
- Puleggia lenta: assicurati che la vite di fissaggio dell'ingranaggio dell'estrusore sia fissato contro la parte piatta dell'albero motore.
- Denti gommati: l'ingranaggio dell'estrusore ha dei denti che fanno presa sul filamento, assicurati che questi siano puliti da residui di plastica. Pulisci le scanalature dell'ingranaggio, se necessario
- Disallineamento ingranaggi estrusore: il filamento deve spostarsi su un percorso lineare, qualunque tipo di spostamento creerà attrito e causerà sia la deviazione del filamento nell'estrusore sia un avanzamento non corretto. Controlla visivamente che i solchi degli ingranaggi dell'estrusore siano allineati con la cima del tubo in PTFE dell'hotend.
Vedi l'articolo Riallineare gli ingranaggi Bondtech. - Molla dell'idler allentata / troppo serrata: La molla nell'estrusore preme l'ingranaggio contro il filamento tirando l'ingranaggio idler o il cuscinetto. Assicurati che la molla non sia troppo lenta o troppo serrata. Vedi l'articolo Tensione vite Idler per maggiori informazioni.
Nessuna di queste soluzioni risolve il problema. Visita Ugello otturato - MK2/MK3. È possibile che tu abbia difronte ad un ugello otturato, più che un problema di caricamento del filamento.
Questo articolo è stato utile?
Questa azione è disponibile solo per gli utenti registrati. Per favore accedi.
Accedi per inviare un commento
Nessun commento